TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097357
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023213505
出願日
2023-12-19
発明の名称
鋼板圧延方法、鋼板圧延システム、反り推定装置、及びプログラム
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
,
個人
主分類
B21B
37/28 20060101AFI20250624BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鋼板の反りを抑制することが可能な鋼板圧延方法を提供する。
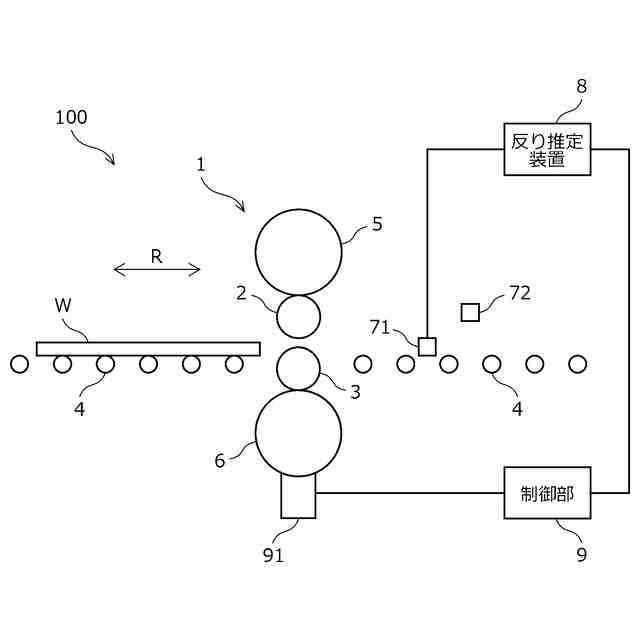
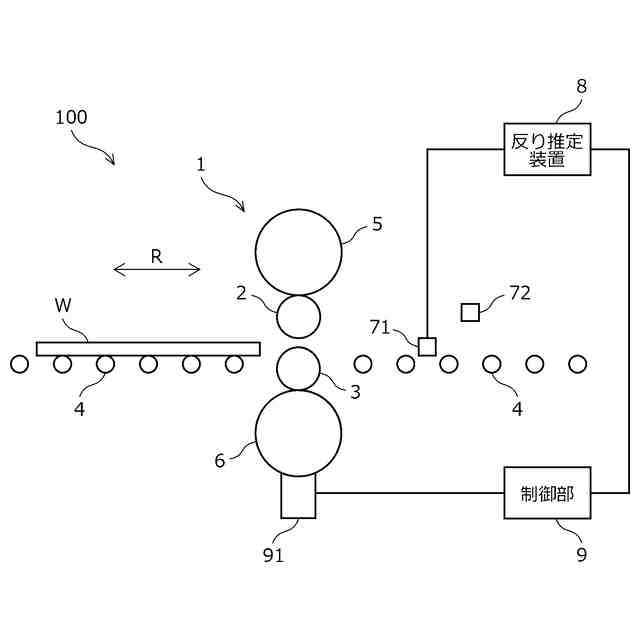
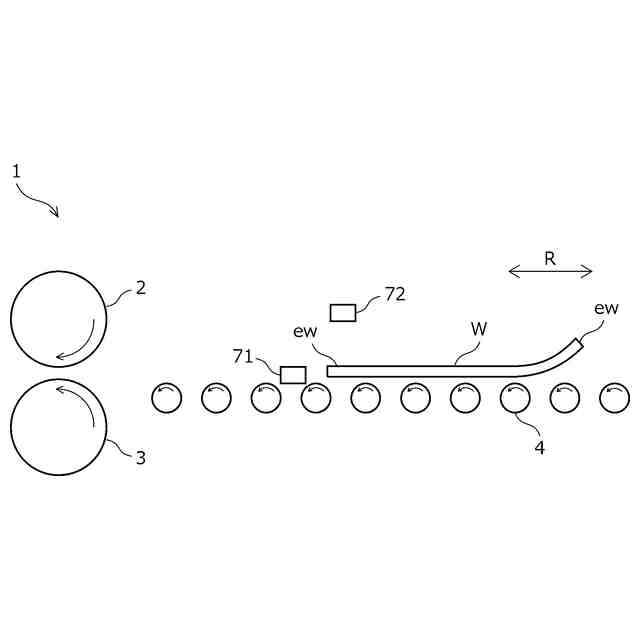
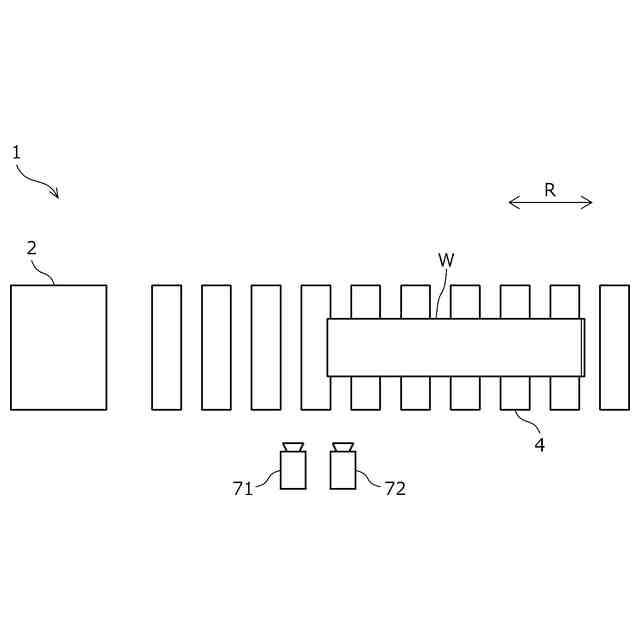
【解決手段】鋼板圧延方法は、圧延機により圧延された鋼板の、圧延方向における端部の側面形状を測定し、測定された端部の側面形状に基づいて、鋼板の反りを推定し、推定された鋼板の反りを抑制するように圧延条件を制御して、圧延機により鋼板を圧延する。
【選択図】図1
特許請求の範囲
【請求項1】
圧延機の上下一対のワークロールにより圧延された鋼板の、圧延方向における端部の側面形状を測定し、
測定された前記端部の側面形状に基づいて、後の圧延で前記鋼板に生じる反りを推定し、
推定された前記反りを抑制するように圧延条件を制御して、前記圧延機により前記鋼板を圧延する、
鋼板圧延方法。
続きを表示(約 1,000 文字)
【請求項2】
前記圧延条件の制御は、前記圧延機の下ワークロールによる前記鋼板のピックアップ制御である、
請求項1に記載の鋼板圧延方法。
【請求項3】
前記反りの推定では、前記端部の側面形状、並びに前記鋼板が圧延されたときのピックアップシフト及び圧延形状比に基づいて、前記鋼板の反り方向及び反り量を推定する、
請求項1に記載の鋼板圧延方法。
【請求項4】
前記反りの推定では、前記鋼板の上下面温度差を前記反りの推定に用いない、
請求項3に記載の鋼板圧延方法。
【請求項5】
前記反りの推定では、前記端部の側面形状における上部と下部の形状差に基づいて、前記反りを推定する、
請求項1に記載の鋼板圧延方法。
【請求項6】
前記端部の側面形状は、形状計測装置により抽出される、
請求項1に記載の鋼板圧延方法。
【請求項7】
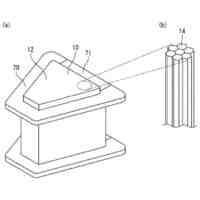
前記鋼板の反りは、前記側面形状に設定される、前記鋼板の上面を延長した延長線、前記端部の先端を通る板厚方向に延びた先端線、及び前記端部の前記先端より上部の輪郭線に囲まれる上部領域の面積と、前記鋼板の下面を延長した延長線、前記先端線、及び前記端部の前記先端より下部の輪郭線に囲まれる下部領域の面積との差又は比に基づいて推定される、
請求項6に記載の鋼板圧延方法。
【請求項8】
前記鋼板の反りは、前記上部領域の面積と前記下部領域の面積の差を前記鋼板の板厚に応じて正規化した指標に基づいて推定される、
請求項7に記載の鋼板圧延方法。
【請求項9】
前記鋼板の反りは、前記上部領域の面積と前記下部領域の面積の差を前記鋼板の板厚の二乗で除した指標に基づいて推定される、
請求項7に記載の鋼板圧延方法。
【請求項10】
鋼板を圧延する圧延機と、
前記圧延機により圧延された前記鋼板の、圧延方向における端部の側面形状を測定する測定部と、
測定された前記端部の側面形状に基づいて、後の圧延で前記鋼板に生じる反りを推定する推定部と、
推定された前記反りを抑制するように圧延条件を制御して、前記圧延機に前記鋼板を圧延させる制御部と、
を備える、鋼板圧延システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼板圧延方法、鋼板圧延システム、反り推定装置、及びプログラムに関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
特許文献1には、被圧延材を圧延ロールで圧延する際の形状比とピックアップ量の関係から、被圧延材の上反り量の発生を予測する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2001-353511号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記技術では反りの予測精度が十分でなく、反りを十分に抑制することが困難である。
【0005】
本発明は、上記課題に鑑みてなされたものであり、その主な目的は、鋼板の反りを抑制することが可能な鋼板圧延方法、鋼板圧延システム、反り推定装置、及びプログラムを提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するため、本発明の態様1は、圧延機の上下一対のワークロールにより圧延された鋼板の、圧延方向における端部の側面形状を測定し、測定された前記端部の側面形状に基づいて、後の圧延で前記鋼板に生じる反りを推定し、推定された前記反りを抑制するように圧延条件を制御して、前記圧延機により前記鋼板を圧延する、鋼板圧延方法である。これによれば、鋼板の反りを抑制することが可能となる。
【0007】
本発明の態様2は、上記態様1において、前記圧延条件の制御は、前記圧延機の下ワークロールによる前記鋼板のピックアップ制御であってもよい。これによれば、ピックアップ制御により鋼板の反りを抑制することが可能となる。
【0008】
本発明の態様3は、上記態様1または2において、前記反りの推定では、前記端部の側面形状、並びに前記鋼板が圧延されたときのピックアップシフト及び圧延形状比に基づいて、前記鋼板の反り方向及び反り量を推定してもよい。これによれば、鋼板の反りの推定精度を向上させることが可能となる。
【0009】
本発明の態様4は、上記態様3において、前記反りの推定では、前記鋼板の上下面温度差を前記反りの推定に用いなくてもよい。これによれば、鋼板の反りの推定を容易化することが可能となる。
【0010】
本発明の態様5は、上記態様1ないし4の何れかにおいて、前記反りの推定では、前記端部の側面形状における上部と下部の形状差に基づいて、前記反りを推定してもよい。これによれば、鋼板の反りの推定精度を向上させることが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
電磁部品鉄心の製造方法
1日前
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
3か月前
株式会社不二越
NC転造盤
3か月前
日伸工業株式会社
プレス加工装置
12日前
日東精工株式会社
中空軸部品の製造方法
12日前
株式会社西田製作所
パンチャーヘッド
2か月前
工機ホールディングス株式会社
ニブラ
1か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
8日前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社トラバース
パンチング加工装置
2か月前
株式会社TMEIC
監視装置
2か月前
日産自動車株式会社
逐次成形方法
4か月前
株式会社アマダ
曲げ加工機
22日前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
株式会社吉野機械製作所
プレス機械
20日前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
株式会社不二越
転造加工用平ダイス
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
26日前
ユニオンツール株式会社
転造ダイスセット
6日前
トヨタ自動車株式会社
電磁鋼板の成形方法
7日前
株式会社TMEIC
制御システム
13日前
株式会社TMEIC
誘導加熱装置
15日前
株式会社エナテック
製品分離システム
3か月前
本田技研工業株式会社
鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
日本製鉄株式会社
圧延装置
4か月前
トックス プレソテクニック株式会社
接合装置
3か月前
日本製鉄株式会社
圧延装置
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ