TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098534
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214732
出願日
2023-12-20
発明の名称
ソリッドワイヤ、積層造形物の製造方法及び多層盛溶接方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
35/30 20060101AFI20250625BHJP(工作機械;他に分類されない金属加工)
要約
【課題】スラグ剥離性をより一層向上させることができるとともに、溶接金属の特性や作業性を向上させることができるソリッドワイヤを提供する。
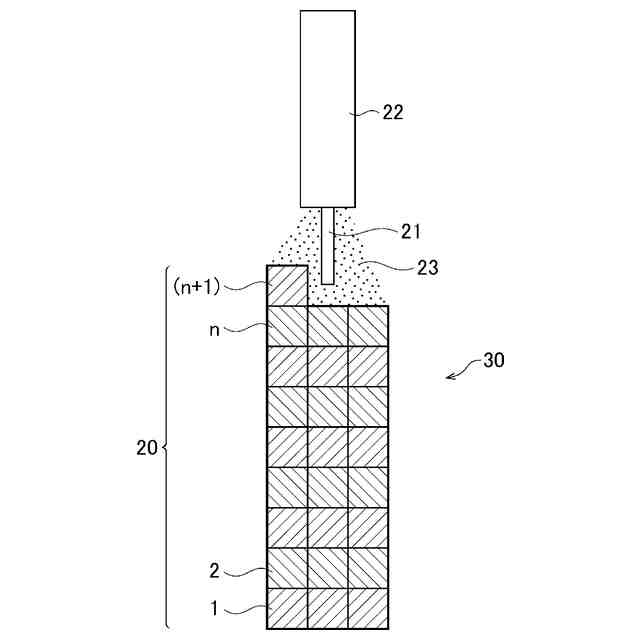
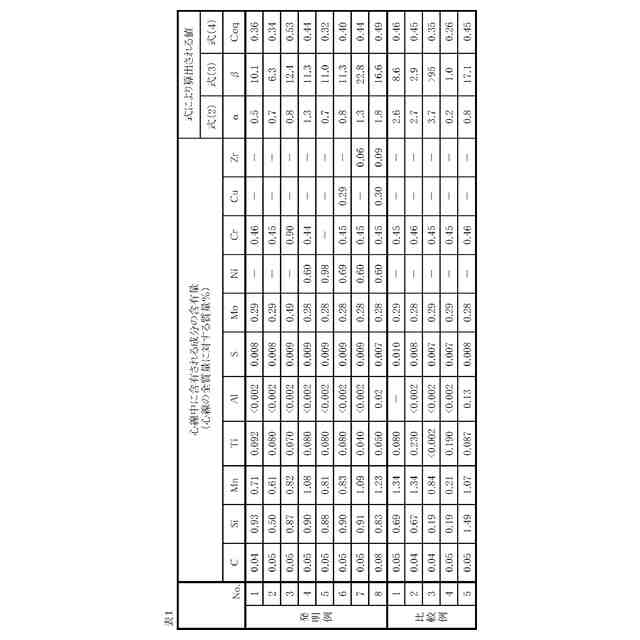
【解決手段】ソリッドワイヤ21は、ワイヤ心線と、このワイヤ心線の表面に施された銅めっきと、を有する。ワイヤ心線は、C、Si、Mn、Ti、を適切な含有量で含有し、Al及びSの含有量が所定量以下であり、残部がFe及び不可避的不純物からなる。ワイヤ心線中のMn、Si、Ti、Alの含有量を質量%でそれぞれ[Mn]、[Si]、[Ti]、[Al]と表す場合に、式(1):[Al]<[Ti]を満足し、式(2):α=[Mn]
2
/[Si]による値αが1.8以下、式(3):β=[Si]/[Ti]による値βが5.0以上である。
【選択図】図1
特許請求の範囲
【請求項1】
ワイヤ心線と、前記ワイヤ心線の表面に施された銅めっきと、を有するソリッドワイヤであって、
前記ワイヤ心線は、前記ワイヤ心線全質量に対して、
C:0.03質量%以上0.15質量%以下、
Si:0.2質量%以上1.0質量%以下、
Mn:0.5質量%以上1.5質量%以下、及び、
Ti:0.02質量%以上0.1質量%以下、を含有し、
Al:0.05質量%以下、
S:0.05質量%以下、であり、
残部がFe及び不可避的不純物からなり、
前記ワイヤ心線中のMn含有量を質量%で[Mn]、Si含有量を質量%で[Si]、Ti含有量を質量%で[Ti]、Al含有量を質量%で[Al]と表す場合に、
下記式(1)を満足し、
下記式(2)により算出される値αが1.8以下、及び、
下記式(3)により算出される値βが5.0以上、であることを特徴とする、ソリッドワイヤ。
[Al]<[Ti]・・・ 式(1)
α=[Mn]
2
/[Si] ・・・ 式(2)
β=[Si]/[Ti] ・・・ 式(3)
続きを表示(約 1,100 文字)
【請求項2】
前記ワイヤ心線は、さらに、Mo、Ni及びCrから選択された少なくとも1種を、
前記ワイヤ心線全質量に対して、
Mo:0.01質量%以上0.50質量%以下、
Ni:0.01質量%以上1.2質量%以下、
Cr:0.01質量%以上1.0質量%以下、の範囲で含有することを特徴とする、請求項1に記載のソリッドワイヤ。
【請求項3】
前記ワイヤ心線は、さらに、Cu及びZrから選択された少なくとも1種を、
前記ワイヤ心線全質量に対して、
Cu:0.01質量%以上0.40質量%以下、
Zr:0.02質量%以上0.50質量%以下、の範囲で含有することを特徴とする、請求項2に記載のソリッドワイヤ。
【請求項4】
前記ワイヤ心線全質量に対して、前記ワイヤ心線中のC含有量を質量%で[C]、Ni含有量を質量%で[Ni]、Cr含有量を質量%で[Cr]、Mo含有量を質量%で[Mo]と表す場合に、下記式(4)により算出される値Ceqが、0.4以上0.6以下であることを特徴とする、請求項1~3のいずれか1項に記載のソリッドワイヤ。
Ceq=[C]+[Mn]/6+[Si]/24+[Ni]/40+[Cr]/5+[Mo]/4 ・・・ 式(4)
【請求項5】
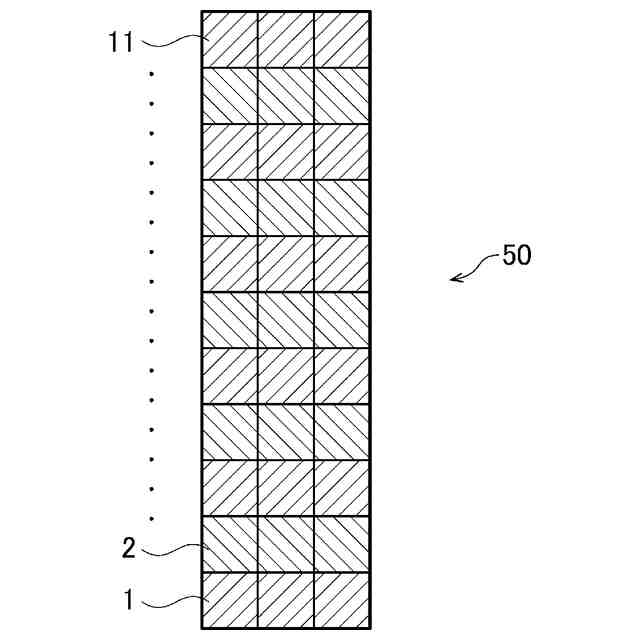
シールドガスを供給しつつ、請求項1~3のいずれか1項に記載のソリッドワイヤを溶融させて、溶着ビードを形成する工程を繰り返し、複数の前記溶着ビードを積層する積層工程を有することを特徴とする、積層造形物の製造方法。
【請求項6】
前記積層工程は、
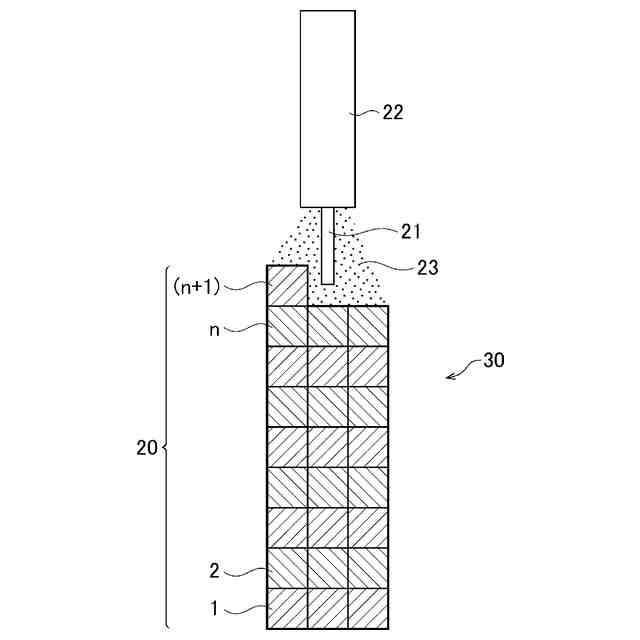
第n層目の溶着ビードを形成するn層ビード形成工程と、
前記n層ビード形成工程の後に、前記第n層目の溶着ビードの表面に形成されるスラグを除去することなく、第(n+1)層目の溶着ビードを形成する(n+1)層ビード形成工程と、を有することを特徴とする、請求項5に記載の積層造形物の製造方法。
【請求項7】
シールドガスを供給しつつ、請求項1~3のいずれか1項に記載のソリッドワイヤを溶融させて、溶接金属を形成する工程を繰り返し、複数の前記溶接金属を積層する多層盛溶接工程を有することを特徴とする、多層盛溶接方法。
【請求項8】
前記多層盛溶接工程は、
第n層目の溶接金属を形成するn層溶接金属形成工程と、
前記n層溶接金属形成工程の後に、前記第n層目の溶接金属の表面に形成されるスラグを除去することなく、第(n+1)層目の溶接金属を形成する(n+1)層溶接金属形成工程と、を有することを特徴とする、請求項7に記載の多層盛溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ソリッドワイヤ、積層造形物の製造方法及び多層盛溶接方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
近年、強度及び靱性等の向上を図った鉄鋼材料が種々開発されている。これら鉄鋼材料を使用した部材の溶接には、高能率の溶接が可能であるソリッドワイヤを使用したガスシールドアーク溶接が多用されている。
【0003】
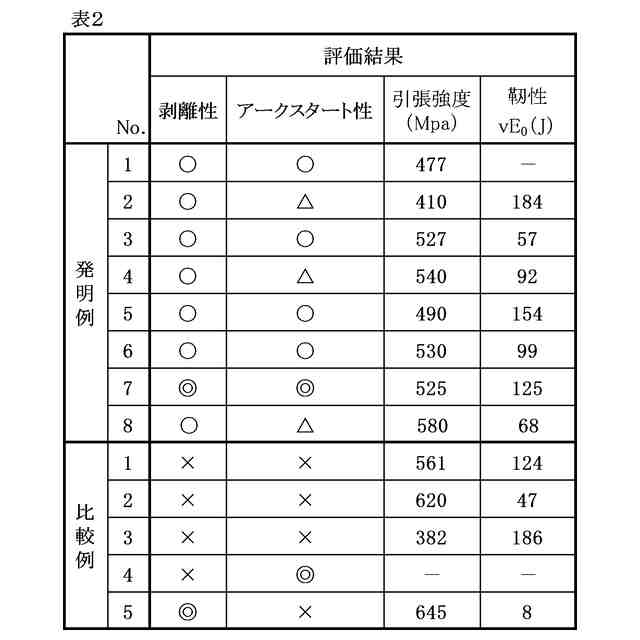
ガスシールドアーク溶接は、アークを発生させながら、アークでワイヤを溶融させて溶接金属を形成する溶接方法であるが、この溶接時において、形成される溶接金属の表面には酸化物(スラグ)が付着する。特に、多層のビードを積層して溶接金属を形成する場合に、スラグを放置した状態であると、溶接金属中にスラグが混入して、所望の特性を有する溶接金属を得ることができない。また、ガスシールドアーク溶接によって多層のビードを積層する場合に、表面に形成されたスラグによってアークが不安定になることや、アークが途切れることがある。
【0004】
ところで、溶接に使用されるワイヤは、「付加製造」(Additive Manufacturing)技術、より具体的には金属積層造型(WAAM:Wire and Arc-based Additive Manufacturing)技術にも適用することができる。したがって、このような付加製造の分野においても、溶接の場合と同様に、スラグの混入による金属特性の低下や、アーク安定性の低下が発生する。なお、付加製造という用語は、広義では「積層造形」又は「ラピットプロトタイピング」の用語で用いられることがあり、本願明細書においては、統一して「積層造形」の用語を用いる。
【0005】
上記のように、溶接中又は積層造形物の製造中に、溶接金属の表面にスラグが発生することにより、溶接金属に問題が発生したり、溶接作業性が低下したりするため、スラグは容易に除去されることが好ましい。そこで、従来よりスラグの剥離性を向上させることを目的として、種々のワイヤが提案されている。
【0006】
例えば、特許文献1には、溶接用鋼ワイヤの素材である鋼素線の成分のうちの、Mn含有量を低く抑え、Si含有量を高くするとともに、(Si含有量)/(Mn含有量)の値を1.2以上とした、炭酸ガスシールドアーク溶接用鋼ワイヤが開示されている。また、上記特許文献1に記載のワイヤは、スラグを微細に剥離させる作用を有するREM(Rare Earth Metal:希土類金属)を、0.015~0.100質量%の範囲で含有している。
【0007】
また、特許文献2には、スラグを生成させる元素であるSiとMnとの含有量の比を適切に調整することにより、スラグの発生量を低減することができることが記載されている。そして、上記特許文献2に記載のガスシールドアーク溶接用ワイヤにおいては、(Si含有量)/(Mn含有量)の値を0.40乃至0.90としている。さらに、特許文献3には、ビ-ド界面にBiが集積することで、スラグ剥離性が著しく改善することが記載されている。そこで、上記特許文献3に記載のガスシールドアーク溶接用ソリッドワイヤは、Biを0.01~0.3%の範囲で含有するとともに、(S含有量)+(Bi含有量)を0.03~0.2%に制限している。
【先行技術文献】
【特許文献】
【0008】
特開2004-249352号公報
特開平11-320178号公報
特開2003-311471号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記特許文献1及び3に記載のワイヤは、高価なREMや、有害なBi等の合金成分を含有しているが、このような合金成分をワイヤに意図的に含有させることは望ましくない。また、特許文献1に記載のワイヤは、Si含有量を高めに設定しているが、極端な高Siへの制御は、溶接金属の特性悪化につながるため、好ましくない。また、特許文献2には、(Si含有量)/(Mn含有量)を制御することで、スラグの剥離性の改善とスラグ量低減を両立することが提案されているが、本願発明者等はさらに、スラグ剥離性と機械特性の改善のために検討を行った。
【0010】
本発明は、上記課題に鑑みてなされたものであり、特殊な合金成分を添加することなく、鋼材中に一般的に含有される成分の制御のみによって、スラグ剥離性をより一層向上させることができるとともに、溶接金属の特性や作業性を向上させることができるソリッドワイヤ、及び該ソリッドワイヤを使用した積層造形物の製造方法及び多層盛溶接方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め装置
21日前
株式会社FUJI
工作機械
13日前
株式会社FUJI
工作機械
25日前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
日進工具株式会社
エンドミル
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社ダイヘン
溶接装置
14日前
住友重機械工業株式会社
加工装置
18日前
株式会社ダイヘン
溶接装置
14日前
株式会社不二越
超硬合金製ドリル
2か月前
有限会社 ナプラ
ソルダペースト
18日前
株式会社ダイヘン
溶接装置
3か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
トヨタ自動車株式会社
溶接マスク
21日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社不二越
摩耗判定装置
1か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
通り穴加工用タップ
2か月前
日東精工株式会社
はんだこて先の製造方法
2か月前
株式会社不二越
波形抽出装置
1か月前
個人
管の切断装置及び管の切断方法
2か月前
株式会社ジャノメ
インサート挿入装置
1か月前
株式会社FUJI
周辺装置制御用治具
2か月前
株式会社アドウェルズ
超音波加工装置
2か月前
株式会社IHI
支持機構
25日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ