TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098290
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2025062360,2021010403
出願日
2025-04-04,2021-01-26
発明の名称
缶蓋用アルミニウム合金塗装板
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
,
個人
主分類
C22C
21/06 20060101AFI20250624BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】薄肉化しても高いリベット成形性を有する缶蓋用アルミニウム合金塗装板を提供する。
【解決手段】缶蓋用アルミニウム合金塗装板は、Si:0.05質量%以上0.40質量%以下、Fe:0.05質量%以上0.50質量%以下、Cu:0.01質量%以上0.30質量%以下、Mn:0.10質量%以上0.60質量%以下、Mg:4.0質量%以上6.0質量%以下を含有し、残部がAl及び不可避不純物からなるアルミニウム合金板と、樹脂層とを備える。缶蓋用アルミニウム合金塗装板は、圧延面と平行な面において、板厚中心から両厚さ方向にそれぞれ50nm厚の領域の組織が、5万倍の透過型電子顕微鏡により観察される205×10
-12
m
2
の領域中に総計45個以上のサブグレインを有する。
【選択図】図1
特許請求の範囲
【請求項1】
Si:0.05質量%以上0.40質量%以下、Fe:0.05質量%以上0.50質量%以下、Cu:0.01質量%以上0.30質量%以下、Mn:0.10質量%以上0.60質量%以下、Mg:4.0質量%以上6.0質量%以下を含有し、残部がAl及び不可避不純物からなるアルミニウム合金板と、樹脂層とを備え、
圧延面と平行な面において、板厚中心から両厚さ方向にそれぞれ50nm厚の領域の組織が、5万倍の透過型電子顕微鏡により観察される205×10
-12
m
2
の領域中に総計45個以上のサブグレインを有する缶蓋用アルミニウム合金塗装板。
続きを表示(約 160 文字)
【請求項2】
前記アルミニウム合金板は、合金成分としてTiを含み、Ti含有量が0.1質量%以下である請求項1に記載の缶蓋用アルミニウム合金塗装板。
【請求項3】
前記アルミニウム合金板は、合金成分としてCrを含み、Cr含有量が0.1質量%以下である請求項1又は2に記載の缶蓋用アルミニウム合金塗装板。
発明の詳細な説明
【技術分野】
【0001】
本発明は、缶蓋用アルミニウム合金塗装板に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
飲料用の包装容器として、有底円筒状の胴部と蓋部からなる2ピースタイプのアルミニウム缶が広く使用されている。2ピースタイプのアルミニウム缶の缶蓋の成形において最も厳しい成形が実施されるのがリベット成形工程である。この工程で微細な割れやクラックが生じると、内容物の漏洩する危険性が高まってしまうため、従来では成形性に優れる冷間圧延工程の間に中間焼鈍を実施する中間焼鈍材が用いられていた。しかし近年、生産性向上の観点から、中間焼鈍を実施しない工程(以下、直通工程ともいう)で、成形性が向上した冷間圧延材を製造することが求められている。
【0003】
缶蓋用アルミニウム合金板について、直通工程であっても成形性を確保する技術が開発されている。例えば、特許文献1には、板表面におけるCube方位密度がランダム方位試料の1.5倍以上である集合組織を有し、曲げ加工性に優れた缶蓋用アルミニウム合金板が記載されている。また特許文献2には、固溶Mgの割合を80%以上とし、サブグレイン面積率を10%以上90%以下とした強度と成形性に優れた缶蓋用アルミニウム合金板が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2017-150043号公報
特開2016-79501号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、缶蓋材の薄肉化(例えば、板厚0.2mm程度)が進んだ近年の状況では、従来の直通工程化された缶蓋用アルミニウム合金板ではリベット成形時に割れが生じる場合があった。本発明は、薄肉化しても高いリベット成形性を有する缶蓋用アルミニウム合金塗装板を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明に係る缶蓋用アルミニウム合金塗装板は、Si:0.05質量%以上0.40質量%以下、Fe:0.05質量%以上0.50質量%以下、Cu:0.01質量%以上0.30質量%以下、Mn:0.10質量%以上0.60質量%以下、Mg:4.0質量%以上6.0質量%以下を含有し、残部がAl及び不可避不純物からなるアルミニウム合金板と、樹脂層とを備える。缶蓋用アルミニウム合金塗装板は、圧延面と平行な面において、板厚中心から両厚さ方向にそれぞれ50nm厚の領域の組織が、5万倍の透過型電子顕微鏡により観察される205×10
-12
m
2
の領域中に総計45個以上のサブグレインを有する。
【発明の効果】
【0007】
本発明によれば、薄肉化しても高いリベット成形性を有する缶蓋用アルミニウム合金塗装板を提供することができる。
【図面の簡単な説明】
【0008】
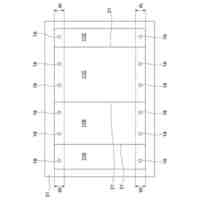
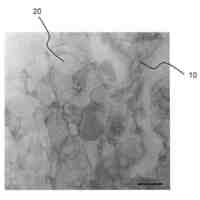
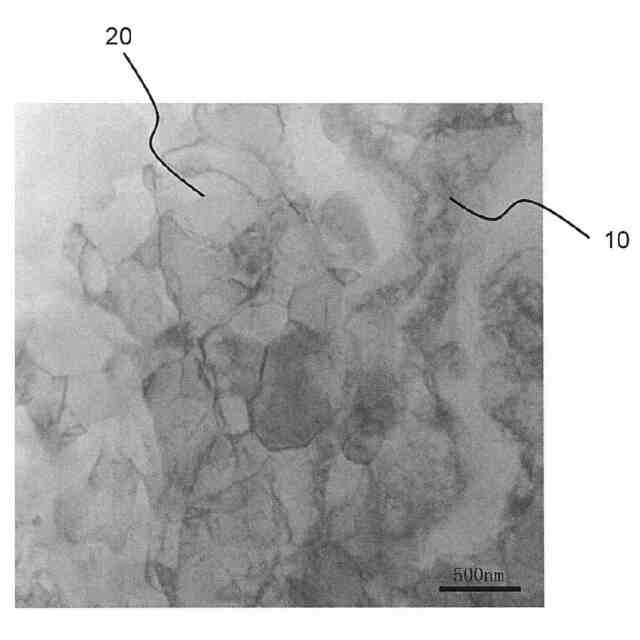
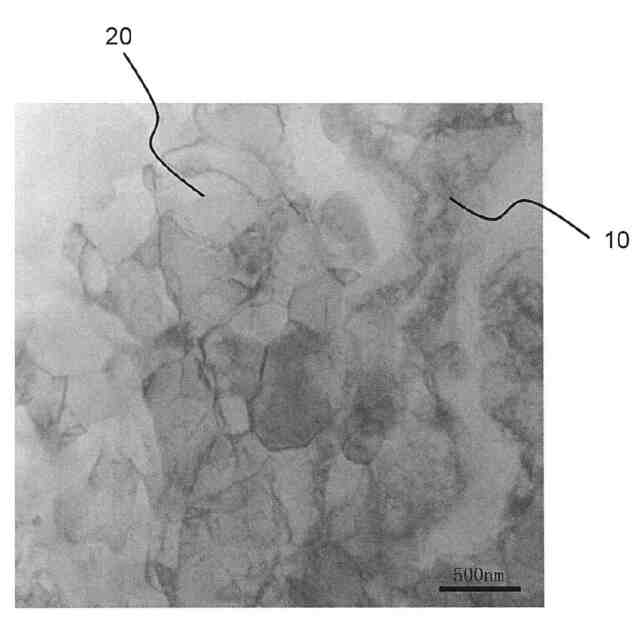
アルミニウム合金板の組織の透過型電子顕微鏡画像の一例である。
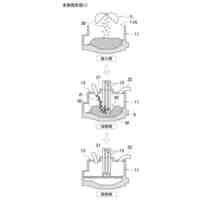
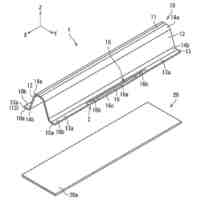
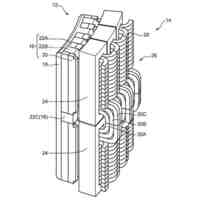
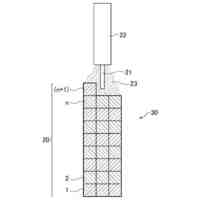
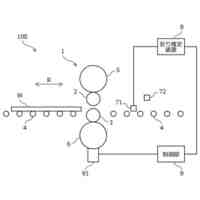
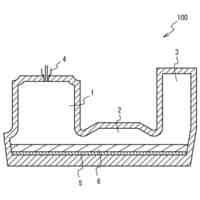
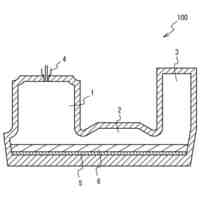
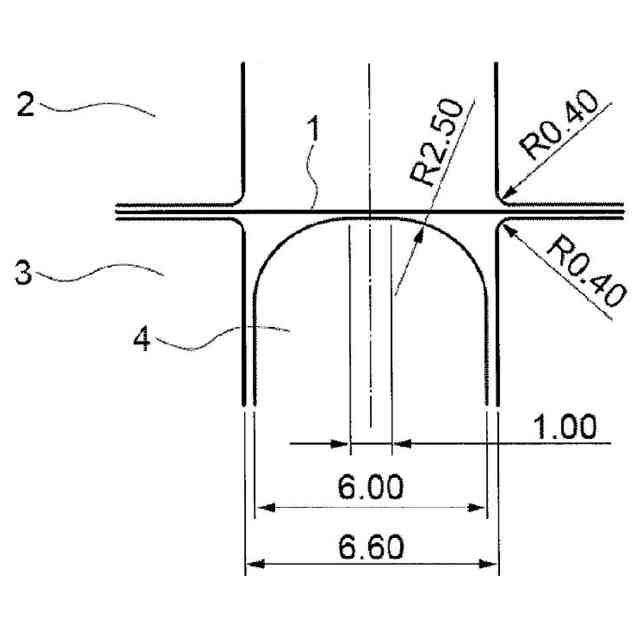
限界張出し高さの測定方法を説明する模式断面図である。
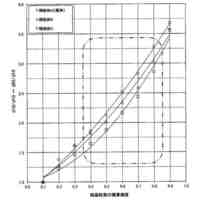
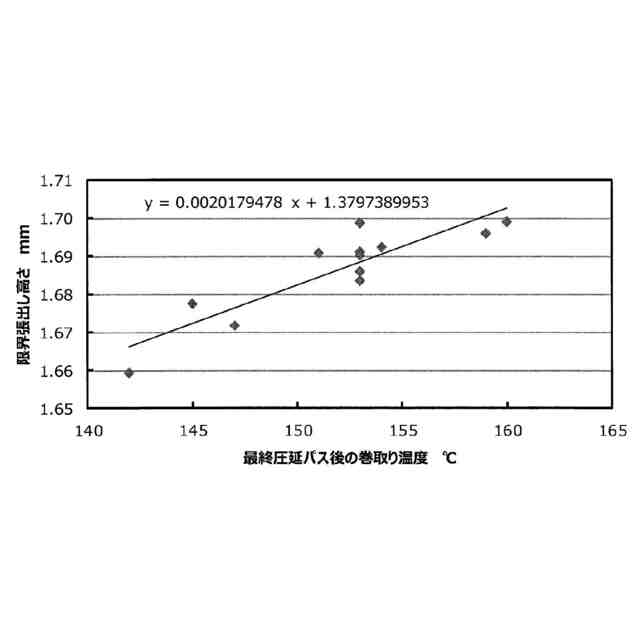
限界張出し高さと最終巻き取り温度との関係を示すグラフである。
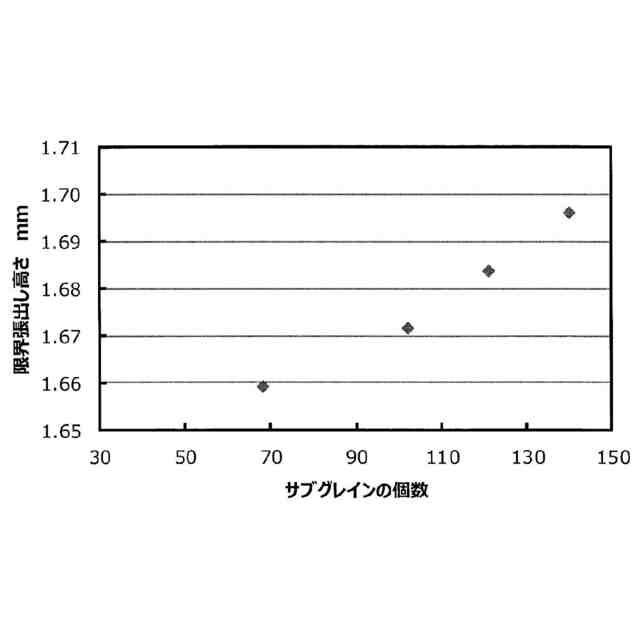
限界張出し高さとサブグレインの個数との関係を示すグラフである。
【発明を実施するための形態】
【0009】
以下、本発明の一実施形態に係る缶蓋用アルミニウム合金塗装板について説明する。但し、以下に示す実施形態は、本発明の技術思想を具現化するための一例を例示するものであって、本発明は、以下の実施形態に限定されるものではない。なお、各図面が示す部材の大きさや位置関係などは、説明を明確にするために誇張していることがある。本明細書において「工程」との語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の目的が達成されれば、本用語に含まれる。また組成物中の各成分の含有量は、組成物中に各成分に該当する物質が複数存在する場合、特に断らない限り、組成物中に存在する当該複数の物質の合計量を意味する。
【0010】
缶蓋用アルミニウム合金塗装板
本発明の一実施形態に係る缶蓋用アルミニウム合金塗装板は、アルミニウム合金板と、アルミニウム合金板の片面または両面に設けられる樹脂層とを備える。缶蓋用アルミニウム合金塗装板は、焼付塗装処理をした状態にて、圧延面と平行な面において、板厚中心から両厚さ方向にそれぞれ50nm厚の領域(以下、板厚中心部ということがある。)の組織が、5万倍の透過型電子顕微鏡により観察される205×10
-12
m
2
の領域中に総計45個以上のサブグレインを有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
成膜方法
5日前
株式会社神戸製鋼所
水素吸蔵合金容器
3日前
株式会社神戸製鋼所
構造部材の製造方法
1か月前
株式会社神戸製鋼所
構造部材の製造方法
1か月前
株式会社神戸製鋼所
取鍋への合金投入方法
26日前
株式会社神戸製鋼所
電磁部品鉄心の製造方法
28日前
株式会社神戸製鋼所
アルミニウム合金鍛造材
7日前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
26日前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
26日前
株式会社神戸製鋼所
重ね溶接継手及びその製造方法
25日前
株式会社神戸製鋼所
取鍋内溶鋼へのガス吹き込み方法
1か月前
株式会社神戸製鋼所
被覆アーク溶接棒、溶接継手及び溶接金属
3日前
株式会社神戸製鋼所
水電解水素生成方法及び水電解水素生成装置
3日前
株式会社神戸製鋼所
接合体、接合構造体及びバッテリーフレーム
10日前
株式会社神戸製鋼所
フラックス入りワイヤ、溶接継手及び溶接金属
1か月前
株式会社神戸製鋼所
電動機および当該電動機を構成する電機子の製造方法
1か月前
株式会社神戸製鋼所
ソリッドワイヤ、積層造形物の製造方法及び多層盛溶接方法
1か月前
株式会社神戸製鋼所
鋼板圧延方法、鋼板圧延システム、反り推定装置、及びプログラム
1か月前
株式会社神戸製鋼所
積層造形装置の制御方法、積層造形装置の制御装置、及びプログラム
1か月前
株式会社神戸製鋼所
缶蓋用アルミニウム合金塗装板
1か月前
株式会社神戸製鋼所
破壊じん性値の予測方法、予測装置、及びプログラム並びに局所破壊限界応力の取得方法
1か月前
株式会社神戸製鋼所
アルミドロスの処理方法、低ハロゲン化アルミドロスの製造方法、ハロゲン化物の製造方法、アルミニウム溶湯の精錬方法、アルミニウム材料の製造方法、高炉出銑口用マッド材の製造方法および耐火物成型体の製造方法
4日前
株式会社プロテリアル
焼結体
5か月前
宏幸株式会社
金属回収方法
3か月前
個人
高強度せん断補強筋用の鋼材
3か月前
株式会社神戸製鋼所
鋼材
2か月前
大同特殊鋼株式会社
鋼材及び金型
8か月前
ハイモ株式会社
水中金属の回収除去方法
6か月前
株式会社クボタ
比重分離装置
4か月前
株式会社クボタ
比重分離装置
4か月前
国立大学法人東北大学
高耐食銅合金
5か月前
JX金属株式会社
銅製錬の操業方法
6か月前
株式会社クボタ
比重分離装置
4か月前
JX金属株式会社
銅製錬の操業方法
6か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ