TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025156638
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2025135433,2021202732
出願日
2025-08-15,2021-12-14
発明の名称
サイドドア
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
,
個人
主分類
B60J
5/00 20060101AFI20251002BHJP(車両一般)
要約
【課題】サイドドアにおいて、重量増加を抑制しつつ、側突時の車室内への侵入を抑制する。
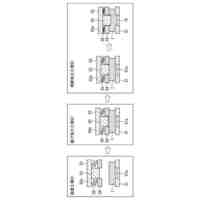
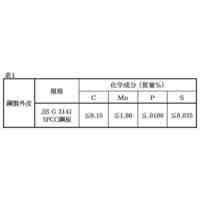
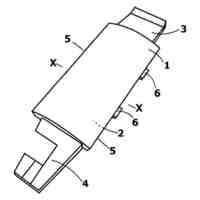
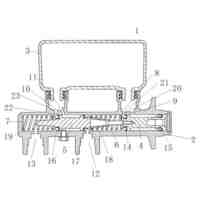
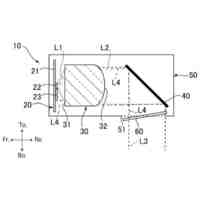
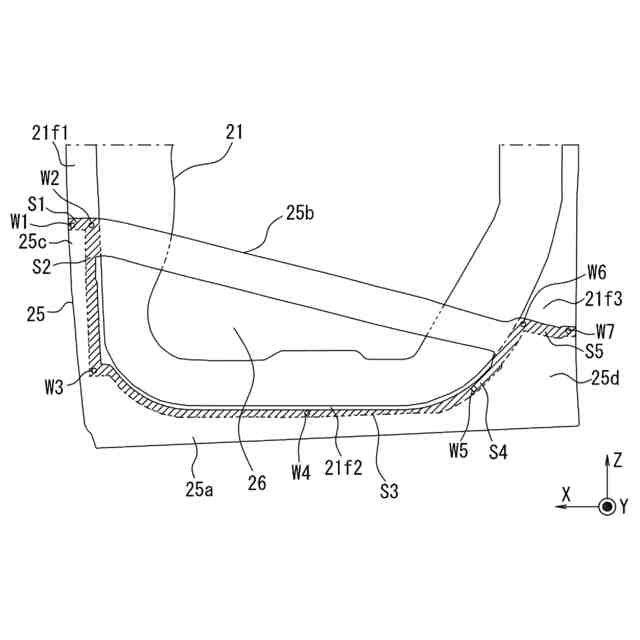
【解決手段】サイドドア2は、アウタパネル10と、アウタパネル10の車幅方向内側に配置されたインナパネル20とを備える。インナパネル20は、板状のインナパネル本体部材21と、板状の下部部材25とを備える。下部部材25は、インナパネル本体部材21の車高方向の下側に接し、インナパネル本体部材21と一部が重なるように配置され、インナパネル本体部材21の板厚より厚い、又は、インナパネル本体部材21に比べ相対的に高い引張強さを有している。インナパネル本体部材21は、鉄鋼製またはアルミニウム合金製である。下部部材25は、鉄鋼製またはアルミニウム合金製である。
【選択図】図3
特許請求の範囲
【請求項1】
アウタパネルと、
前記アウタパネルの車幅方向内側に配置されたインナパネルと
を備え、
前記インナパネルは、
板状のインナパネル本体部材と、
板状の下部部材と
を備え、
前記下部部材は、前記インナパネル本体部材の車高方向の下側に接し、前記インナパネル本体部材と一部が重なるように配置され、前記インナパネル本体部材の板厚より厚い、又は、前記インナパネル本体部材に比べ相対的に高い引張強さを有し、
前記インナパネル本体部材は、鉄鋼製またはアルミニウム合金製であり、
前記下部部材は、鉄鋼製またはアルミニウム合金製である、サイドドア。
続きを表示(約 670 文字)
【請求項2】
前記下部部材は、前記インナパネル本体部材とは別体で、前記インナパネル本体部材に対して前記車幅方向に重ねて配置され、
前記インナパネルは、前記インナパネル本体部材と前記下部部材とを接合する接合部を有する、請求項1に記載のサイドドア。
【請求項3】
前記下部部材には、前記車幅方向から見て環状となるように開口が設けられている、請求項1又は2に記載のサイドドア。
【請求項4】
前記インナパネルは、車長方向に沿って延びるように配置された第1ドアビームを備える、請求項3に記載のサイドドア。
【請求項5】
前記第1ドアビームは、前記下部部材と一体的に一部材として構成され、前記開口の一部を画定する、請求項4に記載のサイドドア。
【請求項6】
前記下部部材は、前記開口を分割するように設けられた補強部材を有する、請求項4又は5に記載のサイドドア。
【請求項7】
前記インナパネルは、車長方向に沿って延びるように配置された第2ドアビームをさらに備え、
前記第2ドアビームは、前記インナパネル本体部材に比べ相対的に高い引張強さを有する、請求項1から6のいずれか1項に記載のサイドドア。
【請求項8】
前記インナパネル本体部材は、
車長方向と前記車高方向とに沿って延びるパネル部と、
前記パネル部の周囲から前記車幅方向外側に向けて延びる側壁部と
を有する、請求項1から7のいずれか1項に記載のサイドドア。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サイドドアに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
車両のサイドドアには、車両側突時において、衝突荷重を吸収することが求められる。例えば、特許文献1には、サイドドアの車体骨格部材と接する箇所、つまり外周部に補強部材が配置されたサイドドアが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-017200号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載のサイドドア構造では、サイドドアに衝突荷重が負荷されたとしても、補強部材によってサイドドアの外周部の座屈変形が抑制され、衝突荷重が車体骨格部材に分散して伝達され得る。換言すると、補強部材によって、サイドドアに負荷された衝突荷重のうち、車体骨格部材に伝達される荷重が増大され得る。そのため、サイドドアの衝突荷重の吸収量が増加し得る。
【0005】
しかし、特許文献1に記載のサイドドアには、衝突荷重に対するサイドドア自体の強度を向上させ変形を抑制させることについては、特段の示唆が無い。そのため、側突時にサイドドアが車室内に侵入するおそれがある。また、インナパネルに対して補強部材が追加されているため、サイドドアの重量が増加するおそれがある。
【0006】
本発明は、サイドドアにおいて、重量増加を抑制しつつ、側突時の車室内への侵入を抑制することを課題とする。
【課題を解決するための手段】
【0007】
本発明は、アウタパネルと、前記アウタパネルの車幅方向内側に配置されたインナパネルとを備え、前記インナパネルは、板状のインナパネル本体部材と、前記インナパネル本体部材の車高方向の下側に接するように配置され、前記インナパネル本体部材の板厚より厚い、又は、前記インナパネル本体部材に比べ相対的に高い引張強さを有する板状の下部部材とを有する、サイドドアを提供する。
【0008】
本発明によれば、下部部材はインナパネル本体部材に比べ相対的に高い引張強さを有する。そのため、サイドドアの下部部材を中心に側突された場合、つまり、他の車両が側突してきた場合などに効果的にサイドドアの変形を抑制できる。また、下部部材の材質を変更することで引張強さを高めることができる。つまり、形状を複雑にすることなく、下部部材の引張強さを高めることができ、下部部材の重量増加を抑制できる。
【0009】
前記下部部材は、前記インナパネル本体部材とは別体で、前記インナパネル本体部材に対して前記車幅方向に重ねて配置され、前記インナパネルは、前記インナパネル本体部材と前記下部部材とを接合する接合部を有してもよい。
【0010】
前記の構成によれば、設計の自由度が向上し得る。仮に、引張強さの異なる部材を一体で一部材として成形する場合は、引張強さの異なる部材ごとに適した加工方法で成形することが困難であるため、成形性が低下するおそれがある。しかし、引張強さの異なる部材を別体で構成する場合は、各部材ごとに適した加工方法で加工できるため、成形性が向上し得る。そのため、本発明のサイドドアでは、引張強さの異なる部材を一体で一部材として成形する場合に比べ、設計の自由度が向上し得る。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金
22日前
株式会社神戸製鋼所
接点材料
20日前
株式会社神戸製鋼所
圧縮機ユニット
29日前
株式会社神戸製鋼所
出湯用スリーブ
7日前
株式会社神戸製鋼所
熱交換システム
20日前
株式会社神戸製鋼所
再生ゴム製造方法
7日前
株式会社神戸製鋼所
ステッピングモータ
29日前
株式会社神戸製鋼所
微小構造物及びその製造方法
1日前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
28日前
株式会社神戸製鋼所
密閉型混練機及び密閉型混練機用混練ロータ
7日前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
1か月前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
28日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
22日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
20日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
23日前
株式会社神戸製鋼所
タブ用アルミニウム合金塗装板
1日前
株式会社神戸製鋼所
ガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法
28日前
株式会社神戸製鋼所
遠隔監視システム、遠隔監視方法、データ処理装置、データ処理方法、端末装置およびその制御方法、並びにプログラム
1か月前
個人
タイヤレバー
4か月前
個人
前輪キャスター
3か月前
個人
上部一体型自動車
1か月前
個人
ルーフ付きトライク
3か月前
個人
ホイルのボルト締結
4か月前
個人
空間形成装置
28日前
個人
タイヤ脱落防止構造
3か月前
個人
マスタシリンダ
2か月前
日本精機株式会社
表示装置
3か月前
日本精機株式会社
表示装置
3か月前
日本精機株式会社
照明装置
23日前
日本精機株式会社
表示装置
3か月前
個人
車両通過構造物
4か月前
日本精機株式会社
表示装置
3か月前
個人
乗合路線バスの客室装置
4か月前
個人
常設収納型サンバイザー
1か月前
個人
車両用スリップ防止装置
5か月前
個人
アクセルのソフトウェア
5か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ