TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025158820
公報種別
公開特許公報(A)
公開日
2025-10-17
出願番号
2024061714
出願日
2024-04-05
発明の名称
アルミニウム合金熱間鍛造材及びその製造方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
C22C
21/12 20060101AFI20251009BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】高い耐力を有するとともに、クリープ特性をより一層向上させることができるアルミニウム合金鍛造材を提供する。
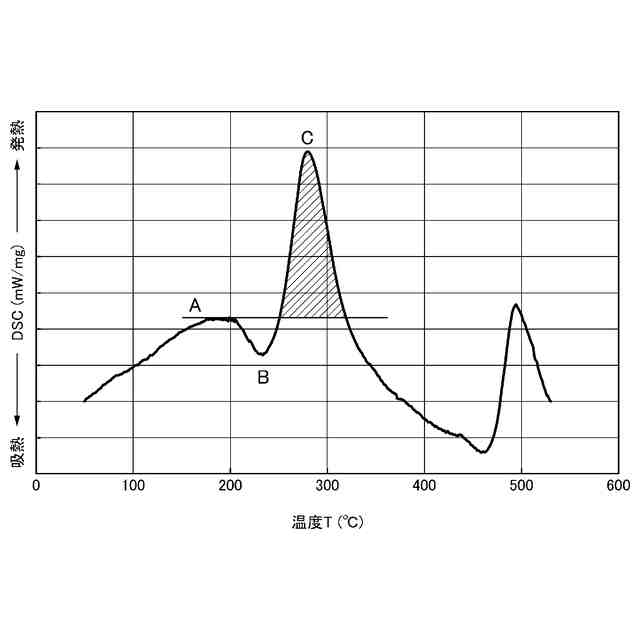
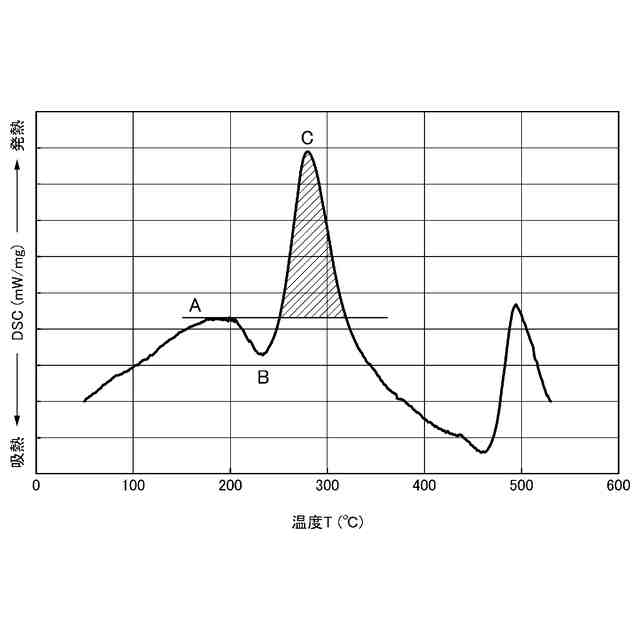
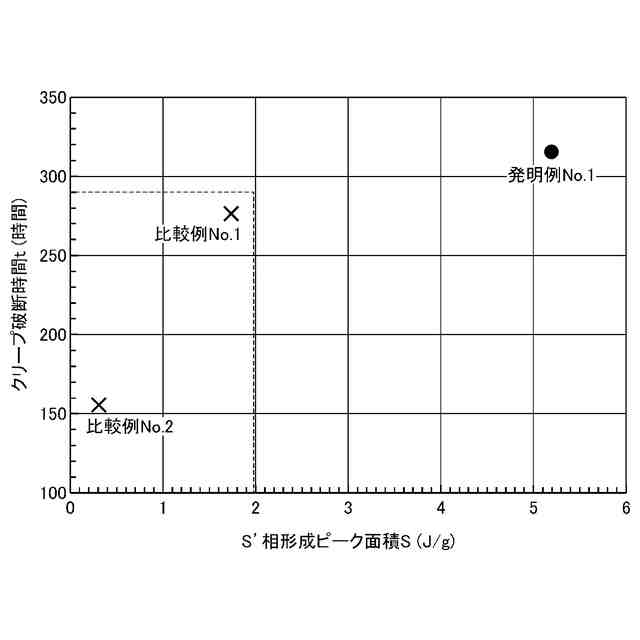
【解決手段】アルミニウム合金鍛造材は、Si:0.10質量%以上0.25質量%以下、Fe:0.9質量%以上1.3質量%以下、Cu:1.9質量%以上2.7質量%以下、Mg:1.3質量%以上1.8質量%以下、Ni:0.90質量%以上1.20質量%以下、Ti:0.01質量%以上0.10質量%以下、を含有し、Zn:0.10質量%以下、であり、残部がAl及び不可避的不純物からなる。また、180℃での引張試験における耐力が220MPa以上であり、示差走査熱量測定により得られるDSC曲線において、200℃以上400℃以下の温度範囲に現れるS’相形成ピーク面積が1.8J/g以上である。
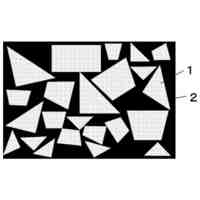
【選択図】図1
特許請求の範囲
【請求項1】
Si:0.10質量%以上0.25質量%以下、
Fe:0.9質量%以上1.3質量%以下、
Cu:1.9質量%以上2.7質量%以下、
Mg:1.3質量%以上1.8質量%以下、
Ni:0.90質量%以上1.20質量%以下、
Ti:0.01質量%以上0.10質量%以下、を含有し、
Zn:0.10質量%以下、であり、残部がAl及び不可避的不純物からなるアルミニウム合金鍛造材であって、
180℃での引張試験における耐力が220MPa以上であり、
示差走査熱量測定により得られるDSC曲線において、200℃以上400℃以下の温度範囲に現れるS’相形成ピーク面積が1.8J/g以上であることを特徴とする、アルミニウム合金鍛造材。
続きを表示(約 460 文字)
【請求項2】
請求項1に記載のアルミニウム合金鍛造材を製造するアルミニウム合金鍛造材の製造方法であって、
Si:0.10質量%以上0.25質量%以下、
Fe:0.9質量%以上1.3質量%以下、
Cu:1.9質量%以上2.7質量%以下、
Mg:1.3質量%以上1.8質量%以下、
Ni:0.90質量%以上1.20質量%以下、
Ti:0.01質量%以上0.10質量%以下、を含有し、
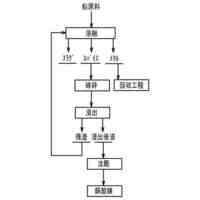
Zn:0.10質量%以下、であり、残部がAl及び不可避的不純物からなるアルミニウム合金鋳塊を鋳造する鋳造工程と、
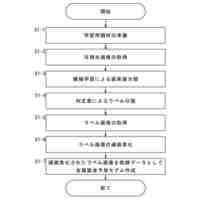
前記アルミニウム合金鋳塊に対して、均質化熱処理、熱間鍛造、溶体化処理及び焼入れ処理を実施する均質化-焼入れ工程と、
前記焼入れ後の焼入れ材に対して人工時効処理を実施する人工時効処理工程と、を有し、
前記人工時効処理工程における加熱温度を170℃以上220℃以下とし、加熱時間を22時間未満とすることを特徴とする、アルミニウム合金鍛造材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム合金鍛造材及びその製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
一般的に、エンジン、コンプレッサ、ターボチャージャーインペラなどの回転部品や直動部品は、高温で継続的に使用されるものも多い。したがって、これらの部品の素材であるアルミニウム合金鍛造材にはクリープ特性が特に求められる。
【0003】
例えば、特許文献1には、Si:0.10~0.25質量%、Fe:0.9~1.3質量%、Cu:1.9~2.7質量%、Mg:1.3~1.8質量%、Zn:0.10質量%以下、Ni:0.9~1.2質量%、Ti:0.01~0.1質量%であり、残部Al及び不可避的不純物からなるアルミニウム合金鍛造材が開示されている。また、上記アルミニウム合金鍛造材は、FeとNiの合計含有量を2.2質量%以下、かつ、Mn、Cr、Zrの合計含有量を0.20質量%以下、金属間化合物の平均円相当径を4.5μm以下、ST方向における金属間化合物間の距離のばらつきを2.3以下に規定している。
【先行技術文献】
【特許文献】
【0004】
特開2021-134414号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、回転部品や直動部品においては、より一層高速での回転や高温での使用に対する耐性の向上が要求されている。これに伴って、原料となるアルミニウム合金鍛造材においても、より一層優れたクリープ特性と高い耐力との両立が求められる。
【0006】
また、近年、社会全体として、カーボンニュートラルの達成が課題になっており、鍛造材の製造時においても、CO
2
排出量の低減が要求されている。すなわち、鍛造材の製造工程における種々の熱処理の条件において、熱処理温度の低下や、熱処理時間の減少が実現できると、CO
2
排出量の削減を実現することができる。
【0007】
本発明は、かかる問題点に鑑みてなされたものであって、高い耐力を有するとともに、クリープ特性をより一層向上させることができるアルミニウム合金鍛造材を提供することを目的とする。また、本発明は、アルミニウム合金鍛造材の製造工程において、製造コストを低減することができるとともに、CO
2
排出量を抑制し、地球温暖化への影響を低減することができる、アルミニウム合金鍛造材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記の目的は、本発明に係る下記(1)のアルミニウム合金鍛造材により達成される。
【0009】
(1) Si:0.10質量%以上0.25質量%以下、
Fe:0.9質量%以上1.3質量%以下、
Cu:1.9質量%以上2.7質量%以下、
Mg:1.3質量%以上1.8質量%以下、
Ni:0.90質量%以上1.20質量%以下、
Ti:0.01質量%以上0.10質量%以下、を含有し、
Zn:0.10質量%以下、であり、残部がAl及び不可避的不純物からなるアルミニウム合金鍛造材であって、
180℃での引張試験における耐力が220MPa以上であり、
示差走査熱量測定により得られるDSC曲線において、200℃以上400℃以下の温度範囲に現れるS’相形成ピーク面積が1.8J/g以上であることを特徴とする、アルミニウム合金鍛造材。
【0010】
また、上記の目的は、本発明に係る下記(2)のアルミニウム合金鍛造材の製造方法により達成される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
メタル系フラックス入りワイヤ及び溶接金属
1日前
株式会社神戸製鋼所
金属腐食予測モデル作成方法および金属腐食予測方法
1日前
株式会社神戸製鋼所
タブ用アルミニウム合金塗装板
8日前
株式会社神戸製鋼所
セメント混和材、セメント組成物、セメント硬化体およびセメント混和材の製造方法
1日前
個人
銅鉄合金の製造
4か月前
日本製鉄株式会社
鋳片
6日前
宏幸株式会社
金属回収方法
7か月前
JX金属株式会社
鉛の回収方法
1か月前
JX金属株式会社
鉛の回収方法
1か月前
株式会社神戸製鋼所
鋼材
7か月前
三菱マテリアル株式会社
切削工具
1か月前
株式会社神戸製鋼所
銅合金
29日前
古河電気工業株式会社
銅線
1か月前
株式会社神戸製鋼所
銅合金板
3か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼線
5か月前
日本製鉄株式会社
鋼材
6か月前
日本製鉄株式会社
線材
5か月前
住友金属鉱山株式会社
金属の抽出方法
1か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
大同メタル工業株式会社
摺動材料
4か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
1か月前
大同特殊鋼株式会社
鋼材及び金型
4か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
日本製鉄株式会社
ボルト
3か月前
日本製鉄株式会社
焼結鉱の製造方法
27日前
日本製鉄株式会社
鉄道車輪
6か月前
大同特殊鋼株式会社
放熱材料
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ