TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112825
公報種別
公開特許公報(A)
公開日
2025-08-01
出願番号
2024007321
出願日
2024-01-22
発明の名称
衝撃吸収部品の製造方法、及び衝撃吸収部品
出願人
トヨタ自動車株式会社
代理人
個人
主分類
C21D
9/00 20060101AFI20250725BHJP(鉄冶金)
要約
【課題】局所加熱により、高い衝突性能と優れたEA性能を両立する衝撃吸収部品の製造方法及び衝撃吸収部品等を提供する。
【解決手段】一態様にかかる衝撃吸収部品の製造方法は、鋼板を加工することにより成形された部材を有する衝撃吸収部品の製造方法であって、加工により生じた曲げ稜線の少なくとも一部に600℃~AC1点の加熱を行う。本開示の一態様にかかる衝撃吸収部品は、
鋼板を加工することにより成形された部材を有する衝撃吸収部品であって、加工により生じた曲げ稜線の少なくとも一部のビッカース硬さは、前記衝撃吸収部品を構成する平面のビッカース硬さと同等、もしくはそれよりも低い。
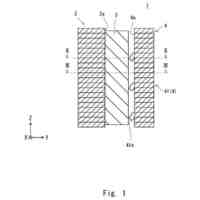
【選択図】図1
特許請求の範囲
【請求項1】
鋼板を加工することにより成形された部材を有する衝撃吸収部品の製造方法であって、
加工により生じた曲げ稜線の少なくとも一部に600℃~AC1点の加熱を行う、
衝撃吸収部品の製造方法。
続きを表示(約 810 文字)
【請求項2】
1~5秒間の加熱を行う、請求項1に記載の製造方法。
【請求項3】
前記曲げ稜線の少なくとも一部に、高周波誘導により局所的に加熱される、請求項1に記載の製造方法。
【請求項4】
前記鋼板は、1180MPa級以上の高強度鋼板である、請求項1に記載の製造方法。
【請求項5】
前記衝撃吸収部品の断面が閉断面に加工された後、主たる衝突方向に沿った、隣り合う複数の前記曲げ稜線の少なくとも一部を略均等に加熱を行う、請求項1に記載の製造方法。
【請求項6】
鋼板を加工することにより成形された部材を有する衝撃吸収部品であって、
加工により生じた曲げ稜線の少なくとも一部のビッカース硬さは、前記衝撃吸収部品を構成する平面のビッカース硬さと同等、もしくは、当該ビッカース硬さよりも低い、衝撃吸収部品。
【請求項7】
前記衝撃吸収部品の有する曲げ稜線のうち、主たる衝突方向に沿った隣り合う複数の稜線部分の加工硬化層の少なくとも一部が除去されている、請求項6に記載の衝撃吸収部品。
【請求項8】
引張強度1180MPa級以上の高強度鋼板を加工することにより成形された部材を有する、請求項6に記載の衝撃吸収部品。
【請求項9】
前記衝撃吸収部品を主たる衝突方向に沿って圧縮変形した場合、前記衝撃吸収部品を構成する平面が交互に外側に折れ曲がるように構成された、請求項6に記載の衝撃吸収部品。
【請求項10】
前記衝撃吸収部品の有する曲げ稜線のうち、主たる衝突方向に沿った隣り合う複数の稜線部分のビッカース硬さは、前記衝撃吸収部品を構成する平面のビッカース硬さと同等、もしくは当該ビッカース硬さよりも低く、互いに略均一である、請求項6に記載の衝撃吸収部品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は衝撃吸収部品の製造方法、及び衝撃吸収部品に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
自動車の車両重量軽量化はBEV(Battery Electric Vehicle)においては航続距離を伸ばし、コンベ車においては燃費を向上させることでCO2削減に向けて重要な課題となっており、高強度鋼板を使用して部品の一体化、薄肉化を図ることが多く検討されている。
【0003】
特許文献1には、プレス加工にて成形した衝突部材に対して稜線部に対して300~600℃の加熱を加えることで稜線の加工硬化層を除去することで衝突性能を向上させる技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-200527号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
高強度鋼板は強度が高い反面、靭性や延性が低く衝突時に十分なエネルギーを吸収する前に裂け割れが発生してしまうため、衝突部品への高強度鋼板の採用は進んでいない。
【課題を解決するための手段】
【0006】
本開示の一態様にかかる衝撃吸収部品の製造方法は、
鋼板を加工することにより成形された部材を有する衝撃吸収部品の製造方法であって、
加工により生じた曲げ稜線の少なくとも一部に600℃~AC1点の加熱を行う。
【0007】
本開示の一態様にかかる衝撃吸収部品は、
鋼板を加工することにより成形された部材を有する衝撃吸収部品であって、
加工により生じた曲げ稜線の少なくとも一部のビッカース硬さは、前記衝撃吸収部品を構成する平面のビッカース硬さと同等、もしくは当該ビッカース硬さよりも低い。
【発明の効果】
【0008】
本開示によれば、局所加熱により、高い衝突性能と優れたEA性能を両立する衝撃吸収部品の製造方法、及び衝撃吸収部品等を提供することができる。
【図面の簡単な説明】
【0009】
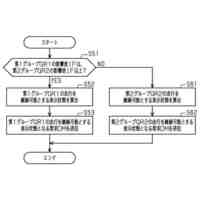
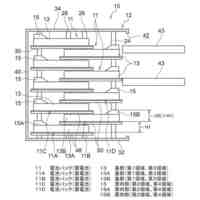
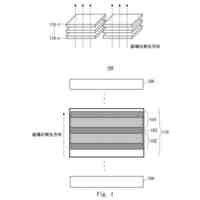
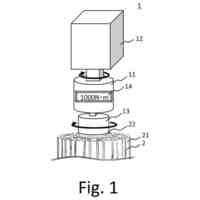
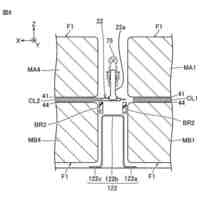
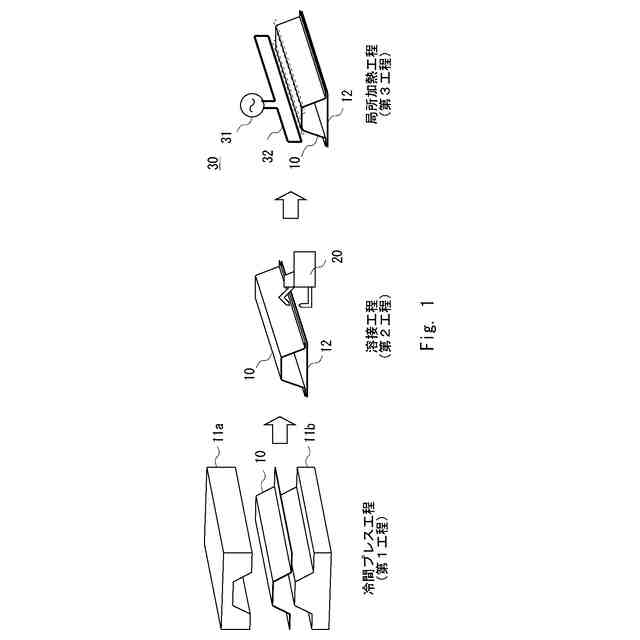
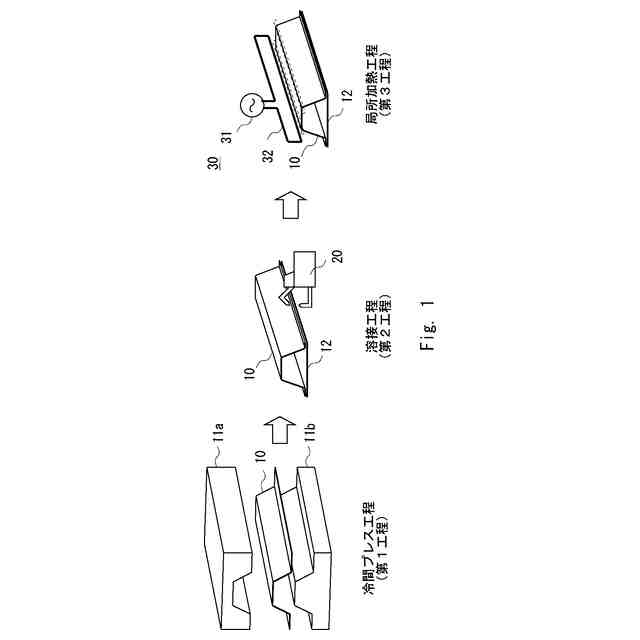
いくつかの実施の形態にかかる衝撃吸収部品の製造方法を説明する図である。
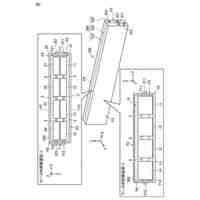
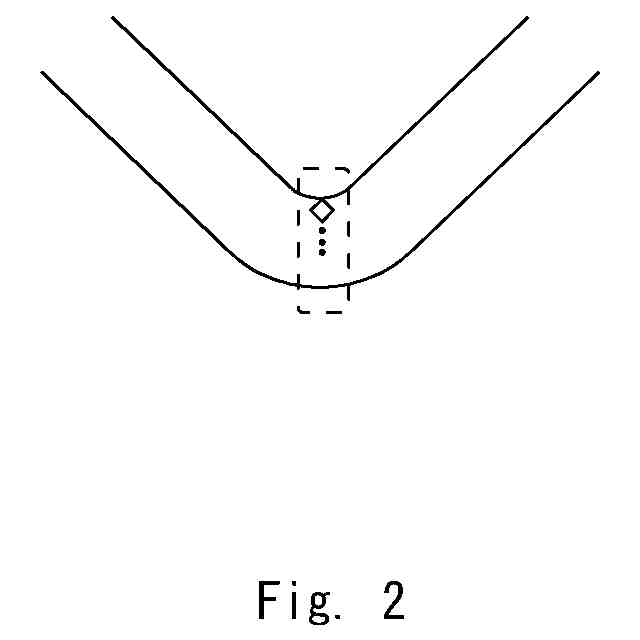
いくつかの実施の形態にかかるビッカース硬さ試験における測定部位を説明する図である。
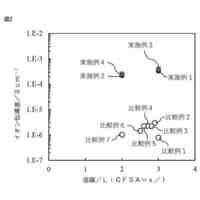
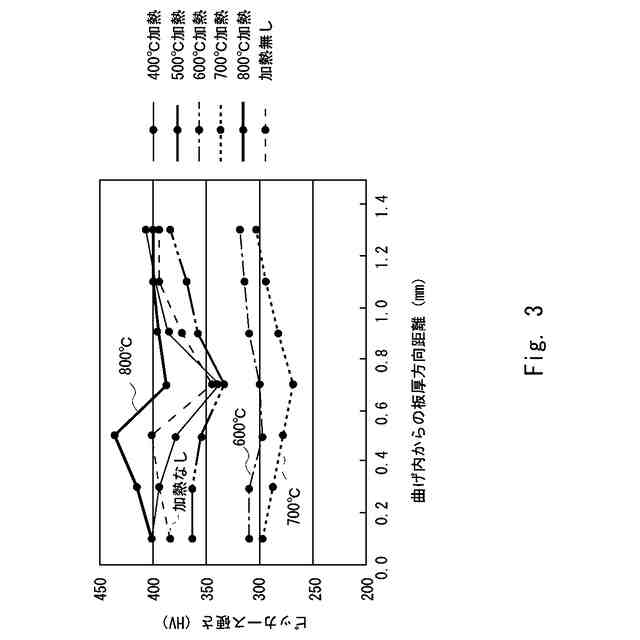
いくつかの実施の形態にかかる試験片の加熱温度と硬さの関係を説明する図である。
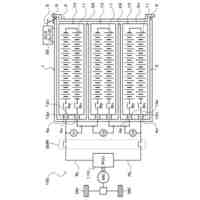
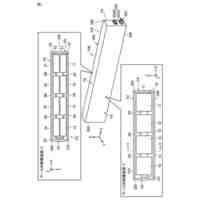
いくつかの実施の形態にかかる落錘試験を行った際の試験体の写真を示す。
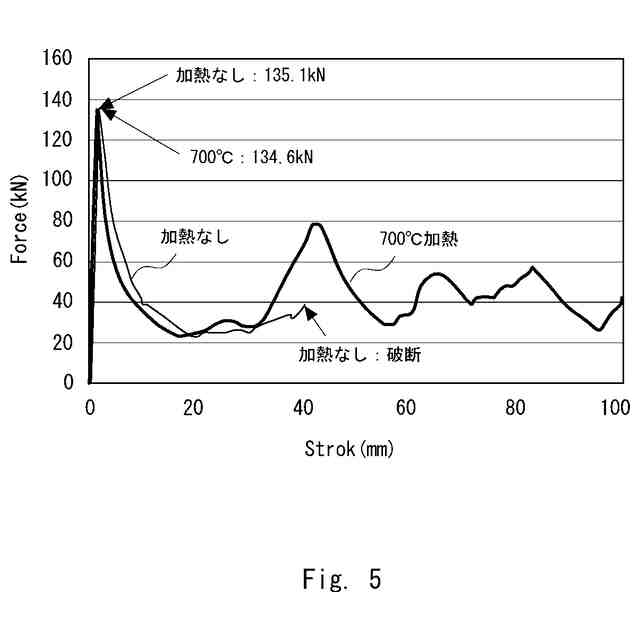
いくつかの実施の形態にかかる落錘試験を行った際のストローク荷重(FS)線図を示す。
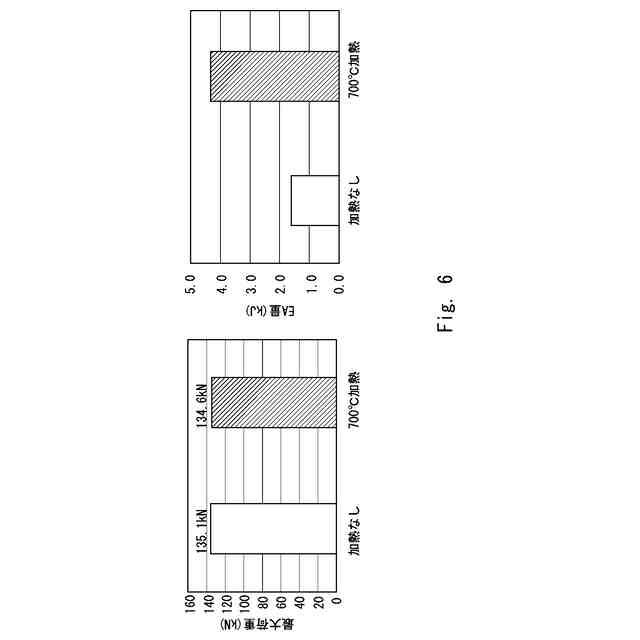
いくつかの実施の形態にかかる落錘試験を行った際の試験体の最大荷重とEA(Energy Absorption)量を示す図である。
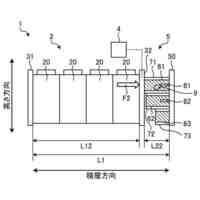
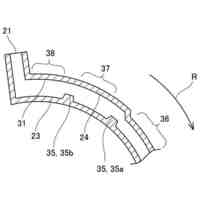
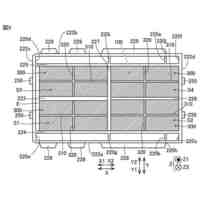
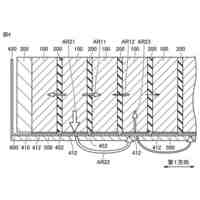
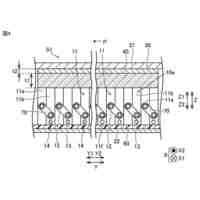
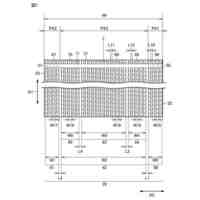
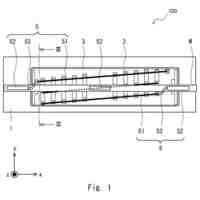
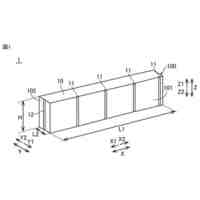
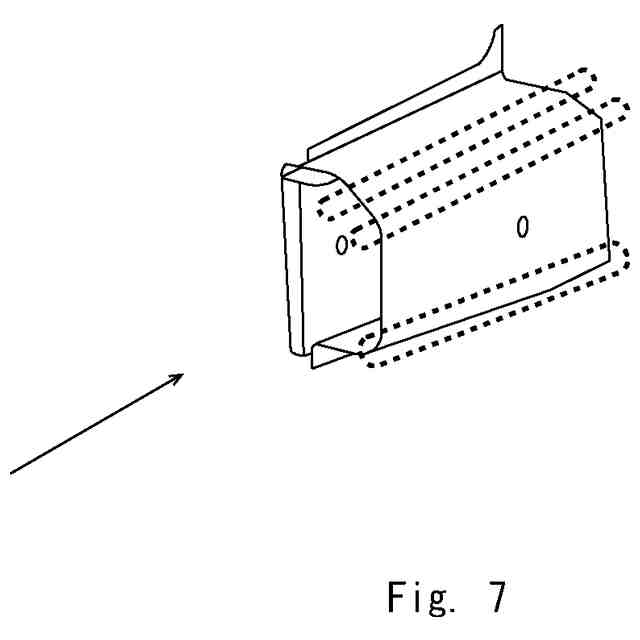
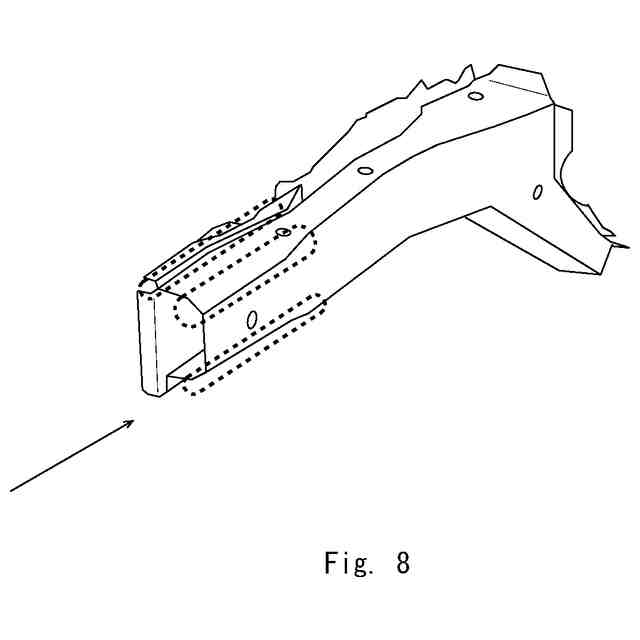
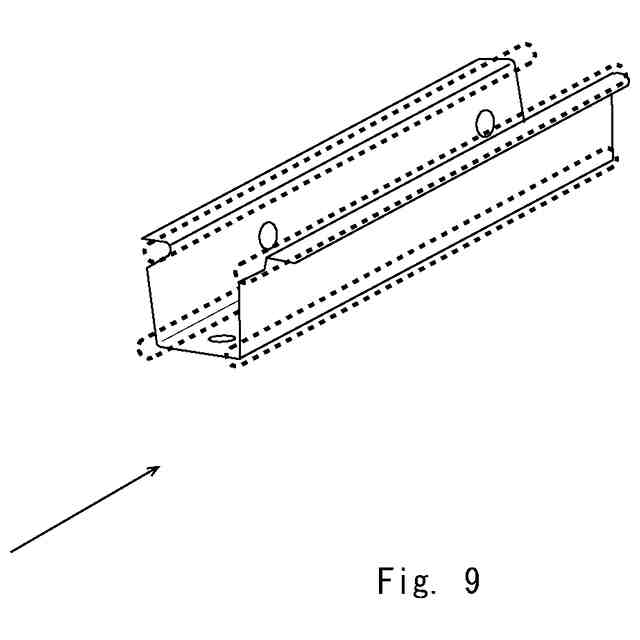
いくつかの実施の形態にかかる衝撃吸収部品の例を説明する図である。
いくつかの実施の形態にかかる衝撃吸収部品の例を説明する図である。
いくつかの実施の形態にかかる衝撃吸収部品の例を説明する図である。
いくつかの実施の形態にかかる衝撃吸収部品の例を説明する図である。
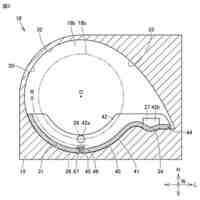
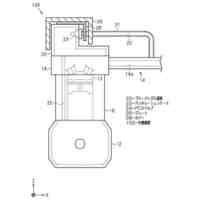
他の実施の形態にかかる加熱装置の例を説明する図である。
【発明を実施するための形態】
【0010】
車両の骨格部品に対して高強度鋼板を使用することで薄肉化を図る軽量化技術が多く採用されている。しかし、クラッシュBOXやFRサイドメンバに代表される衝突部品では高い衝突性能と同時に優れたエネルギー吸収特性が求められるため、高強度鋼板による薄肉化が進んでいない。これは、高強度鋼板は強度が高い反面、靭性や延性が低いため、衝突時に十分なエネルギーを吸収する前に裂け割れが発生してしまうからである。
そこで、本開示は高強度鋼板を使用した衝突部品に対してプレス成形後に部分的に加熱することで高い衝突性能と優れたEA性能を両立させることができる技術を提供する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
電池
4日前
トヨタ自動車株式会社
ロータ
2日前
トヨタ自動車株式会社
電解液
今日
トヨタ自動車株式会社
電動車
14日前
トヨタ自動車株式会社
回転子
今日
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
サーバ
8日前
トヨタ自動車株式会社
電動車
2日前
トヨタ自動車株式会社
蓄電装置
4日前
トヨタ自動車株式会社
蓄電装置
4日前
トヨタ自動車株式会社
冷却構造
7日前
トヨタ自動車株式会社
電源装置
今日
トヨタ自動車株式会社
制御装置
4日前
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
蓄電装置
4日前
トヨタ自動車株式会社
駆動装置
今日
トヨタ自動車株式会社
制御装置
14日前
トヨタ自動車株式会社
制御装置
14日前
トヨタ自動車株式会社
制御装置
4日前
トヨタ自動車株式会社
電動車両
14日前
トヨタ自動車株式会社
二次電池
4日前
トヨタ自動車株式会社
検査装置
4日前
トヨタ自動車株式会社
電動車両
14日前
トヨタ自動車株式会社
蓄電装置
4日前
トヨタ自動車株式会社
蓄電装置
14日前
トヨタ自動車株式会社
内燃機関
14日前
トヨタ自動車株式会社
制御装置
今日
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
蓄電装置
8日前
トヨタ自動車株式会社
蓄電装置
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ