TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079875
公報種別
公開特許公報(A)
公開日
2025-05-23
出願番号
2023192718
出願日
2023-11-13
発明の名称
転炉の操業方法
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
C21C
5/28 20060101AFI20250516BHJP(鉄冶金)
要約
【課題】生産性を低下させることなく耐火物の損耗を抑制可能な転炉の操業方法を提供すること。
【解決手段】本発明に係る転炉の操業方法は、溶銑の上方から溶銑に酸素を吹き込む上吹きランスを備える転炉の操業方法であって、吹錬処理実行時にスラグフォーミングの高さを上吹きランスの下端部の高さ以上、且つ、炉口の高さ未満に制御するステップを含む。脱珪処理終了後の酸素供給量原単位が15NM
3
/t以下である際に、スラグフォーミングの高さを上吹きランスの下端部の高さ以上とするとよい。吹錬処理実行時のスラグ塩基度を1.1以上、2.4以下とするとよい。
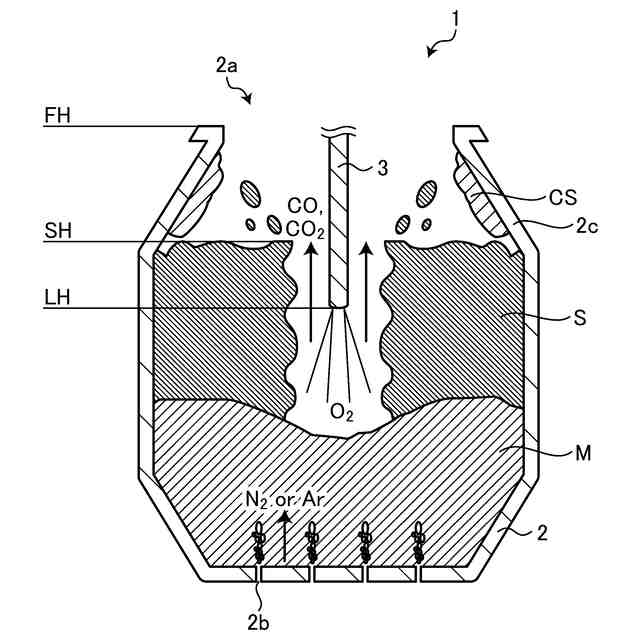
【選択図】図1
特許請求の範囲
【請求項1】
溶銑の上方から溶銑に酸素を吹き込む上吹きランスを備える転炉の操業方法であって、
吹錬処理実行時にスラグフォーミングの高さを前記上吹きランスの下端部の高さ以上、且つ、炉口の高さ未満に制御するステップを含む、転炉の操業方法。
続きを表示(約 190 文字)
【請求項2】
前記ステップは、脱珪処理終了後の酸素供給量原単位が15NM
3
/t以下である際に、前記スラグフォーミングの高さを前記上吹きランスの下端部の高さ以上とする、請求項1に記載の転炉の操業方法。
【請求項3】
前記ステップは、吹錬処理実行時のスラグ塩基度を1.1以上、2.4以下とする、請求項1又は2に記載の転炉の操業方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、上吹きランスを備える転炉の操業方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
転炉では、吹錬処理が繰り返し行われると、炉体の内面に敷設された耐火物が損耗する。このため、出湯後に炉体内に残したスラグを耐火物の表面に付着させることにより、耐火物の損耗を抑制している。しかしながら、炉体径が炉口に向かって漸次狭くなるように絞られた絞り部の内面に敷設された耐火物の表面にスラグを付着させることは難しい。そのため、炉体内に残留したスラグに対して上方からガスを吹き付けてスラグを飛散させることにより、絞り部の内面に敷設された耐火物の表面に飛散したスラグを付着させる方法が提案されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第5552846号公報
【非特許文献】
【0004】
立川正彬、島田道彦、石橋政衛、白石惟光:鉄と鋼、55(1969)、S92.
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の方法を用いて絞り部の内面に敷設された耐火物の表面にスラグを付着させる場合、吹錬処理終了後に耐火物の表面にスラグを付着させる時間を確保しなければならないために、生産性が低下する。このため、生産性を低下させることなく耐火物の損耗を抑制可能な技術の提供が期待されていた。
【0006】
本発明は、上記課題に鑑みてなされたものであって、その目的は、生産性を低下させることなく耐火物の損耗を抑制可能な転炉の操業方法を提供することにある。
【課題を解決するための手段】
【0007】
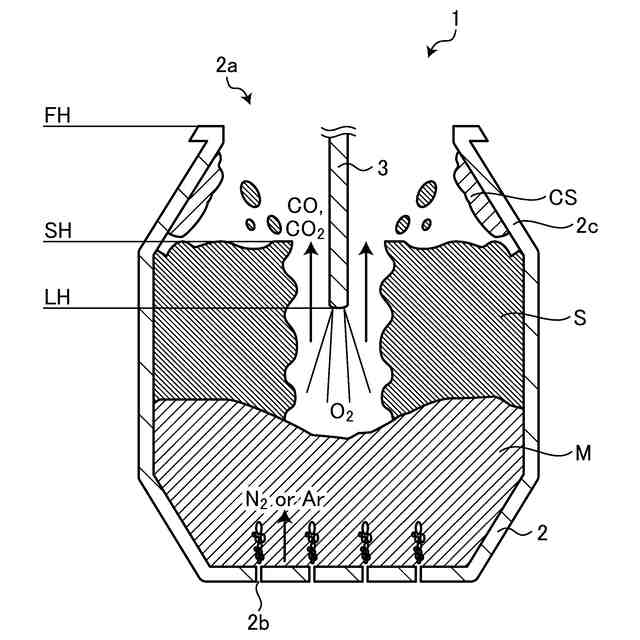
本発明の発明者らは、上記課題を解決するために鋭意検討を重ねた結果、吹錬処理実行時にスラグフォーミングの高さを制御することによって、転炉の絞り部の内面に敷設された耐火物の表面にスラグを付着できることを知見した。具体的には、本発明の発明者らは、スラグフォーミングの高さが上吹きランスの下端部の高さより高い場合、絞り部の内面に敷設された耐火物の表面へのスラグの付着量が増加することによって耐火物の損耗を抑制できることを見出し、本発明を想到するに至った。スラグフォーミングとは、一酸化炭素ガスや二酸化炭素ガス等の気泡によってスラグが泡立った状態のことを意味する。
【0008】
本発明に係る転炉の操業方法は、溶銑の上方から溶銑に酸素を吹き込む上吹きランスを備える転炉の操業方法であって、吹錬処理実行時にスラグフォーミングの高さを前記上吹きランスの下端部の高さ以上、且つ、炉口の高さ未満に制御するステップを含む。
【0009】
前記ステップは、脱珪処理終了後の酸素供給量原単位が15NM
3
/t以下である際に、前記スラグフォーミングの高さを前記上吹きランスの下端部の高さ以上とするとよい。
【0010】
前記ステップは、吹錬処理実行時のスラグ塩基度を1.1以上、2.4以下とするとよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
5か月前
新和環境株式会社
炉システム
5か月前
日本製鉄株式会社
転炉精錬方法
4か月前
富士電子工業株式会社
焼入れ装置
9日前
日本製鉄株式会社
溶鋼の製造方法
5か月前
日本製鉄株式会社
溶鋼の製造方法
9日前
株式会社伊原工業
還元鉄の製造方法
4か月前
日本製鉄株式会社
スラグの排出方法
5か月前
富士電子工業株式会社
焼き入れ装置
5か月前
中外炉工業株式会社
連続式熱処理炉
3か月前
個人
製鋼用副資材及びその製造方法
6か月前
株式会社デンケン
高温炉
4か月前
日本製鉄株式会社
溶銑の予備処理方法
1か月前
中外炉工業株式会社
前処理装置
1か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
2か月前
大同特殊鋼株式会社
浸炭部材の製造方法
1か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
13日前
JFEスチール株式会社
高炉の原料装入方法
20日前
日本製鉄株式会社
脱りん方法
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
5か月前
大同特殊鋼株式会社
熱処理設備
15日前
東京窯業株式会社
溶鋼処理用の浸漬管
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
3か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
脱炭精錬方法
6か月前
日本製鉄株式会社
鋼の製造方法
4か月前
日本製鉄株式会社
鋼の製造方法
1か月前
富士電子工業株式会社
クランクシャフト支持装置
2か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
5か月前
出光興産株式会社
熱処理油
2日前
出光興産株式会社
熱処理油
2日前
日本製鉄株式会社
棒製品の製造方法
1か月前
株式会社神戸製鋼所
溶銑の脱りん方法
6か月前
トヨタ自動車株式会社
鋼板部品の製造方法及び製造装置
3か月前
株式会社サンノハシ
金属加工品の製造方法
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ