TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084466
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198389
出願日
2023-11-22
発明の名称
切りくず分断性予測装置、制御装置及び切りくず分断性予測方法
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
主分類
G05B
19/4063 20060101AFI20250527BHJP(制御;調整)
要約
【課題】切削加工を行うに際して、切削加工の条件出しを容易に行えるようにする。
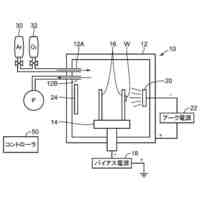
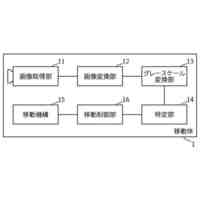
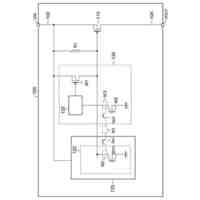
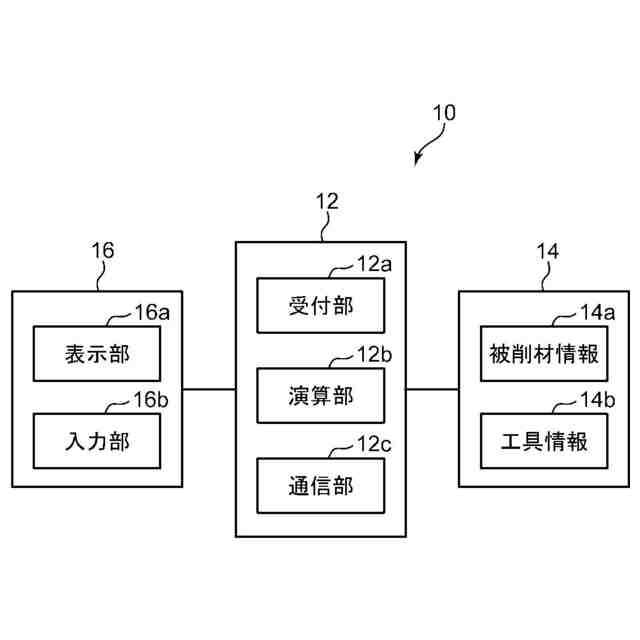
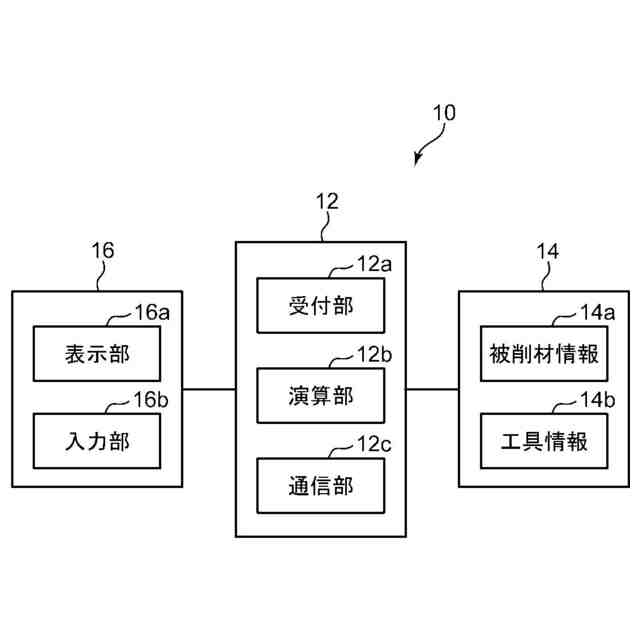
【解決手段】切りくず分断性予測装置10は、切削加工における被削材及び工具に関する情報が格納された格納部14と、格納部14に格納された情報中に示された被削材及び工具から選択される切削加工の対象となる被削材及び使用する工具に関する情報を受け取るとともに、切削加工での送り速度及び切込み量を示す情報を受け取る受付部12aと、受付部12aが受け取った情報を使用して切りくずの分断可否を予測するための情報を導出する演算部12bと、演算部12bによって導出された、切りくずの分断可否を予測するための情報を表示する表示部16aと、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
切削加工における被削材及び工具に関する情報が格納された格納部と、
前記格納部に格納された前記情報中に示された被削材及び工具から選択される切削加工の対象となる被削材及び使用する工具に関する情報を受け取るとともに、前記切削加工での送り速度及び切込み量を示す情報を受け取る受付部と、
前記受付部が受け取った情報を使用して切りくずの分断可否を予測するための情報を導出する演算部と、
前記演算部によって導出された、前記切りくずの分断可否を予測するための前記情報を表示する表示部と、を備える
切りくず分断性予測装置。
続きを表示(約 1,800 文字)
【請求項2】
前記演算部は、
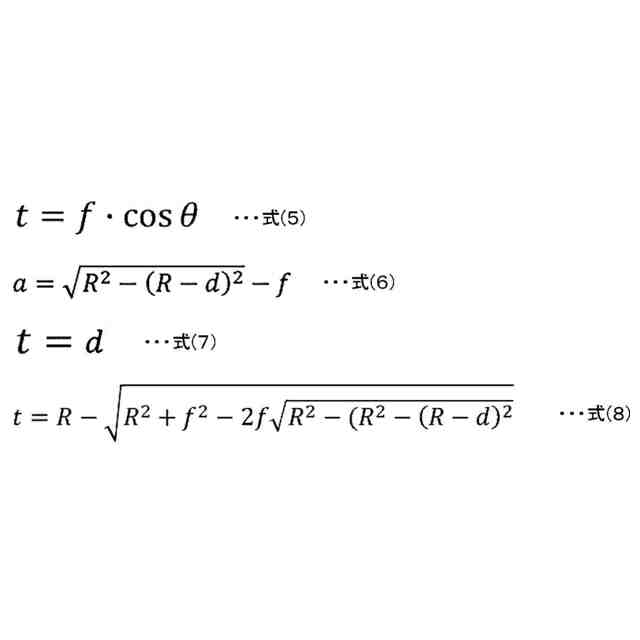
前記切削加工による切りくずに生じる引張ひずみを、切りくずの初期カール半径及び切りくず厚さに基づいて算出し、
前記受付部が受け取った前記情報が示す前記工具のチャンファ幅又は刃先丸み半径、及び、前記受付部が受け取った前記情報が示す前記工具のノーズ半径と前記工具の横切れ刃角と前記送り速度と前記切込み量とから得られる切取り厚さ、を用いて前記引張ひずみを補正するように構成されている
請求項1に記載の切りくず分断性予測装置。
【請求項3】
前記演算部は、
前記受付部が受け取った前記情報が示す工具における横切れ刃に垂直な方向の断面と前記工具の先端角の二等分線の断面とから、各々の断面での初期カール半径及びすくい角を取得し、
前記取得した各々の断面での前記初期カール半径及び前記すくい角から、前記切削加工による切りくず流出方向における初期カール半径及びすくい角を、内挿又は外挿により算出するように構成されている
請求項1に記載の切りくず分断性予測装置。
【請求項4】
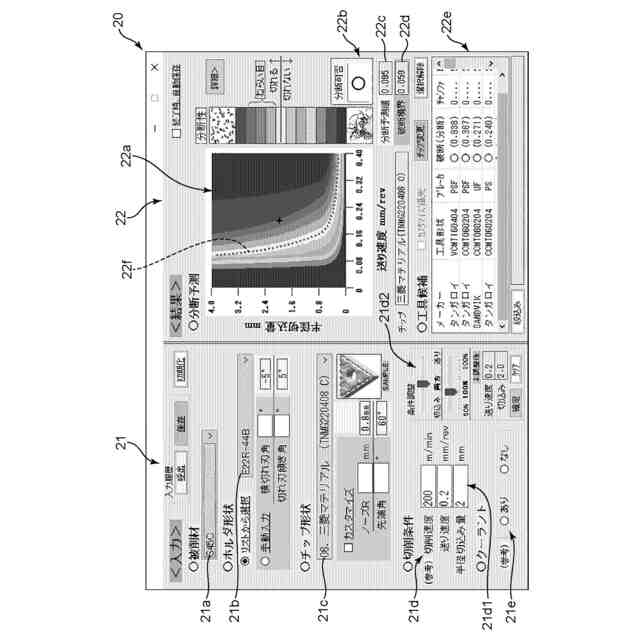
前記表示部は、前記切削加工の条件を座標軸とした座標系において、切りくずに生じる引張ひずみの分布を等高線により表すとともに切りくずの破断境界を表す画像を、前記切りくずの分断性を予測するための前記情報として表示する
請求項1に記載の切りくず分断性予測装置。
【請求項5】
前記表示部は、切りくずに生じる引張ひずみの分布を色彩、色相の濃淡、及び輝度から選択される1つ以上の方法で表示する
請求項4に記載の切りくず分断性予測装置。
【請求項6】
前記演算部は、前記工具の刃先からブレーカ頂点までの距離と切りくず厚さとを比較し、前記切りくず厚さの方が大きい場合には切りくずが分断しないと予測する
請求項1に記載の切りくず分断性予測装置。
【請求項7】
前記演算部は、前記格納部に格納された情報が示す工具の全てについて、切りくずの分断性を演算し、
前記表示部は、前記演算部によって導出された前記情報に基づいて、各工具の切りくずの分断性を一覧表示する
請求項1に記載の切りくず分断性予測装置。
【請求項8】
切削加工における切りくずの分断性を予測するための予測システムに設けられ、入出力装置と通信可能に接続される制御装置であって、
切削加工における被削材及び工具に関する情報が格納された格納部と、
前記格納部に格納された前記情報中に示された被削材及び工具のうち、前記入出力装置において選択された切削加工の対象となる被削材及び使用する工具に関する情報を受け取るとともに、前記切削加工での送り速度及び切込み量を示す情報を受け取る受付部と、
前記受付部が受け取った前記情報を使用して切りくずの分断可否を予測するための情報を導出する演算部と、
前記演算部によって導出された、前記切りくずの分断可否を予測するための前記情報が前記入出力装置の表示部に表示されるように、前記入出力装置と通信する通信部と、を備える
制御装置。
【請求項9】
前記演算部は、
前記切削加工による切りくずに生じる引張ひずみを、切りくずの初期カール半径及び切りくず厚さに基づいて算出し、
前記受付部が受け取った前記情報が示す前記工具のチャンファ幅又は刃先丸み半径、及び、前記受付部が受け取った前記情報が示す前記工具のノーズ半径と前記工具の横切れ刃角と前記送り速度と前記切込み量とから得られる切取り厚さ、を用いて前記引張ひずみを補正するように構成されている
請求項8に記載の制御装置。
【請求項10】
前記演算部は、
前記受付部が受け取った前記情報が示す工具における横切れ刃に垂直な方向の断面と前記工具の先端角の二等分線の断面とから、各々の断面での初期カール半径及びすくい角を取得し、
前記取得した各々の断面での前記初期カール半径及び前記すくい角から、前記切削加工による切りくず流出方向における初期カール半径及びすくい角を、内挿又は外挿により算出するように構成されている
請求項8に記載の制御装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、切りくず分断性予測装置、制御装置及び切りくず分断性予測方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
一般に、切りくずの分断可否は工具メーカーのカタログにブレーカの適正範囲として書かれているものを参考にすることができる。しかし、材料によって適正範囲は大きく変化するため、適正範囲が合わないことも多い。そのため、条件、工具を変えて多くの実験を実施して適正な条件を絞り込むことが一般的である。
【0003】
また、研究レベルでは、下記非特許文献1のようにFEM解析ソフトを用いて切りくずの分断可否を予測する取り組みがある。この非特許文献1では、切りくず分断過程を熱弾塑性有限要素法を用いて解析することで、実験結果と一致することが認められたと述べられている。しかし、FEM解析は一条件当たりの解析時間が長く必要なため、多くの工具や幅広い条件範囲における切りくずの分断可否の予測には適さない。
【0004】
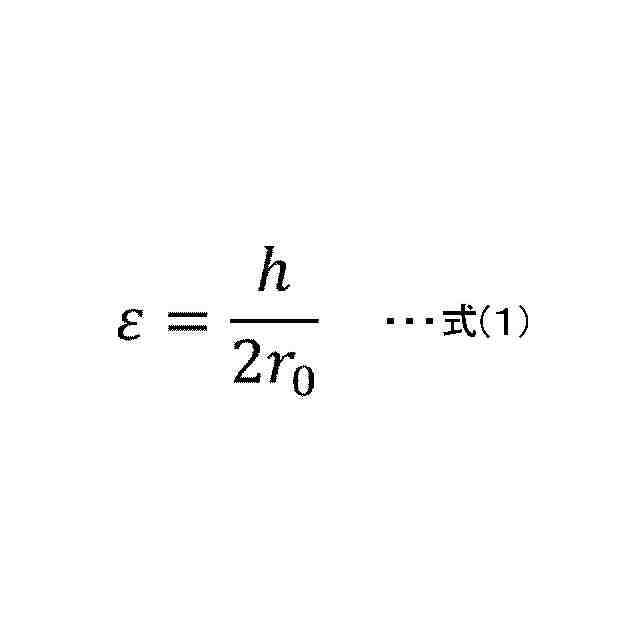
また、切りくずの分断を理論的に捉える取り組みもされている(例えば下記非特許文献2参照)。非特許文献2に開示されているように、切りくずが破断するときの条件は、切りくず材質により決定される切りくず破断ひずみと、切りくず厚さ及び切りくずの初期カール半径から求められる切りくずに生じる引張ひずみと、を用いることにより取得することができる。
【先行技術文献】
【非特許文献】
【0005】
チップブレーカによる切りくず破断過程の熱弾塑性有限要素法シミュレーション、篠塚ら、精密工学会誌VOL.62、NO8、p1161-1166、1996
チップブレーカの研究、中山一雄、日本機械学会論文集(第3部)27巻178号、p833-843、1961.6
【発明の概要】
【発明が解決しようとする課題】
【0006】
非特許文献1においては、熱弾塑性有限要素法を用いた理論的な考察が示され、また非特許文献2には、切りくずの分断を理論的に捉えることが示されている。しかし、これら非特許文献には一般的な理論的考察が示されているに過ぎないため、切削加工を行う現場において具体的な被削材に対する切削条件を設定する際に、この理論的な考察をそのまま用いることができるとは限らない。
【0007】
そこで、本発明は、前記従来技術を鑑みてなされたものであり、その目的とするところは、切削加工を行うに際して、切削加工の条件出しを容易に行えるようにすることにある。
【課題を解決するための手段】
【0008】
前記の目的を達成するため、本発明に係る切りくず分断性予測装置は、切削加工における被削材及び工具に関する情報が格納された格納部と、前記格納部に格納された前記情報中に示された被削材及び工具から選択される切削加工の対象となる被削材及び使用する工具に関する情報を受け取るとともに、前記切削加工での送り速度及び切込み量を示す情報を受け取る受付部と、前記受付部が受け取った情報を使用して切りくずの分断可否を予測するための情報を導出する演算部と、前記演算部によって導出された、前記切りくずの分断可否を予測するための前記情報を表示する表示部と、を備える。
【0009】
本発明に係る切りくず分断性予測装置では、受付部が、切削対象の被削材及び使用する工具に関する情報と、送り速度及び切込み量を示す情報とを受け取る。そして、演算部により、受付部が受け付けた情報が示す被削材、工具、送り速度及び切込み量の場合での切りくずの分断可否を予測するための情報が導出される。この導出された情報は表示部に表示されるため、表示部に表示された情報から、切りくずが分断するか否かを判断することが可能となる。また、切りくずが分断しないと予測された場合でも、送り速度及び切込み量の少なくとも一方を変更することにより、分断予測に関する情報が再度得られる。したがって、切削加工を行う場合の条件出しを容易に行うことができる。
【0010】
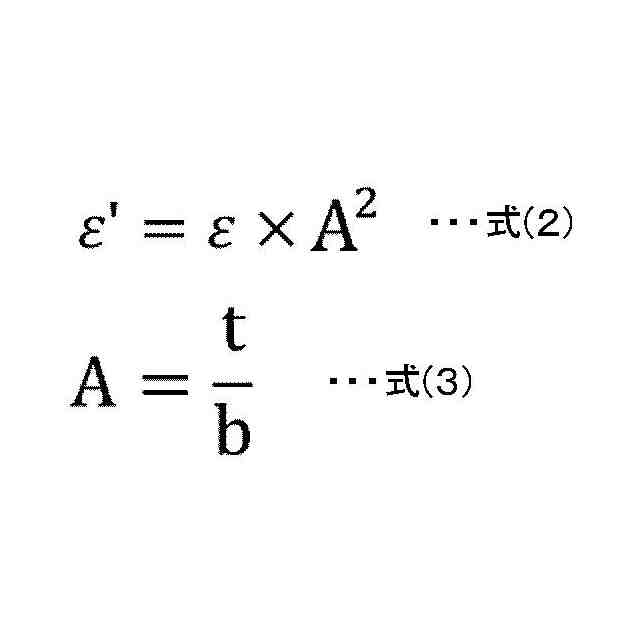
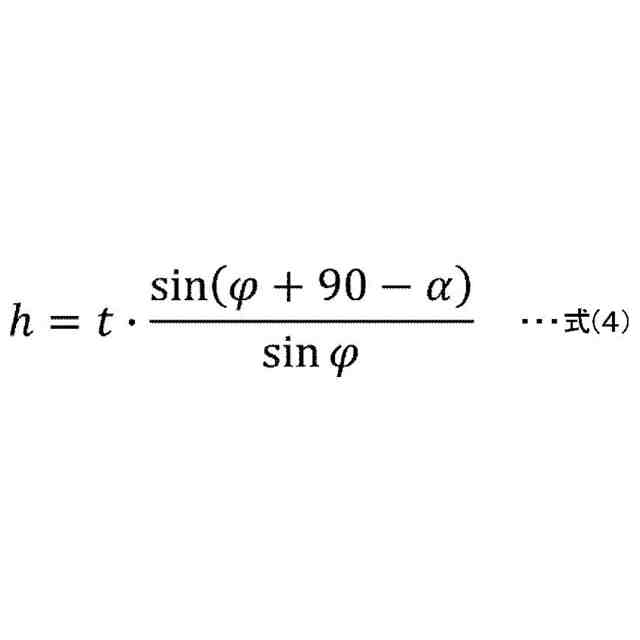
前記演算部は、前記切削加工による切りくずに生じる引張ひずみを、切りくずの初期カール半径及び切りくず厚さに基づいて算出し、前記受付部が受け取った前記情報が示す前記工具のチャンファ幅又は刃先丸み半径、及び、前記受付部が受け取った前記情報が示す前記工具のノーズ半径と前記工具の横切れ刃角と前記送り速度と前記切込み量とから得られる切取り厚さ、を用いて前記引張ひずみを補正するように構成されていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
成膜方法
4日前
株式会社神戸製鋼所
水素吸蔵合金容器
2日前
株式会社神戸製鋼所
構造部材の製造方法
1か月前
株式会社神戸製鋼所
構造部材の製造方法
1か月前
株式会社神戸製鋼所
取鍋への合金投入方法
25日前
株式会社神戸製鋼所
電磁部品鉄心の製造方法
27日前
株式会社神戸製鋼所
アルミニウム合金鍛造材
6日前
株式会社神戸製鋼所
複合構造体及びその製造方法
1か月前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
25日前
株式会社神戸製鋼所
電気炉への還元鉄の装入方法
25日前
株式会社神戸製鋼所
重ね溶接継手及びその製造方法
24日前
株式会社神戸製鋼所
取鍋内溶鋼へのガス吹き込み方法
1か月前
株式会社神戸製鋼所
タンディッシュ内への溶鋼の注入方法
1か月前
株式会社神戸製鋼所
被覆アーク溶接棒、溶接継手及び溶接金属
2日前
株式会社神戸製鋼所
接合体、接合構造体及びバッテリーフレーム
9日前
株式会社神戸製鋼所
水電解水素生成方法及び水電解水素生成装置
2日前
株式会社神戸製鋼所
フラックス入りワイヤ、溶接継手及び溶接金属
1か月前
株式会社神戸製鋼所
誘導電動機制御装置および誘導電動機システム
1か月前
株式会社神戸製鋼所
電動機および当該電動機を構成する電機子の製造方法
1か月前
株式会社神戸製鋼所
ソリッドワイヤ、積層造形物の製造方法及び多層盛溶接方法
1か月前
株式会社神戸製鋼所
鋼板圧延方法、鋼板圧延システム、反り推定装置、及びプログラム
1か月前
株式会社神戸製鋼所
積層造形装置の制御方法、積層造形装置の制御装置、及びプログラム
1か月前
株式会社神戸製鋼所
缶蓋用アルミニウム合金塗装板
1か月前
株式会社神戸製鋼所
ローラ軸受け診断方法、ローラ軸受け診断プログラム、記録媒体および情報処理装置
1か月前
株式会社神戸製鋼所
破壊じん性値の予測方法、予測装置、及びプログラム並びに局所破壊限界応力の取得方法
1か月前
株式会社神戸製鋼所
アルミドロスの処理方法、低ハロゲン化アルミドロスの製造方法、ハロゲン化物の製造方法、アルミニウム溶湯の精錬方法、アルミニウム材料の製造方法、高炉出銑口用マッド材の製造方法および耐火物成型体の製造方法
3日前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
移動体
1か月前
株式会社FUJI
加工機械ライン
16日前
ローム株式会社
半導体集積回路
1か月前
愛知製鋼株式会社
目標軌跡の設定方法
5日前
トヨタ自動車株式会社
ペダル機構
2か月前
トヨタ自動車株式会社
生産管理システム
2日前
株式会社ダイフク
搬送設備
1か月前
三栄ハイテックス株式会社
基準電圧回路
1か月前
株式会社ダイフク
搬送設備
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ