TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025109456
公報種別
公開特許公報(A)
公開日
2025-07-25
出願番号
2024003357
出願日
2024-01-12
発明の名称
接合体、接合構造体及びバッテリーフレーム
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B22D
19/00 20060101AFI20250717BHJP(鋳造;粉末冶金)
要約
【課題】アルミニウム押出材とアルミニウム鋳物とが高い強度で接合された接合体、接合構造体及びバッテリーフレームを提供する。
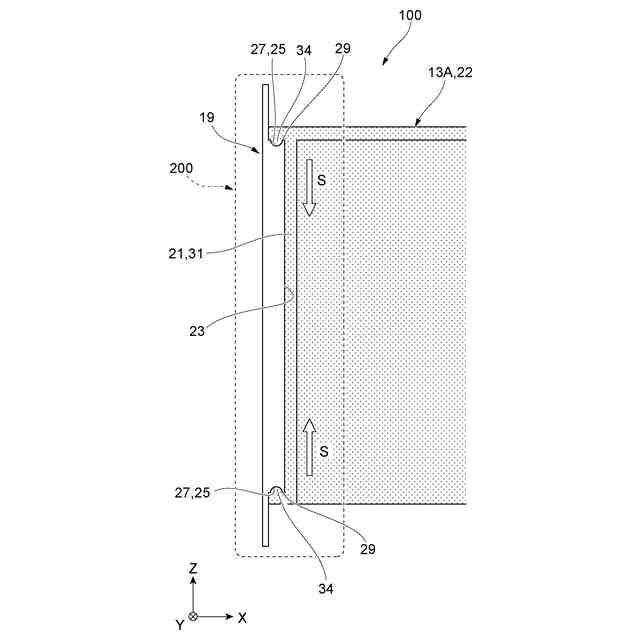
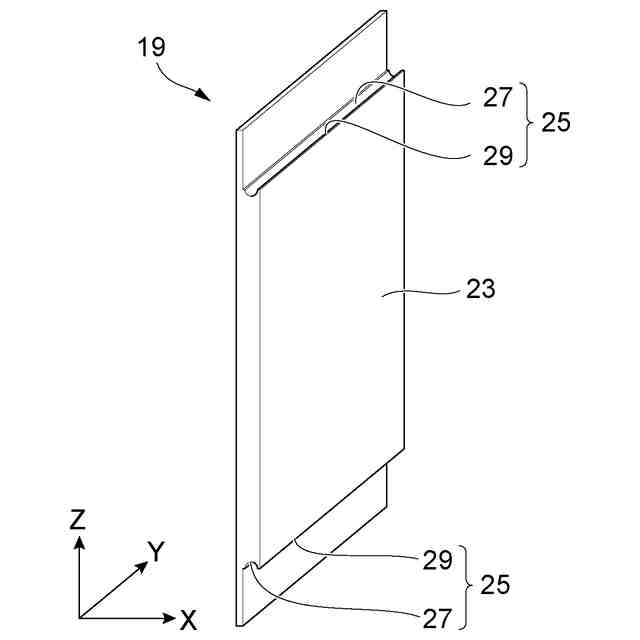
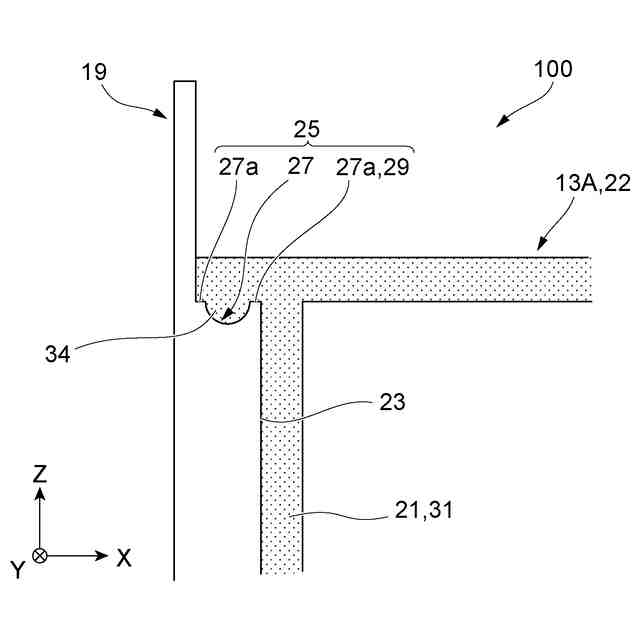
【解決手段】接合体200は、アルミニウム押出材19とアルミニウム鋳物21とが接合されてなる。アルミニウム押出材19は、アルミニウム押出材19の押出方向とその押出方向に直交する面幅方向とに沿って延びる接合面23を有する。接合面23の面幅方向の両側端に、押出方向と面幅方向とに直交する面厚さ方向に延びる側壁面25が接続される。側壁面25には、面幅方向に凹む凹溝27が押出方向に沿って形成される。アルミニウム鋳物21は、アルミニウム押出材19の接合面23を覆い、アルミニウム押出材19とアルミニウム鋳物21とが拡散接合された拡散接合面を有する接合面対向部31と、接合面対向部31から延びて側壁面を覆って形成され、凹溝27と係合する係合部34と、を含む。
【選択図】図6
特許請求の範囲
【請求項1】
アルミニウム押出材とアルミニウム鋳物とが接合された接合体であって、
前記アルミニウム押出材は、前記アルミニウム押出材の押出方向と該押出方向に直交する面幅方向とに沿って延びる接合面を有し、
前記接合面の前記面幅方向の両側端に、前記押出方向と前記面幅方向とに直交する面厚さ方向に延びる側壁面が接続され、
前記側壁面には、前記面幅方向に凹む凹溝が前記押出方向に沿って形成され、
前記アルミニウム鋳物は、前記アルミニウム押出材の前記接合面を覆い、前記アルミニウム押出材と前記アルミニウム鋳物とが拡散接合された拡散接合面を有する接合面対向部と、前記接合面対向部から延びて前記側壁面を覆って形成され、前記凹溝と係合する係合部と、
を含む、
接合体。
続きを表示(約 670 文字)
【請求項2】
前記凹溝の前記面厚さ方向の前記接合面側における溝端部に、前記面幅方向へ突出する突出部を有する、
請求項1に記載の接合体。
【請求項3】
前記接合面と、前記接合面の両側端の前記凹溝との組が、前記面幅方向に沿って繰り返し配置されている、
請求項1に記載の接合体。
【請求項4】
請求項1から3のいずれか1項に記載の前記接合体が、前記アルミニウム押出材をそれぞれ背面側にして、前記面厚さ方向に離れた位置で対向して一対配置され、
一対の対向する前記アルミニウム鋳物を連結する複数の連結アルミニウム鋳物を更に有し、
前記アルミニウム鋳物と複数の前記連結アルミニウム鋳物とは、少なくとも枠体を形成して一体に鋳造されている、
接合構造体。
【請求項5】
前記アルミニウム押出材の前記枠体の外側面に、一方向に延びる付帯部材が設けられている、
請求項4に記載の接合構造体。
【請求項6】
前記付帯部材は押出材である、
請求項5に記載の接合構造体。
【請求項7】
前記付帯部材は、前記押出方向と平行又は交差して配置されている、
請求項6に記載の接合構造体。
【請求項8】
前記付帯部材は中空部を有する、
請求項6に記載の接合構造体。
【請求項9】
請求項4に記載の接合構造体を用いて形成され、前記枠体の内側にバッテリーが収容されるバッテリーフレーム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合体、接合構造体及びバッテリーフレームに関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
従来より、車両における乗員の安全性向上が求められており、係る目的のために車体の強度を向上させてきた。他方、地球温暖化問題等の深刻化を背景に、自動車の燃費改善の動きが加速している。燃費改善には車体の軽量化が有効であることが知られている。
例えば、金属材がインサートされたアルミニウム鋳物製品の製造技術として、鋳鉄製のシリンダライナをアルミニウム鋳物で鋳ぐるんだシリンダブロックが特許文献1に開示されている。この製造方法によれば、シリンダライナを金型にセットし、金型のキャビティにアルミニウム合金溶湯を流し込むことで、シリンダライナをアルミニウム合金で鋳ぐるんだシリンダブロックが得られている。
【先行技術文献】
【特許文献】
【0003】
特開2003-326353号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、自動車用のフレーム等のような大型の部品をダイキャストインサートで製造する技術開発が進められている。例えば、EV(Electric Vehicle)、HEV(Hybrid Electric Vehicle)等に搭載されるモーター走行用のバッテリーを収容するバッテリーフレーム等においても、大型のダイキャストインサート品が求められている。しかし、アルミニウム押出材とアルミニウム鋳物との接合部には、ダイキャストインサート品が大型化するほど大きな外力が作用し、双方の接合部に緩みが生じやすくなる。また、アルミニウム鋳物中に気泡等の不完全部が生じた場合には、外力によって接合界面が剥離する等、接合強度の低下が顕著となるおそれがある。
【0005】
そこで本発明は、アルミニウム押出材とアルミニウム鋳物とが高い強度で接合された接合体、接合構造体及びバッテリーフレームを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は下記の構成からなる。
(1) アルミニウム押出材とアルミニウム鋳物とが接合された接合体であって、
前記アルミニウム押出材は、前記アルミニウム押出材の押出方向と該押出方向に直交する面幅方向とに沿って延びる接合面を有し、
前記接合面の前記面幅方向の両側端に、前記押出方向と前記面幅方向とに直交する面厚さ方向に延びる側壁面が接続され、
前記側壁面には、前記面幅方向に凹む凹溝が前記押出方向に沿って形成され、
前記アルミニウム鋳物は、前記アルミニウム押出材の前記接合面を覆い、前記アルミニウム押出材と前記アルミニウム鋳物とが拡散接合された拡散接合面を有する接合面対向部と、前記接合面対向部から延びて前記側壁面を覆って形成され、前記凹溝と係合する係合部と、
を含む、
接合体。
(2) (1)に記載の前記接合体が、前記アルミニウム押出材をそれぞれ背面側にして、前記面厚さ方向に離れた位置で対向して一対配置され、
一対の対向する前記アルミニウム鋳物を連結する複数の連結アルミニウム鋳物を更に有し、
前記アルミニウム鋳物と複数の前記連結アルミニウム鋳物とは、少なくとも枠体を形成して一体に鋳造されている、
接合構造体。
(3) (2)に記載の接合構造体を用いて形成され、前記枠体の内側にバッテリーが収容されるバッテリーフレーム。
【発明の効果】
【0007】
本発明によれば、アルミニウム押出材とアルミニウム鋳物とを高い強度で接合できる。
【図面の簡単な説明】
【0008】
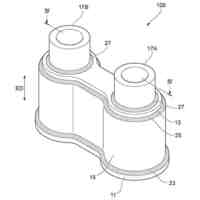
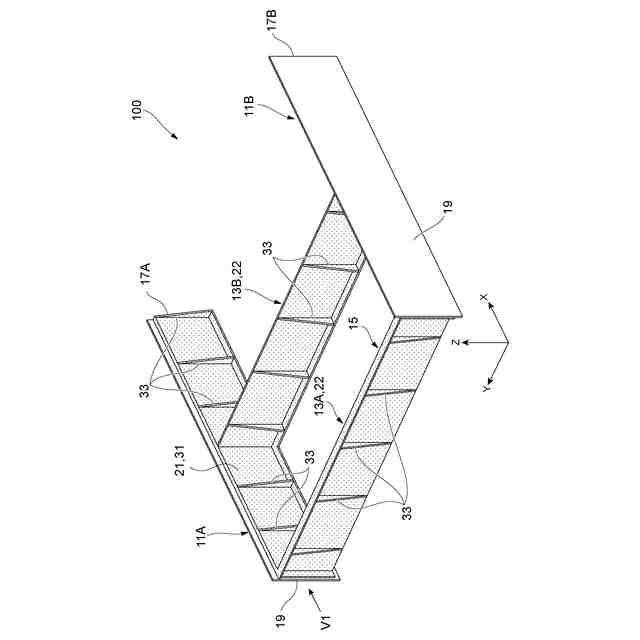
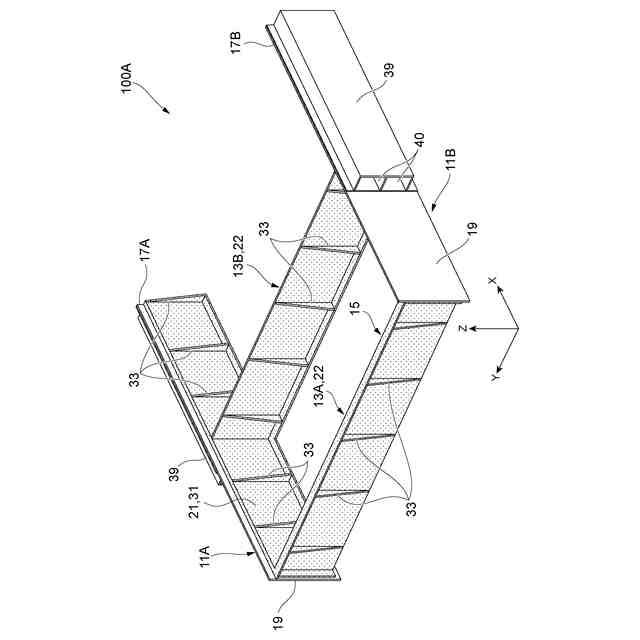
図1は、接合構造体の全体斜視図である。
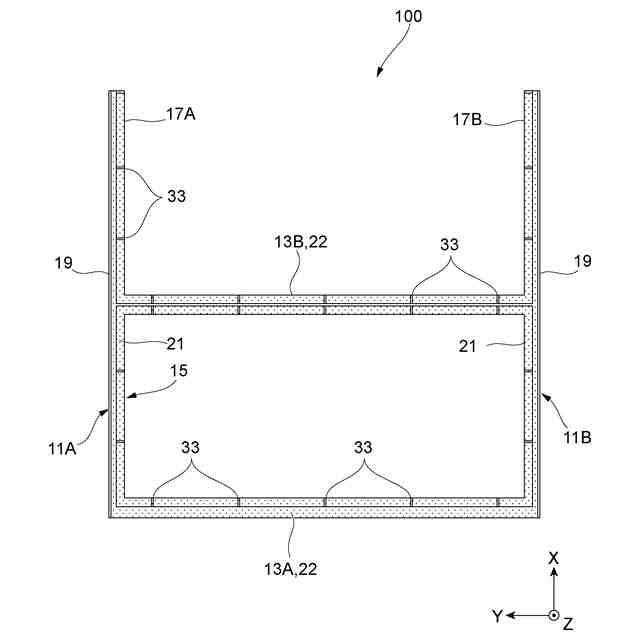
図2は、接合構造体の平面図である。
図3は、図1に示す接合構造体の角部をV1方向から見た概略矢視図である。
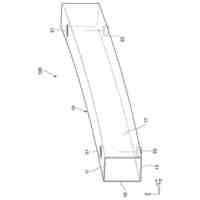
図4は、図3に示すサイドメンバを構成するアルミニウム押出材を示す斜視図である。
図5は、図3のP部を拡大して示す側面図である。
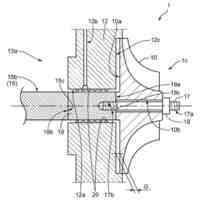
図6は、アルミニウム押出材がアルミニウム鋳物に鋳ぐるまれた状態を示す説明図である。
図7は、中空部を有するアルミニウム押出材を用いた接合構造体の構成例を示す側面図である。
図8は、図1に示す接合構造体に付帯部材を設けた構成を示す概略斜視図(その1)である。
図9は、図1に示す接合構造体に付帯部材を設けた構成を示す概略斜視図(その2)である。
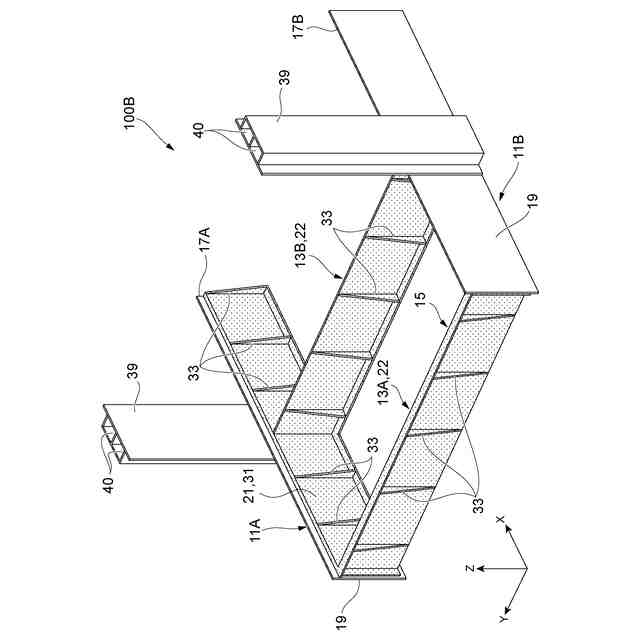
図10は、中空部を有するアルミニウム押出材を用いた接合構造体の全体斜視図である。
図11は、図10に示す接合構造体の角部をV2方向から見た概略矢視図である。
図12は、図10に示すアルミニウム押出材の側面図である。
図13は、アルミニウム押出材の凹溝を拡大して示す一部拡大側面図である。
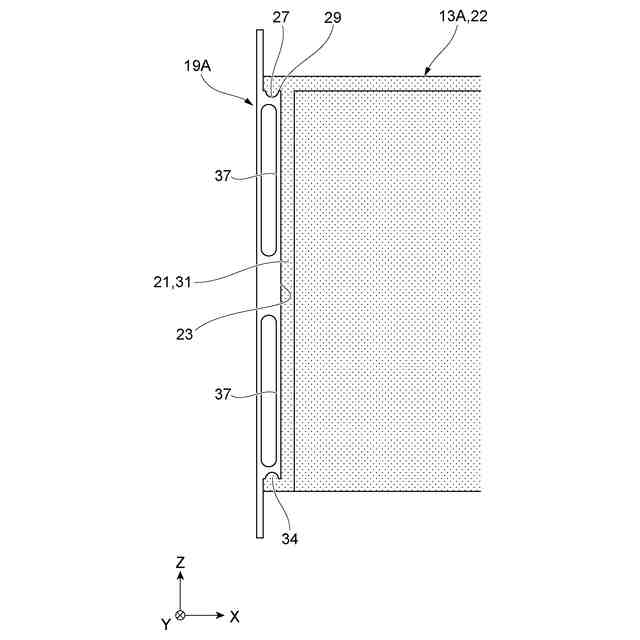
図14は、アルミニウム押出材にアルミニウム鋳物が鋳ぐるみされた様子を示す接合構造体の一部側面図である。
図15は、矩形状の接合構造体を示す斜視図である。
【発明を実施するための形態】
【0009】
以下、本発明に係る実施形態について、図面を参照して詳細に説明する。ここでは、自動車に搭載されてバッテリーを収容するバッテリーフレームに本発明に係る接合体を適用した例を説明するが、適用対象はこれに限らない。
【0010】
<第1の構成例>
図1は、接合構造体100の全体斜視図である。図2は、接合構造体100の平面図である。図1,図2に示す接合構造体100は、互いに平行に配置された一対のサイドメンバ11A,11Bと、一対のサイドメンバ11A,11Bを連結するクロスメンバ13A,13Bを備える。クロスメンバ13Aは、サイドメンバ11A,11Bの一端部に接続され、クロスメンバ13Bは、サイドメンバ11A,11Bの長手方向の中間部に接続される。サイドメンバ11A,11Bと、クロスメンバ13A,13Bは互いに直交して配置されている。これにより、一対のサイドメンバ11A,11Bと一対のクロスメンバ13A,13Bに囲まれた矩形状の枠体15が接合構造体100に形成される。また、一対のサイドメンバ11A,11Bは、枠体15から枠体15の外側に延びてそれぞれ突出バー17A,17Bを形成する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
回転機械
8日前
株式会社神戸製鋼所
冷却システム
12日前
株式会社神戸製鋼所
冷却システム
12日前
株式会社神戸製鋼所
カルシウム抽出方法
2日前
株式会社神戸製鋼所
サイドシル補強構造
19日前
株式会社神戸製鋼所
導電材料およびその製造方法
1日前
株式会社神戸製鋼所
中空構造体及び中空構造体の製造方法
15日前
株式会社神戸製鋼所
軟磁性線材および軟磁性棒鋼ならびに軟磁性部品
7日前
株式会社神戸製鋼所
押出部材、押出部材の製造方法及び構造体の製造方法
16日前
株式会社神戸製鋼所
回転工具、回転工具の位置姿勢算出方法及び回転工具の位置姿勢算出システム
8日前
株式会社神戸製鋼所
炭素酸化物の還元方法、鉄鋼の製造方法、炭素酸化物の還元装置、及び鉄鋼の製造装置
7日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
12日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
12日前
個人
鋼の連続鋳造用鋳型
14日前
個人
ピストンの低圧鋳造金型
4か月前
トヨタ自動車株式会社
押湯入子
29日前
三菱電機株式会社
三次元造形装置
7か月前
株式会社 寿原テクノス
金型装置
7か月前
大阪硅曹株式会社
無機中子用水性塗型剤
16日前
株式会社エスアールシー
インゴット
8か月前
株式会社プロテリアル
合金粉末の製造方法
5か月前
芝浦機械株式会社
射出装置及び成形機
26日前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
株式会社キャステム
鋳造品の製造方法
4か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
山石金属株式会社
ガスアトマイズ装置
23日前
山石金属株式会社
ガスアトマイズ装置
23日前
芝浦機械株式会社
成形機
6か月前
芝浦機械株式会社
成形機
6か月前
個人
透かし模様付き金属板の製造方法
7か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
東洋機械金属株式会社
ダイカストマシン
7か月前
トヨタ自動車株式会社
金型温度調整装置
8か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
株式会社浅沼技研
半溶融金属の成形方法
8か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ