TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025069975
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023179950
出願日
2023-10-19
発明の名称
超音波加工装置
出願人
株式会社アドウェルズ
代理人
個人
主分類
B23K
20/10 20060101AFI20250424BHJP(工作機械;他に分類されない金属加工)
要約
【課題】簡単な構成により、加工後のリチウム箔の加工ツールへの付着を防止して、加工ツールの長寿命化を図り良好な加工を長期にわたって維持できるようにする。
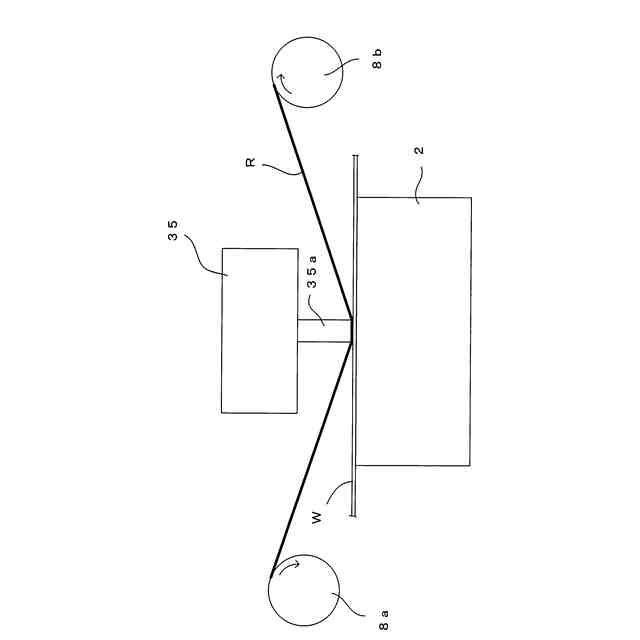
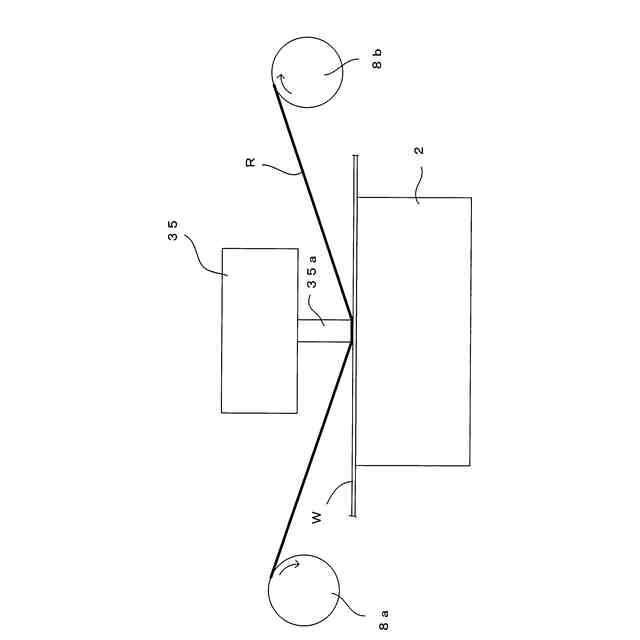
【解決手段】支持体2に支持されたリチウム箔を含む被加工物Wと加工ツール35aとの間に、HDPE(高密度ポリエチレン)製の樹脂シートから成る樹脂材Rを介在させる。これにより、被加工物Wの加工時に加工ツール35aが加圧手段により押圧されたときに、加工を終えるまで樹脂材Rが破断することなく十分に伸び、被加工物Wのリチウム箔が加工ツール35aに付着するのを防止することができる。
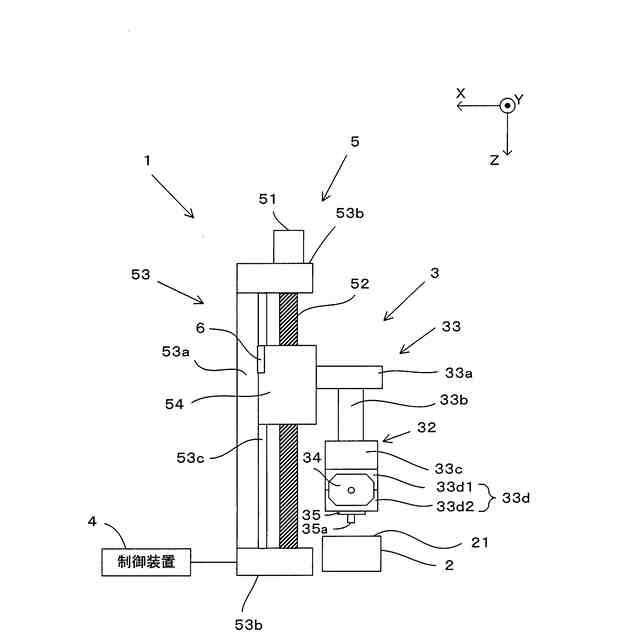
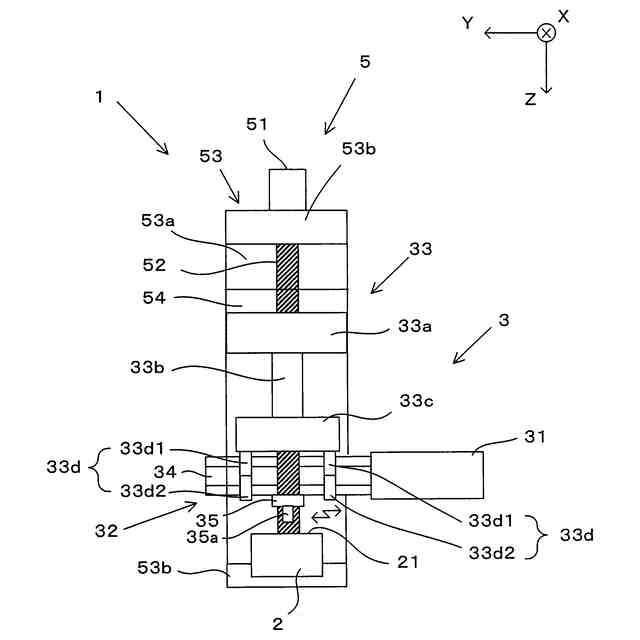
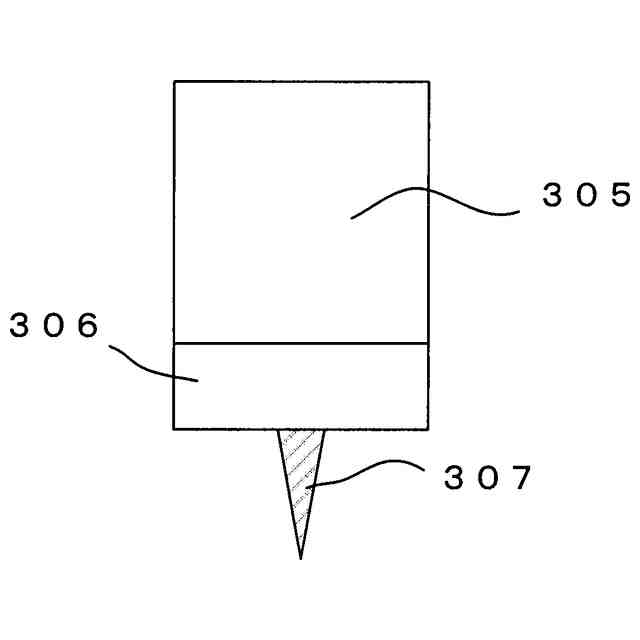
【選択図】図3
特許請求の範囲
【請求項1】
超音波振動を印加しながらリチウム箔を含む被加工物を押圧して加工する超音波加工装置において、
前記被加工物を支持する支持体と、
前記支持体に支持された前記被加工物を押圧する押圧体の押圧面に設けられ前記被加工物を加工する加工ツールと、
前記加工ツールに超音波振動を与える振動子及びブースタを有する超音波振動手段と、
前記押圧体を加圧し超音波振動する前記加工ツールと前記支持体との間に挟持された前記被加工物を前記支持体に対して押圧する加圧手段とを備え、
前記支持体に支持された前記被加工物と前記加工ツールとの間に、500%以上の機械的性質の伸び率を有する樹脂材を介在させる
ことを特徴とする超音波加工装置。
続きを表示(約 980 文字)
【請求項2】
前記樹脂材は、巻回ロールに巻回された樹脂シートにより構成され、
前記巻回ロールから前記樹脂シートを繰り出して前記被加工物と前記加工ツールとの間に介挿する繰り出す繰出手段と、
前記被加工物と前記加工ツールとの間に介挿された前記樹脂シートを巻取ロールに巻き取る巻取手段と
を備えることを特徴とする請求項1に記載の超音波加工装置。
【請求項3】
前記樹脂材が、前記加工ツールの下面に貼り付けられていることを特徴とする請求項1に記載の超音波加工装置。
【請求項4】
前記樹脂材が、前記加工ツールの表面にコーティングされていることを特徴とする請求項1に記載の超音波加工装置。
【請求項5】
前記加工ツールが前記被加工物を切断する切断刃であり、
前記切断刃が前記樹脂材により形成されていることを特徴とする請求項1に記載の超音波加工装置。
【請求項6】
前記樹脂材は、機械的圧縮強度が60MPa以下であることを特徴とする請求項1ないし請求項5のいずれか1項に記載の超音波加工装置。
【請求項7】
前記樹脂材は、引張り弾性率が2000MPa以下であることを特徴とする請求項1ないし請求項5のいずれか1項に記載の超音波加工装置。
【請求項8】
前記樹脂材は、引張り弾性率が2000MPa以下であることを特徴とする請求項6に記載の超音波加工装置。
【請求項9】
超音波振動を印加しながらリチウム箔を含む被加工物を押圧して加工する超音波加工装置において、
前記被加工物を支持する支持体と、
前記支持体に支持された前記被加工物を押圧する押圧体の押圧面に設けられ前記被加工物を加工する加工ツールと、
前記加工ツールに超音波振動を与える振動子及びブースタを有する超音波振動手段と、
前記押圧体を加圧し超音波振動する前記加工ツールと前記支持体との間に挟持された前記被加工物を前記支持体に対して押圧する加圧手段とを備え、
前記支持体に支持された前記被加工物と前記加工ツールとの間に、100Mpa以下の引張り強度を有する樹脂材を介在させる
ことを特徴とする超音波加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、超音波振動を印加しながらリチウム箔を含む被加工物を押圧して加工する超音波加工装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、被加工材であるリチウム箔を切断する場合、例えば特許文献1に記載の装置により切断することが提案されている。切断後のリチウム箔が切断刃に付着し易いことから、付着を防止するための対策が取られており、特許文献1に記載の装置では、下刃と上刃でリチウム箔を切断するときに、下刃と上刃との間に隙間が形成されるようにして、切断後のリチウム箔の巻き込みを防止してリチウム箔が刃先に付着することを防止している。
【先行技術文献】
【特許文献】
【0003】
特開平7-124816号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記した従来装置は下刃と上刃でリチウム箔を切断する構成であるが、超音波振動する切断刃によりリチウム箔を切断する場合においても、リチウム箔が付着したままの切断刃により切断するとリチウム箔を切断できなくなり、切断刃自体を交換する必要が生じて切断刃の寿命が短くなる。そのため、超音波振動する切断刃によりリチウム箔を切断する装置において、有効な付着防止策が望まれている。なお、超音波振動によりリチウム箔を接合する場合にも、上記した切断と同様の課題がある。
【0005】
本発明は、上記した課題に鑑みてなされたものであり、簡単な構成により、加工後のリチウム箔の加工ツールへの付着を防止して、加工ツールの長寿命化を図り良好な加工を長期にわたって維持できるようにすることを目的とする。
【課題を解決するための手段】
【0006】
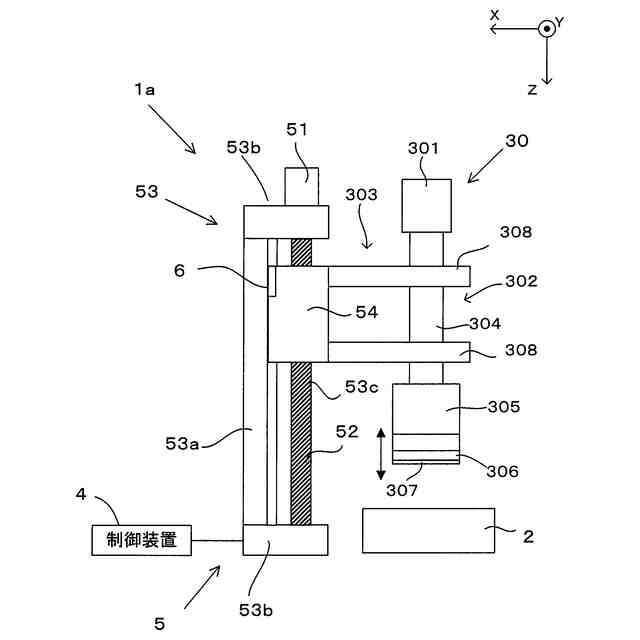
上記した課題を解決するために、本発明に係る超音波加工装置は、超音波振動を印加しながらリチウム箔を含む被加工物を押圧して加工する超音波加工装置において、前記被加工物を支持する支持体と、前記支持体に支持された前記被加工物を押圧する押圧体の押圧面に設けられ前記被加工物を加工する加工ツールと、前記加工ツールに超音波振動を与える振動子及びブースタを有する超音波振動手段と、前記押圧体を加圧し超音波振動する前記加工ツールと前記支持体との間に挟持された前記被加工物を前記支持体に対して押圧する加圧手段とを備え、前記支持体に支持された前記被加工物と前記加工ツールとの間に、500%以上の機械的性質の伸び率を有する樹脂材を介在させることを特徴としている。
【0007】
樹脂材の機械的性質の伸び率が500%より低い値であると、加工のために加工ツールが押圧されたときに樹脂材が破断し、被加工物のリチウム箔が加工ツールに付着して加工ツールを継続使用できない状態になり、加工ツールを新たに交換する必要が生じるが、本願発明者は、樹脂材の機械的性質の伸び率が500%以上であれば、加工のために加工ツールが押圧されたときに樹脂材が破断せず、被加工物のリチウム箔の加工ツールへの付着を防止できることを見出した。
【0008】
そこで上記したように、支持体に支持された被加工物と加工ツールとの間に、500%以上の機械的性質の伸び率を有する樹脂材を介在させるようにした。その結果、加工時に加工ツールが加圧手段により押圧されたときに、加工を終えるまで樹脂材が破断することなく十分に伸び、被加工物のリチウム箔が加工ツールに付着することを防止でき、付着により加工ツールを継続使用できなくなるのを未然に防止することが可能になり、加工ツールの長寿命化を図り良好な加工を長期にわたって維持することができるようになった。このとき、樹脂材としては、高密度ポリエチレン(HDPE)またはポリプロピレン(PP)から成るとよい。
【0009】
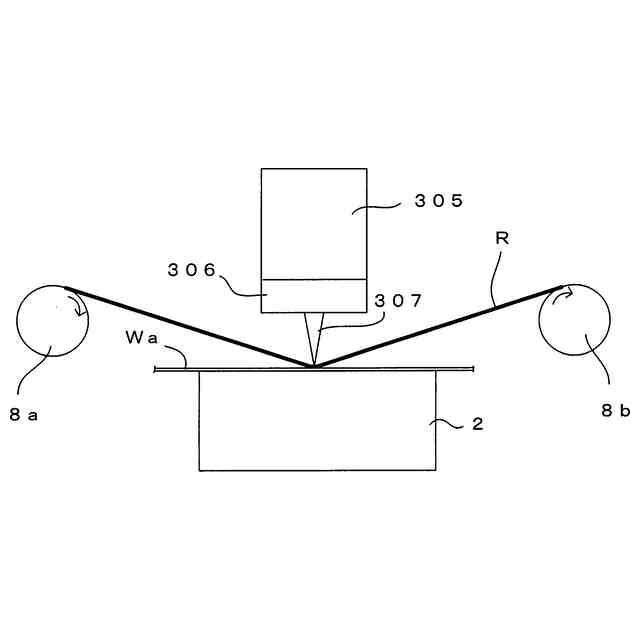
また、前記樹脂材は、巻回ロールに巻回された樹脂シートにより構成され、前記巻回ロールから前記樹脂シートを繰り出して前記被加工物と前記加工ツールとの間に介挿する繰り出す繰出手段と、前記被加工物と前記加工ツールとの間に介挿された前記樹脂シートを巻取ロールに巻き取る巻取手段とを備えているとよい。
【0010】
この構成によれば、繰出手段により、巻回ロールから樹脂材である樹脂シートを繰り出して被加工物と加工ツールとの間に介挿し、巻取手段により、被加工物と加工ツールとの間に介挿された樹脂シートを巻取ロールに巻き取るため、支持体に支持された被加工物と加工ツールとの間に、500%以上の機械的性質の伸び率を有する樹脂材を介在させることができ、しかも樹脂シートの繰り出し及び巻き取りによって、被加工物と加工ツールとの間の樹脂シートが加工により損傷した場合であっても、常に損傷度合いの少ない樹脂シートを被加工物と加工ツールとの間に介在させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
2か月前
株式会社不二越
ドリル
3か月前
株式会社ダイヘン
溶接電源装置
6日前
日東精工株式会社
ねじ締め装置
1か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
8日前
株式会社FUJI
工作機械
3か月前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
4か月前
株式会社FUJI
工作機械
23日前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
株式会社アンド
半田付け方法
2か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
日進工具株式会社
エンドミル
3か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
2か月前
大見工業株式会社
ドリル
1日前
ブラザー工業株式会社
工作機械
3か月前
ブラザー工業株式会社
工作機械
3か月前
トヨタ自動車株式会社
接合方法
3か月前
株式会社FUJI
チャック装置
4か月前
村田機械株式会社
レーザ加工機
2か月前
大肯精密株式会社
自動送り穿孔機
3か月前
住友重機械工業株式会社
加工装置
28日前
株式会社ダイヘン
溶接装置
24日前
株式会社コスメック
クランプ装置
4か月前
有限会社 ナプラ
ソルダペースト
28日前
大和ハウス工業株式会社
溶接方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ

































