TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025032655
公報種別
公開特許公報(A)
公開日
2025-03-12
出願番号
2023138064
出願日
2023-08-28
発明の名称
溶接方法
出願人
大和ハウス工業株式会社
代理人
個人
主分類
B23K
37/06 20060101AFI20250305BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接の作業効率の低下を回避しつつ溶接時の溶融金属の孔部内への流れ込みを抑止できる溶接方法を提供する。
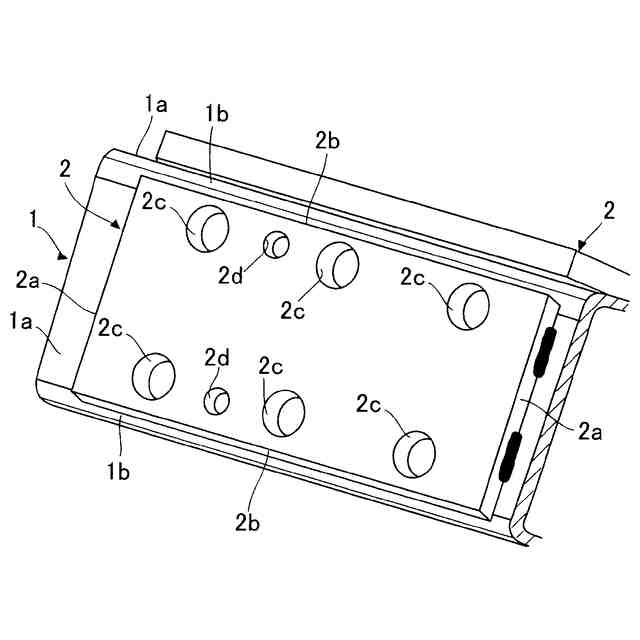
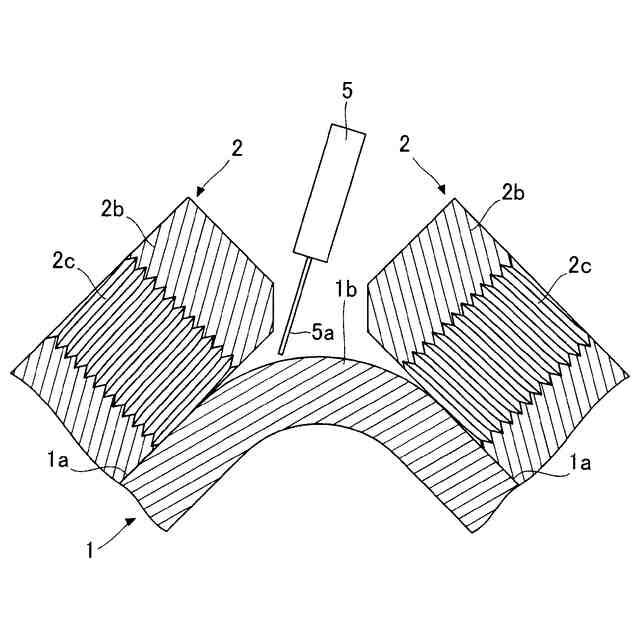
【解決手段】この溶接方法は、第1部材であるの角形鋼管1の曲面角部1bと、縁部位2bの近傍にボルト孔2cを有しており、縁部位2bが曲面角部1b側にはみ出て且つボルト孔2cの下端の一部が曲面角部1bに臨んで閉鎖されない状態で位置する第2部材である梁接続用板材2における上記縁部位2bと、を溶接によって接合する溶接方法であって、上記ボルト孔2cに棒状部材3を差し込んだ状態で溶接する。
【選択図】図3
特許請求の範囲
【請求項1】
第1部材の曲面角部と、
縁部位の近傍にボルト孔を有しており、上記縁部位が上記曲面角部側にはみ出て且つ上記ボルト孔の下端の一部が上記曲面角部に臨んで閉鎖されない状態で位置する第2部材における上記縁部位と、
を溶接によって接合する溶接方法であって、
上記ボルト孔に棒状部材を差し込んだ状態で溶接することを特徴とする溶接方法。
続きを表示(約 420 文字)
【請求項2】
請求項1に記載の溶接方法において、上記第2部材は上記縁部位の近傍にシノ孔を有しており、上記シノ孔にもシノ孔用の棒状部材を差し込んだ状態で溶接することを特徴とする溶接方法。
【請求項3】
請求項1または請求項2に記載の溶接方法において、上記棒状部材は熱伝導率が200W/m・k以上の金属を有して構成されることを特徴とする溶接方法。
【請求項4】
請求項1または請求項2に記載の溶接方法において、上記棒状部材は融点が1500℃以上の金属を有して構成されることを特徴とする溶接方法。
【請求項5】
請求項1または請求項2に記載の溶接方法において、上記棒状部材はセラミック材からなることを特徴とする溶接方法。
【請求項6】
請求項1または請求項2に記載の溶接方法において、上記第1部材は角形鋼管であり、上記第2部材は梁接続用板材であることを特徴とする溶接方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、角形鋼管柱等にエンドプレート等を溶接する処理に用いることができる溶接方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、柱梁接合構造において、補強当て板が角形鋼管柱の外側の幅と略同じ幅であり、上記補強当て板の左右縁部と上記角形鋼管柱の外側の曲面角部との隙間に溶接を施す柱梁接合方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2018-162554号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ボルト孔が、上記補強当て板やエンドプレート等の梁接続用板材における上記角形鋼管柱の外側の曲面角部に近い位置に形成されており、且つ当該ボルト孔の下端の一部が上記曲面角部に臨んで閉鎖されない態様において、上記梁接続用板材と上記曲面角部との間の奥側(上記ボルト孔の上記曲面角部に臨む個所の近傍)を狙って、深い溶け込みが得られるような溶接を行うと、溶融金属が上記ボルト孔内に流れ込むおそれがある。
【0005】
一方、上記溶融金属の上記ボルト孔内への流れ込みを抑止するために、このボルト孔にボルトを一時的にねじ込む対策がある。しかしながら、このような対策では、上記溶融金属によって上記ボルトが上記梁接続用板材に接合されて当該ボルトが上記ボルト孔から抜き取り難くなるおそれがある。そして、このような場合に、上記ボルトを上記ボルト孔から無理に抜き取ると、このボルト孔の螺子山が損傷するおそれがある。さらに、上記ボルトを一々回して上記ボルト孔に出し入れする作業は、比較的時間がかかり、作業効率が低下する問題がある。
【0006】
この発明は、上記の事情に鑑み、溶接の作業効率の低下を回避しつつ溶接時の溶融金属のボルト孔内への流れ込みを抑止できる溶接方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
この発明の溶接方法は、上記課題を解決するために、第1部材の曲面角部と、縁部位の近傍にボルト孔を有しており、上記縁部位が上記曲面角部側にはみ出て且つ上記ボルト孔の下端の一部が上記曲面角部に臨んで閉鎖されない状態で位置する第2部材における上記縁部位と、を溶接によって接合する溶接方法であって、上記ボルト孔に棒状部材を差し込んだ状態で溶接することを特徴とする。
【0008】
上記の方法であれば、上記ボルト孔に上記棒状部材を差し込んだ状態で、上記縁部位と上記曲面角部との間を溶接するので、溶融金属が上記ボルト孔内に流れ込むのを抑止できる。そして、上記ボルト孔への上記棒状部材の差し込みおよびその抜き取りの作業には、当該棒状部材の回転操作は必要ないので、従来のように、ボルトを一々回す作業を要する場合の作業効率の低下を回避することができ、また、上記ボルト孔の損傷も抑制できる。
【0009】
上記第2部材は上記縁部位の近傍にシノ孔を有しており、上記シノ孔にもシノ孔用の棒状部材を差し込んだ状態で溶接してもよい。
【0010】
上記棒状部材は熱伝導率が200W/m・k以上の金属を有して構成されていてもよい。これによれば、上記ボルト孔内に至った溶融金属が上記棒状部材に接触しても、上記棒状部材の温度上昇が抑制されるので、当該棒状部材が溶融して溶接個所に接合されるのを回避できる。また、溶接個所の周囲の熱の逃げが良好でないと、溶接個所が徐冷されて焼きなまし状態が生じるおそれがあるが、上記棒状部材の熱伝導率が高いと、溶接個所の周囲の熱が逃げ易くなり(温度が上がり難くなり)、上記焼きなまし状態が生じるのを回避できる。また、このように上記棒状部材の熱伝導率が高いと、上記溶接個所に大入熱を行って深い溶け込み溶接を実現することが容易になる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
23日前
株式会社不二越
ドリル
29日前
日東精工株式会社
ねじ締め機
15日前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
2日前
株式会社不二越
ドリル
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社アンド
半田付け方法
29日前
株式会社アンド
半田付け方法
29日前
日進工具株式会社
エンドミル
1か月前
株式会社トヨコー
被膜除去方法
17日前
村田機械株式会社
レーザ加工機
16日前
株式会社FUJI
チャック装置
2か月前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
接合方法
1か月前
村田機械株式会社
レーザ加工機
16日前
ブラザー工業株式会社
工作機械
2か月前
大肯精密株式会社
自動送り穿孔機
1か月前
トヨタ自動車株式会社
溶接ヘッド
2日前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
トヨタ自動車株式会社
溶接ヘッド
3日前
株式会社不二越
管用テーパタップ
2か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社プロテリアル
金属箔の溶接方法
2か月前
株式会社不二越
スカイビングカッタ
1か月前
日東精工株式会社
はんだこて先の製造方法
2日前
日東精工株式会社
はんだこて先の製造方法
1か月前
個人
管の切断装置及び管の切断方法
1か月前
オーエスジー株式会社
ドリル
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ

































