TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025101482
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023218352
出願日
2023-12-25
発明の名称
電磁部品鉄心の製造方法
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
主分類
H01F
41/02 20060101AFI20250630BHJP(基本的電気素子)
要約
【課題】自動化可能な束線鉄心の製造方法を提供する。
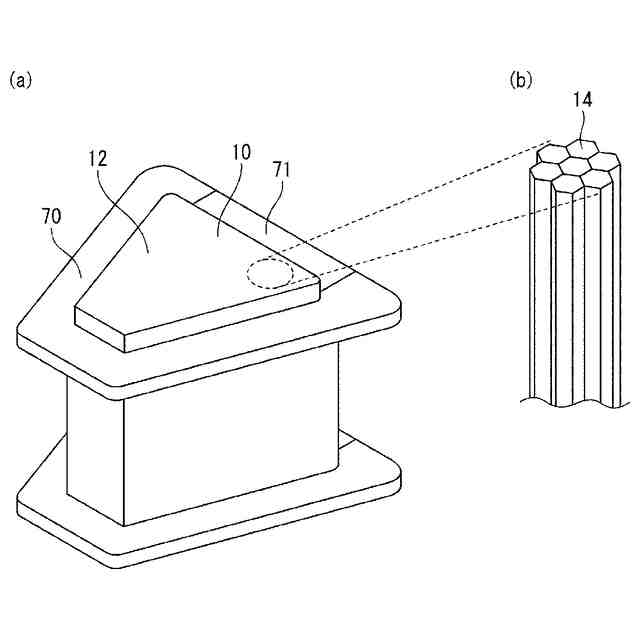
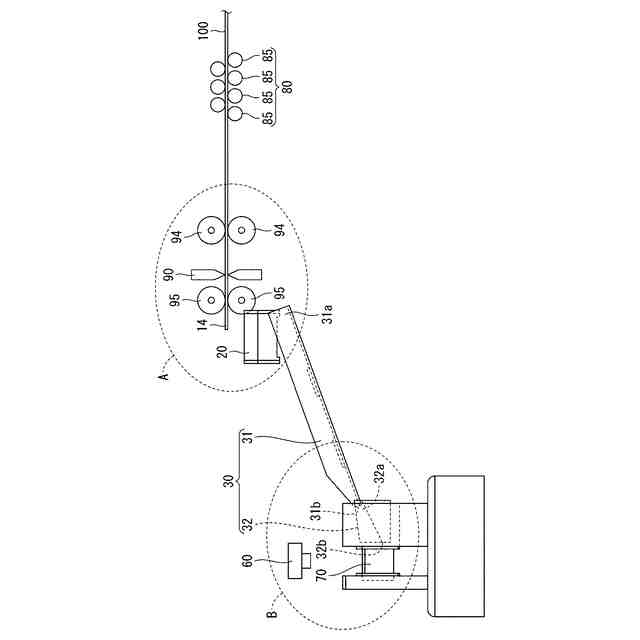
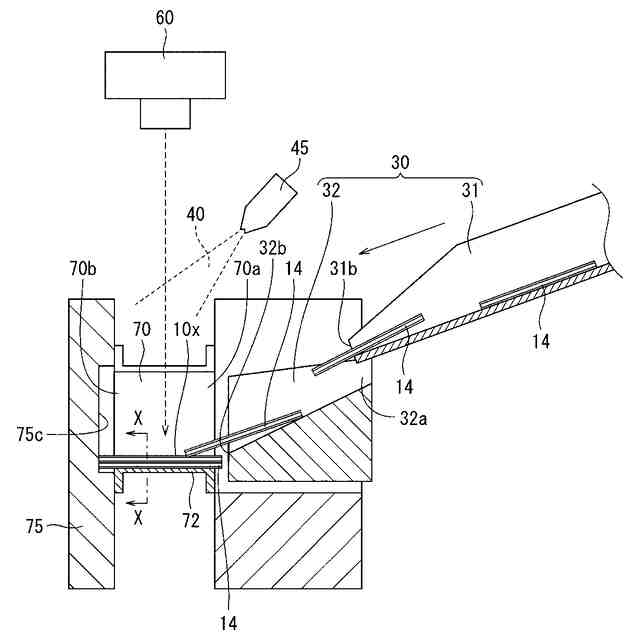
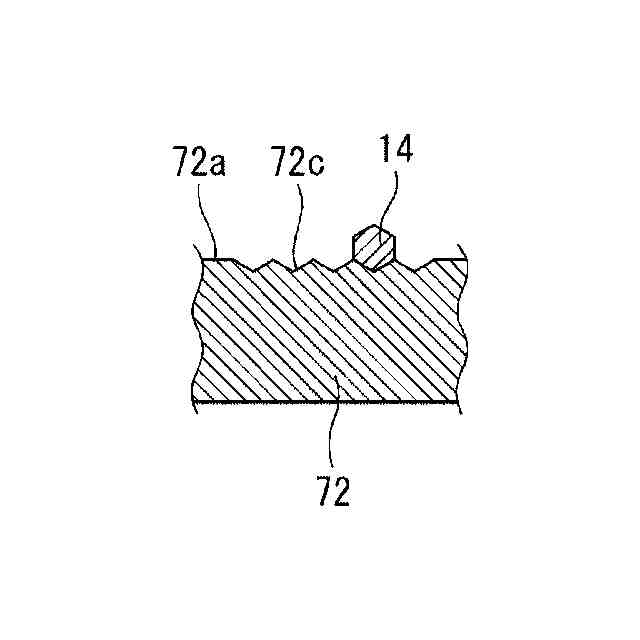
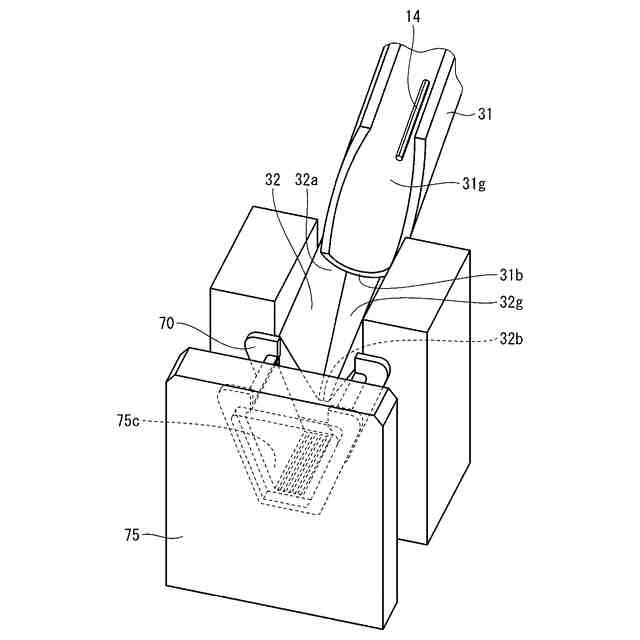
【解決手段】複数の軟磁性細線片を束線して構成された電磁部品鉄心を製造する方法であって、所定の長さを有する複数の軟磁性細線片を準備する準備工程と、前記複数の軟磁性細線片を所定方向に整列させて集束体を形成する集束体形成工程と、を含み、前記集束体形成工程は、準備された前記複数の軟磁性細線片から該軟磁性細線片を1本ずつ取り出す取出工程と、取り出された前記軟磁性細線片を、金型内に1本ずつ搬送する搬送工程と、搬送された前記軟磁性細線片を、前記金型内で所定方向に整列して集積する集積工程と、前記集積した前記軟磁性細線片を束線して集束体を得る束線工程と、を含み、前記金型は、底部の内面に、前記軟磁性細線片を所定位置に位置決めするための凹部を備えている、電磁部品鉄心の製造方法。
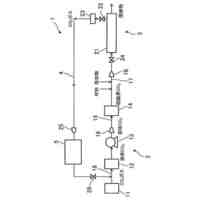
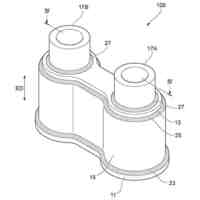
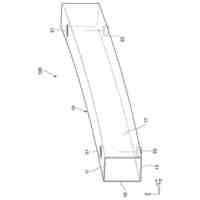
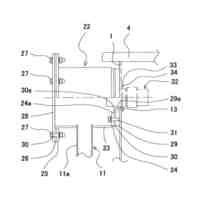
【選択図】図1
特許請求の範囲
【請求項1】
複数の軟磁性細線片を束線して構成された電磁部品鉄心を製造する方法であって、
所定の長さを有する複数の軟磁性細線片を準備する準備工程と、
前記複数の軟磁性細線片を所定方向に整列させて集束体を形成する集束体形成工程と、を含み、
前記集束体形成工程は、
準備された前記複数の軟磁性細線片から該軟磁性細線片を1本ずつ取り出す取出工程と、
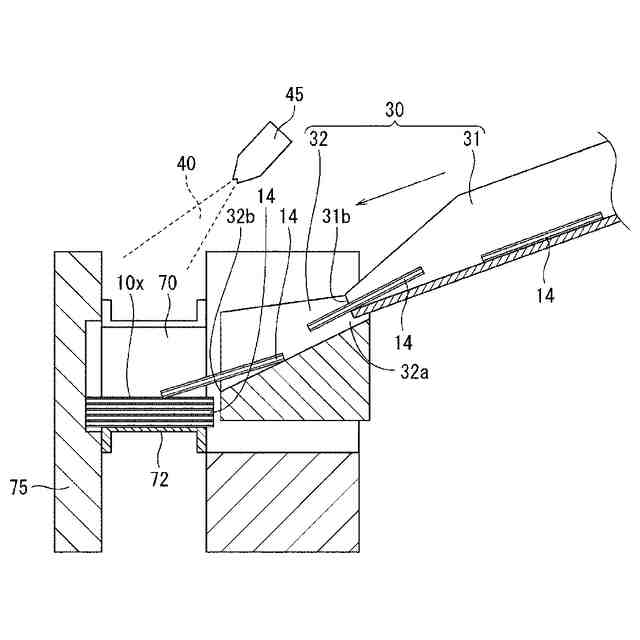
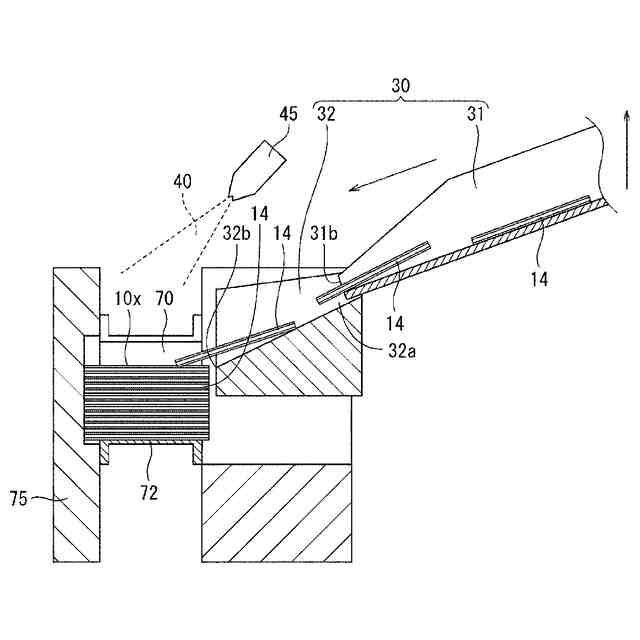
取り出された前記軟磁性細線片を、金型内に1本ずつ搬送する搬送工程と、
搬送された前記軟磁性細線片を、前記金型内で所定方向に整列して集積する集積工程と、
前記集積した前記軟磁性細線片を束線して集束体を得る束線工程と、を含み、
前記金型は、底部の内面に、前記軟磁性細線片を所定位置に位置決めするための凹部を備えている、電磁部品鉄心の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記取出工程は、
前記複数の軟磁性細線片を受容できる容器の投入口から、前記容器内に前記軟磁性細線片を投入すること、および
前記容器に受容された前記軟磁性細線片を排出口から排出することを含む、請求項1に記載の電磁部品鉄心の製造方法。
【請求項3】
前記排出口は、1本の前記軟磁性細線片が通過可能な寸法形状を有するスリットである、請求項2に記載の電磁部品鉄心の製造方法。
【請求項4】
前記搬送工程は、前記軟磁性細線片を前記金型内に搬送するための傾斜搬送路に、前記取り出された軟磁性細線片を投入することを含む、請求項1~3のいずれか1項に記載の電磁部品鉄心の製造方法。
【請求項5】
前記集積工程は、前記金型内に集積した前記軟磁性細線片の集積量に応じて、前記傾斜搬送路の下端の位置を調整することを含む、請求項4に記載の電磁部品鉄心の製造方法。
【請求項6】
前記集積工程は、前記金型を振動させることを含む、請求項1~3のいずれか1項に記載の電磁部品鉄心の製造方法。
【請求項7】
前記複数の軟磁性細線片を接着剤で固定する固定工程をさらに含み、
前記固定工程は、
前記複数の軟磁性細線片に前記接着剤を塗布する塗布工程と、
塗布した前記接着剤を硬化させる硬化工程と、を含む、請求項1~3のいずれか1項に記載の電磁部品鉄心の製造方法。
【請求項8】
前記塗布工程は、前記集束体形成工程の前記集積工程中に、前記金型内に集積させた前記軟磁性細線片に前記接着剤を塗布することを含み、
前記硬化工程は、前記集束体形成工程より後に行われる、請求項7に記載の電磁部品鉄心の製造方法。
【請求項9】
前記塗布工程は、前記集束体形成工程で形成された前記集束体を構成する前記複数の軟磁性細線片の隙間に、前記接着剤を浸透させることを含み、
前記硬化工程は、前記接着剤を浸透させた後に行われる、請求項7に記載の電磁部品鉄心の製造方法。
【請求項10】
前記準備工程は、
コイル状態の軟磁性細線を繰り出して、直線状に矯正する矯正工程と、
矯正された前記軟磁性細線を所定の長さに切断して前記軟磁性細線片を得る切断工程を含む、請求項1~3のいずれか1項に記載の電磁部品鉄心の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、軟磁性細線片を用いた鉄心の製造方法に関し、特に、モータ(電動機)、ソレノイド等の電磁部品に使用される電磁部品鉄心の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、モータの鉄心には、複数の電磁鋼板を積層した積層体が広く使用されている。電磁鋼板の界面が励磁方向と平行となるように積層する必要があるラジアルギャップ型モータでは、厚さが0.3~0.5mm程度の一定厚さと同一の形状とを有する複数枚の電磁鋼板を回転軸方向に積層して、鉄心を構成している。一方、アキシャルギャップ型モータでは、回転軸方向と直交する方向に電磁鋼板を積層する必要があり、また、鉄心の形状がラジアルギャップ型モータに比べると複雑であるため、同一形状かつ一定厚さの電磁鋼板を単に積層するだけでは、アキシャルギャップ型モータ用に適した鉄心を作製できなかった。
【0003】
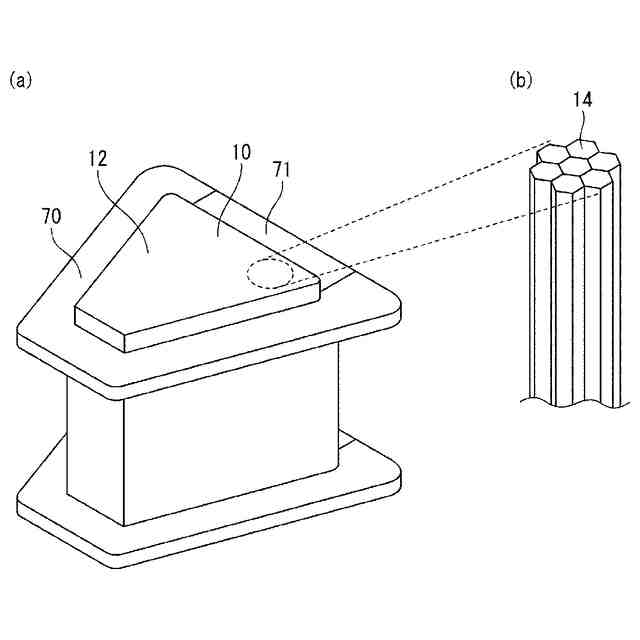
そこで発明者らは、製造が容易なアキシャルギャップ型モータの鉄心として、直径1mm程度の線径の純鉄系軟磁性細線片を束ねた鉄心(束線鉄心)を考案した(非特許文献1~2)。この束線鉄心は、表面に絶縁被膜を形成した正六角形断面の軟磁性細線片を隙間なく束ねて形成される。束線鉄心の寸法形状はモータによって異なるが、例えば、高さ20mmの扇状鉄心がある。軟磁性細線片の束線鉄心をアキシャルギャップ型モータに用いることで、モータの高トルク化および小型軽量化が可能である。
【0004】
特許文献1~5は、多数の細線片を束ねた束線鉄心について開示している。
【0005】
特許文献1には、イグニッションコイル用鉄心の製造方法が開示されており、所定の線形まで減面加工した複数の細線片を金属パイプに挿入し、さらに細線片が挿入された金属パイプごと冷間伸線加工して、束線鉄心を製造している。
【0006】
特許文献2には、モータコイル用線に関する発明が開示されており、コイルの芯には軟磁性材料を使用し、コイルの周囲を低電気抵抗層と絶縁層で覆っている。
【0007】
特許文献3には、車両の点火コイルやインジェクタコア用細線に関する発明が開示されており、断面多角形状からなる細線片を束ねてコア(束線鉄心)を成型している。
【0008】
特許文献4には、内燃機関用点火コイルに関する発明が開示されており、磁性体の細線片を束ねた円柱状の束線鉄心を使用している。円柱状束線鉄心の製造方法は、細線が巻かれた多数のコイルボビンを準備しておき、各細線を丸ダイスに通して束ねて引き抜くものであり、細線の占積率を向上できるとされている。
【0009】
特許文献5には、電磁アクチュエータに使用される低損失の束線鉄心(コア)に関する発明が開示されており、多角形の軟磁性細線片を束ねることで束線鉄心(コア)を成形している。束線鉄心(コア)の具体的な成型方法として、実施例では、長さ1mの軟磁性細線片を350本束ねて円柱状になるよう配列し、その外周部をグラスファイバーにより拘束している。
【先行技術文献】
【特許文献】
【0010】
特開2018-148119号公報
特開2013-153550号公報
特開2006-108559号公報
特開平04-087311号公報
特開平09-330810号公報
【非特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金板
1か月前
株式会社神戸製鋼所
混練装置
1か月前
株式会社神戸製鋼所
回転機械
25日前
株式会社神戸製鋼所
輸送機構
16日前
株式会社神戸製鋼所
混合装置
1か月前
株式会社神戸製鋼所
遠心圧縮機
2日前
株式会社神戸製鋼所
温調ケース
17日前
株式会社神戸製鋼所
連続式押出機
2日前
株式会社神戸製鋼所
冷却システム
29日前
株式会社神戸製鋼所
冷却システム
29日前
株式会社神戸製鋼所
アーク溶接方法
2日前
株式会社神戸製鋼所
サイドシル補強構造
1か月前
株式会社神戸製鋼所
太陽光集熱システム
1か月前
株式会社神戸製鋼所
溶銑の予備処理方法
10日前
株式会社神戸製鋼所
カルシウム抽出方法
19日前
株式会社神戸製鋼所
導電材料およびその製造方法
18日前
株式会社神戸製鋼所
防カビ性塗膜、部材および製品
1か月前
株式会社神戸製鋼所
クレーンの制御装置及びクレーン
1か月前
株式会社神戸製鋼所
中空構造体及び中空構造体の製造方法
1か月前
株式会社神戸製鋼所
コイル用パレット及びコイル固定方法
1か月前
株式会社神戸製鋼所
カバー付きインペラ、遠心圧縮機およびタービン
1か月前
株式会社神戸製鋼所
溶接用ワイヤ、溶接方法及び溶接金属の製造方法
8日前
株式会社神戸製鋼所
軟磁性線材および軟磁性棒鋼ならびに軟磁性部品
24日前
株式会社神戸製鋼所
押出部材、押出部材の製造方法及び構造体の製造方法
1か月前
株式会社神戸製鋼所
アルミニウム合金材の製造方法及びクラッド材の製造方法
1か月前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
1か月前
株式会社神戸製鋼所
金型製作支援システム、金型製作支援方法、及びプログラム
2日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
10日前
株式会社神戸製鋼所
回転工具、回転工具の位置姿勢算出方法及び回転工具の位置姿勢算出システム
25日前
株式会社神戸製鋼所
炭素酸化物の還元方法、鉄鋼の製造方法、炭素酸化物の還元装置、及び鉄鋼の製造装置
24日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
29日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
29日前
個人
安全なNAS電池
22日前
愛知電機株式会社
電力機器
1か月前
ヒロセ電機株式会社
端子
1か月前
日機装株式会社
加圧装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ