TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025108877
公報種別
公開特許公報(A)
公開日
2025-07-24
出願番号
2024002367
出願日
2024-01-11
発明の名称
鋼材の通電加熱方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21D
1/40 20060101AFI20250716BHJP(鉄冶金)
要約
【課題】鋼材の加熱効率を低下することなく、簡易な方法で鋼材の長手方向の全長に亘って均一に加熱することのできる鋼材の通電加熱方法を提供する。
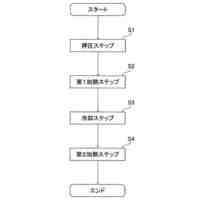
【解決手段】鋼材の通電加熱方法であって、鋼材の長さ方向での両端部のそれぞれに電極を3~10Mpaの押圧力で押し付ける押圧ステップ(ステップS1)と、鋼材に予め決めた時間、通電して鋼材を加熱する第1加熱ステップ(ステップS2)と、その後、電極の温度が第1目標温度になるように冷却媒体によって電極を冷却する冷却ステップ(ステップS3)と、その後、鋼材に対する通電を再開して予め決めた第2目標温度になるように鋼材を加熱すると共に、押圧ステップで設定した押圧力を鋼材の温度毎に予め設定した押圧力に変更する第2加熱ステップ(ステップS4)と、を有する。
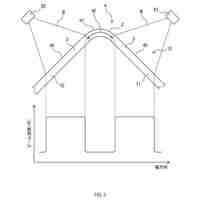
【選択図】図3
特許請求の範囲
【請求項1】
鋼材に通電することによって前記鋼材を加熱する鋼材の通電加熱方法であって、
前記鋼材の長さ方向での両端部のそれぞれに電極を3~10Mpaの押圧力で押し付ける押圧ステップと、
前記電極を介して前記鋼材に予め決めた時間、通電して前記鋼材を加熱する第1加熱ステップと、
前記第1加熱ステップでの前記鋼材に対する通電を停止した後に、前記電極に冷却媒体を供給し、前記電極の温度が第1目標温度になるように前記冷却媒体によって前記電極を冷却する冷却ステップと、
その後、前記鋼材に対する通電を再開して予め決めた第2目標温度になるように前記鋼材を加熱すると共に、前記押圧ステップで設定した押圧力を前記鋼材の温度毎に予め設定した押圧力に変更する第2加熱ステップと、を有する、
鋼材の通電加熱方法。
続きを表示(約 180 文字)
【請求項2】
前記冷却ステップでは、前記冷却媒体の流速を制御することによって前記電極の冷却量を制御する、
請求項1に記載の鋼材の通電加熱方法。
【請求項3】
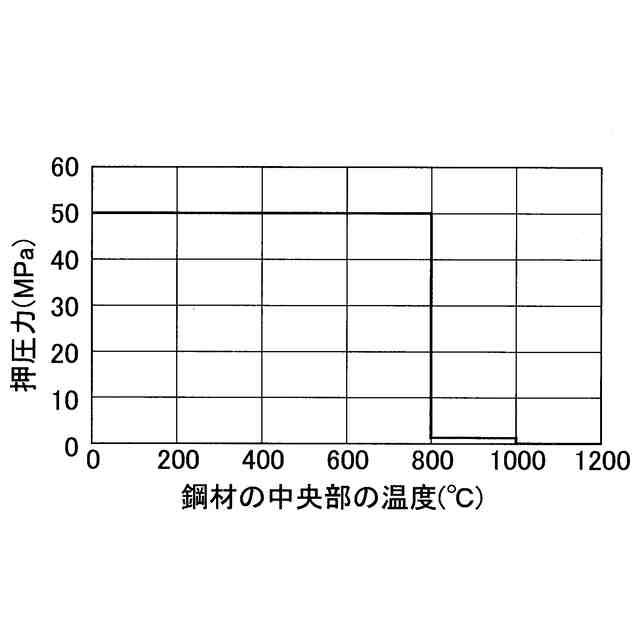
前記第2加熱ステップでは、前記押圧ステップで設定した押圧力を前記鋼材の温度上昇に伴ってステップ的または連続的に低下させる、
請求項1または2に記載の鋼材の通電加熱方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼材の通電加熱方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
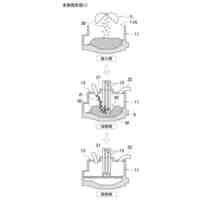
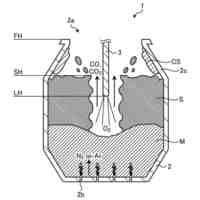
鋼材の通電加熱方法としては、例えば、鋼材の長さ方向での両端部側の外周面に複数の電極をクランプして通電加熱する方法や、鋼材の長さ方向での両端面に電極を押圧して通電加熱する方法が従来知られている。しかしながら、前者の方法では、複数のクランプを介して鋼材に電流が印加されるため、鋼材に電流が分散して印加されてしまう。これにより鋼材の端部に印加される電流量が減少し、前記端部が加熱不足となる可能性がある。後者の方法では、鋼材に電極が接触する箇所は鋼材の端面に限られてしまう。そのため、前者の方法と比較して電極と鋼材との接触面積が低下し、また、前記端面に形成された酸化膜によって、電極と端面との間の抵抗値が増大する。これにより鋼材の端面が過剰に加熱される可能性がある。
【0003】
そこで、鋼材を均一に加熱するための方法が従来検討されている。例えば、特許文献1に記載の方法では、鋼材の長さ方向での両端面のそれぞれに主電極を押し付けると共に、鋼材の外周面のうち、各主電極と互いに隣接する鋼材の両端部側の外周面を補助電極によってクランプする。これにより、鋼材に印加する電流の一部は補助電極を介して鋼材に印加されるため、鋼材の両端部の異常過熱を抑制できる、とされている。
【0004】
また、特許文献2には、鋼材の端部における局部過熱を抑制するように構成された通電加熱炉が記載されている。その通電加熱炉では、鋼材の長さ方向での両端面のそれぞれに中空状の電極が押し付けられる。当該中空状の電極の内部には、鋼材に対して進退自在に冷却装置が設けられており、鋼材の端部に局部過熱が生じた際には、鋼材の端部に冷却装置を接触させて過加熱の分、すなわち、予め設定された温度以上に発熱した分、冷却装置によって当該端部を冷却するようになっている。
【先行技術文献】
【特許文献】
【0005】
特開昭51-130942号公報
特開昭62-133017号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載された方法においては、鋼材を長さ方向の全長に亘って均一に加熱するためには、補助電極を介した鋼材の加熱時間を適切に設定する必要がある。具体的には、例えば、鋼材の通電加熱中に鋼材の加熱状況に応じて補助電極によって鋼材をクランプし、また、クランプの解除を行う必要がある。そのため、特許文献1に記載された方法においては、煩雑な作業を余儀なくされ、あるいは、設備が複雑化する可能性があり、これらの点で改良の余地があった。
【0007】
特許文献2に記載された通電加熱炉においては、鋼材の端部における過加熱の分、つまり、予め決めた温度を超えた分、鋼材の端部を冷却装置によって冷却する。そのため、鋼材の加熱効率が低下する可能性がある。具体的には、鋼材の端部に電極を押し付けて通電加熱すると、熱と圧力とによって端部が変形して平坦になり、当該端部と電極との接触が良好になる。一方で、熱によって電極での接触抵抗が次第に増大すると共に、電極での発熱量が次第に増大する。そして、電極での発熱量の増大に伴って鋼材の端部の温度が上昇し、鋼材の温度を予め決めた温度にするために、鋼材の端部を冷却する冷却装置による冷却量が増大する。このような原理により、特許文献2に記載された通電加熱炉においては、鋼材の加熱効率が低下する可能性があり、これらの点で、未だ改良の余地があった。
【0008】
本発明は上述した課題を解決するためになされたものであり、鋼材の加熱効率を低下することなく、簡易な方法で鋼材の長手方向の全長に亘って均一に加熱することのできる鋼材の通電加熱方法を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
本発明は、上記の目的を達成するために、
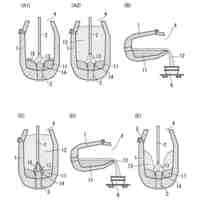
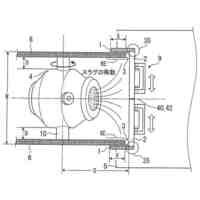
[1]鋼材に通電することによって前記鋼材を加熱する鋼材の通電加熱方法であって、前記鋼材の長さ方向での両端部のそれぞれに電極を3~10Mpaの押圧力で押し付ける押圧ステップと、前記電極を介して前記鋼材に予め決めた時間、通電して前記鋼材を加熱する第1加熱ステップと、前記第1加熱ステップでの前記鋼材に対する通電を停止した後に、前記電極に冷却媒体を供給し、前記電極の温度が第1目標温度になるように前記冷却媒体によって前記電極を冷却する冷却ステップと、その後、前記鋼材に対する通電を再開して予め決めた第2目標温度になるように前記鋼材を加熱すると共に、前記押圧ステップで設定した押圧力を前記鋼材の温度毎に予め設定した押圧力に変更する第2加熱ステップと、を有する、鋼材の通電加熱方法。
[2]前記冷却ステップでは、前記冷却媒体の流速を制御することによって前記電極の冷却量を制御する、[1]に記載の鋼材の通電加熱方法。
[3]前記第2加熱ステップでは、前記押圧ステップで設定した押圧力を前記鋼材の温度上昇に伴ってステップ的または連続的に低下させる、[1]または[2]に記載の鋼材の通電加熱方法。
【発明の効果】
【0010】
本発明によれば、鋼材の加熱効率を低下することなく、簡易な方法で鋼材の長手方向の全長に亘って均一に加熱することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
1日前
日本製鉄株式会社
溶鋼の製造方法
18日前
富士電子工業株式会社
焼入れ装置
18日前
日本製鉄株式会社
溶銑の予備処理方法
1か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
2か月前
中外炉工業株式会社
前処理装置
2か月前
大同特殊鋼株式会社
浸炭部材の製造方法
2か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
22日前
東京窯業株式会社
溶鋼処理用の浸漬管
1か月前
JFEスチール株式会社
高炉の原料装入方法
29日前
大同特殊鋼株式会社
熱処理設備
24日前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
鋼の製造方法
4日前
出光興産株式会社
熱処理油
11日前
出光興産株式会社
熱処理油
11日前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
棒製品の製造方法
2か月前
フタバ産業株式会社
金属部材の製造方法
18日前
日本製鉄株式会社
高炉操業方法
3日前
株式会社神戸製鋼所
取鍋への合金投入方法
1か月前
フタバ産業株式会社
金属部材の製造方法
29日前
トヨタ自動車株式会社
焼き入れ時の硬さを予測する予測方法
2か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
山陽特殊製鋼株式会社
棒鋼の製造方法
1日前
日本製鉄株式会社
溶鉄の製造方法
18日前
日本製鉄株式会社
溶鉄の製造方法
18日前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
1か月前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
1か月前
日本製鉄株式会社
溶銑の脱りん方法
1か月前
JFEスチール株式会社
鋼材の通電加熱方法
1か月前
JFEスチール株式会社
転炉排滓方法及びそれに用いる防護装置
2か月前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
JFEスチール株式会社
転炉の操業方法
3か月前
トヨタ自動車株式会社
衝撃吸収部品の製造方法、及び衝撃吸収部品
22日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ