TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099526
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216238
出願日
2023-12-21
発明の名称
取鍋内溶鋼へのガス吹き込み方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人ATEN
主分類
C21C
7/072 20060101AFI20250626BHJP(鉄冶金)
要約
【課題】高Mn鋼を溶製する際、取鍋精錬において、ガス吹込部から取鍋内溶鋼に窒素ガスを吹き込んだとき、ガス吹込部が閉塞することを抑制する。
【解決手段】
取鍋精錬において、耐火物からなるガス吹込部から取鍋内の溶鋼に窒素ガスを吹き込むことにより取鍋内の溶鋼を攪拌する。前記溶鋼は以下の成分組成に調整される、または、以下を満たす成分規格の鋼を対象とする。
C:0.24%以上0.85%以下(%は質量%を表す。以下同じ)
Si:0.12%以上0.35%以下
Mn:6%以上16%以下
Al:0.015%以下
Cr:1.05%以下
P:0.0330%以下
S:0.0300%以下
N:0.0450%以下
残部はFeおよび不可避的不純物からなる。前記ガス吹込部は、Cr
2
O
3
の含有量が0.06%以下の耐火物からなる。
【選択図】なし
特許請求の範囲
【請求項1】
取鍋精錬において、耐火物からなるガス吹込部から取鍋内の溶鋼に窒素ガスを吹き込むことにより取鍋内の溶鋼を攪拌し、
前記溶鋼は以下の成分組成に調整される、または、以下を満たす成分規格の鋼を対象とし、
C:0.24%以上0.85%以下(%は質量%を表す。以下同じ)
Si:0.12%以上0.35%以下
Mn:6%以上16%以下
Al:0.015%以下
Cr:1.05%以下
P:0.0330%以下
S:0.0300%以下
N:0.0450%以下
残部はFeおよび不可避的不純物からなり、
前記ガス吹込部は、Cr
2
O
3
の含有量が0.06%以下の耐火物からなる
ことを特徴とする取鍋内溶鋼へのガス吹き込み方法。
続きを表示(約 170 文字)
【請求項2】
前記ガス吹込部が前記取鍋に形成されている
ことを特徴とする請求項1に記載の取鍋内溶鋼へのガス吹き込み方法。
【請求項3】
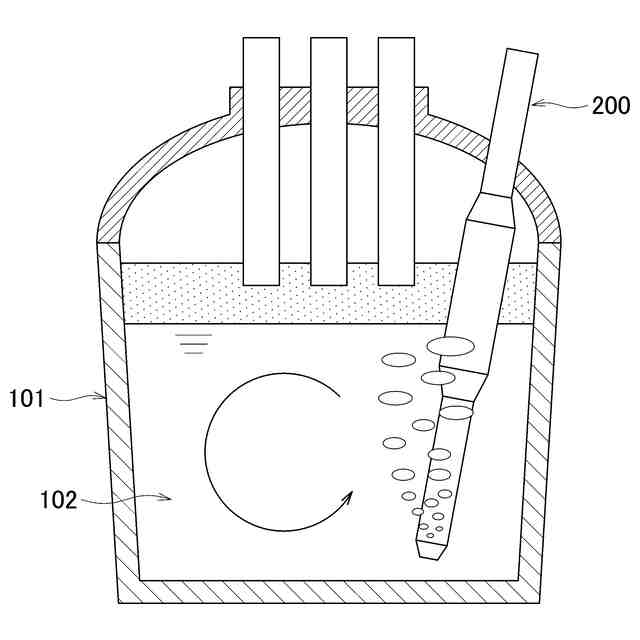
ランスにより取鍋内の溶鋼に窒素ガスを吹き込み、
前記ランスは前記ガス吹込部を有すること
を特徴とする請求項1に記載の取鍋内溶鋼へのガス吹き込み方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、取鍋精錬において取鍋内の溶鋼へガスを吹き込む方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
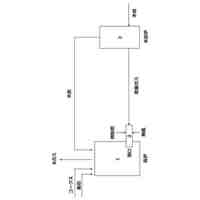
特許文献1には、オーステナイト系高Mnステンレス鋼の溶製方法が記載されている。特許文献1の実施例には、「・・・その後取鍋精錬を実施した。図1に電気アーク炉1で原料を溶解し、次いで溶鋼を取鍋2に移して取鍋精錬炉3の底部に配置したポーラスレンガ6からArを底吹きし取鍋でのスラグ精錬を実施した。・・・」と記載されている(特許文献1の[0016]参照)。
【先行技術文献】
【特許文献】
【0003】
特開2002-146429号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の実施例では、取鍋精錬において、取鍋内溶鋼にArガス(アルゴンガス)を吹き込んでいる。Arガスを吹き込むことにより、取鍋内の溶鋼を撹拌する。
【0005】
高Mn鋼を溶製するとき、取鍋精錬において、ガス吹込部から取鍋内溶鋼に窒素ガスを吹き込むことがある。本願発明者らのこれまでの実験から、高Mn鋼を溶製する際、取鍋精錬において、窒素ガスを吹き込んだとき、ガス吹込部が閉塞することがあった。ガス吹込部が閉塞すると、閉塞物を除去する作業が必要になる。そのため、全体の処理時間が長くなり、生産性が低下する。
【0006】
本発明は、高Mn鋼を溶製する際、取鍋精錬において、ガス吹込部から取鍋内溶鋼に窒素ガスを吹き込んだとき、ガス吹込部が閉塞することを抑制する方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本願発明者らは、高Mn鋼を溶製する際、取鍋精錬において、ガス吹込部から取鍋内溶鋼に窒素ガスを吹き込んだときガス吹込部が閉塞する原因について研究し、以下の知見を得た。
【0008】
窒素ガスは、Arガスと比較し、溶鋼に溶解しやすい。そのため、ガス吹込部から取鍋内溶鋼に窒素ガスを吹き込んだ場合、Arガスを同じ流量吹き込んだ場合より、ガス吹込口付近の窒素ガスの線流速が小さいので、ガス吹込口からガス吹込部へ溶鋼が入り込みやすい。以降、ガス吹込部へ溶鋼が入り込むことを、「ガス吹込部に地金が差し込む」と表現する。また、窒素は比熱が大きく、溶鋼へ溶解する際に吸熱反応を伴うことから、取鍋内溶鋼に窒素ガスを吹き込むと、ガス吹込口付近で溶鋼が冷やされ、凝固しやすい。
【0009】
上記より、取鍋内溶鋼に窒素ガスを吹き込んだとき、ガス吹込口付近が閉塞しやすい。
【0010】
さらに、本発明が対象とする高Mn鋼では以下の事象が起こることがわかった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
1日前
日本製鉄株式会社
溶鋼の製造方法
18日前
富士電子工業株式会社
焼入れ装置
18日前
高周波熱錬株式会社
熱処理方法及び熱処理装置
22日前
大同特殊鋼株式会社
熱処理設備
24日前
JFEスチール株式会社
高炉の原料装入方法
29日前
出光興産株式会社
熱処理油
11日前
出光興産株式会社
熱処理油
11日前
日本製鉄株式会社
鋼の製造方法
4日前
フタバ産業株式会社
金属部材の製造方法
29日前
日本製鉄株式会社
高炉操業方法
3日前
株式会社神戸製鋼所
取鍋への合金投入方法
1か月前
フタバ産業株式会社
金属部材の製造方法
18日前
山陽特殊製鋼株式会社
棒鋼の製造方法
1日前
日本製鉄株式会社
溶鉄の製造方法
18日前
日本製鉄株式会社
溶鉄の製造方法
18日前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
1か月前
JFEスチール株式会社
鋼材の通電加熱方法
1か月前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
1か月前
トヨタ自動車株式会社
衝撃吸収部品の製造方法、及び衝撃吸収部品
22日前
フタバ産業株式会社
焼入れ方法、及び焼入れ装置
29日前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
11日前
日本製鉄株式会社
鉄源の溶解精錬方法
11日前
日本製鉄株式会社
鉄源の溶解精錬方法
11日前
JFEスチール株式会社
原料装入方法及び溶銑の製造方法
19日前
JFEスチール株式会社
高炉の操業方法および高炉附帯設備
22日前
JFEスチール株式会社
熱間圧延棒鋼の製造方法及び鋼素材の選定方法
22日前
株式会社神戸製鋼所
銑鉄製造方法及び鉱石原料
18日前
日本製鉄株式会社
鉄鉱石原料の装入領域の決定方法及び高炉の操業方法
1か月前
セージ セラピューティクス, インコーポレイテッド
大うつ病性障害および産後うつ病の処置における使用のための19-ノルC3,3-二置換C21-N-ピラゾリルステロイド
24日前
高周波熱錬株式会社
熱処理シミュレーションプログラム、記録媒体、及び、熱処理シミュレーション装置
1日前
レール・リキード-ソシエテ・アノニム・プール・レテュード・エ・レクスプロワタシオン・デ・プロセデ・ジョルジュ・クロード
焼入れ装置
8日前
テノヴァ・ソチエタ・ペル・アツィオーニ
放出を減らした鋼または溶鉄含有材料を生産する方法及びシステム
1か月前
ユナイテッド ステイツ スチール コーポレイション
金属管状製品のコラプス抵抗を向上させるための圧縮成形プロセス
15日前
株式会社 日立産業制御ソリューションズ
認証サーバ、認証システム、および、認証方法
23日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ