TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025043433
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2023150685
出願日
2023-09-19
発明の名称
ドリル
出願人
オーエスジー株式会社
代理人
個人
,
個人
主分類
B23B
51/00 20060101AFI20250325BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切り屑の細分化を図ると共にチッピングの誘発を抑制できるドリルを提供する。
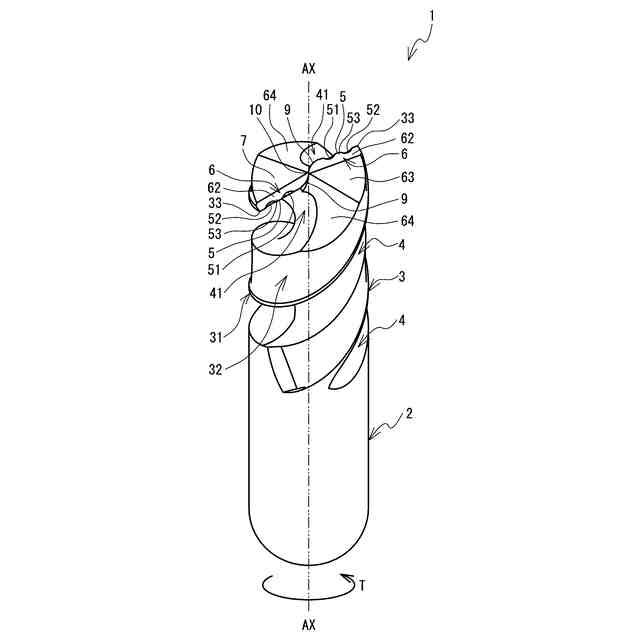
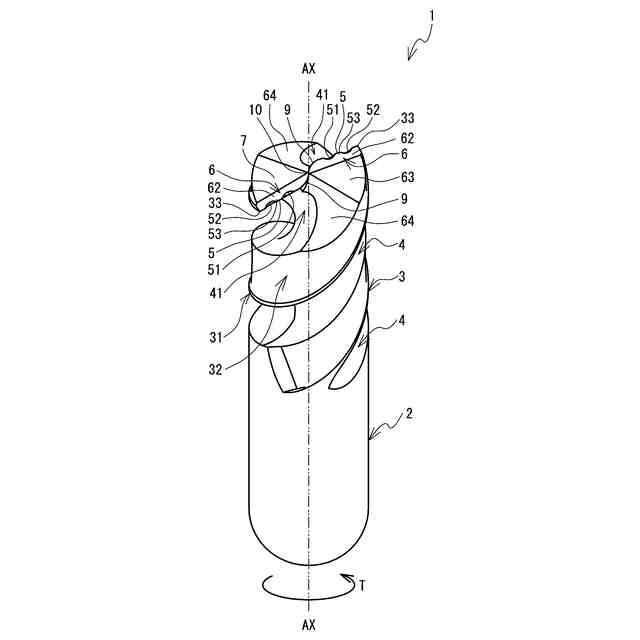
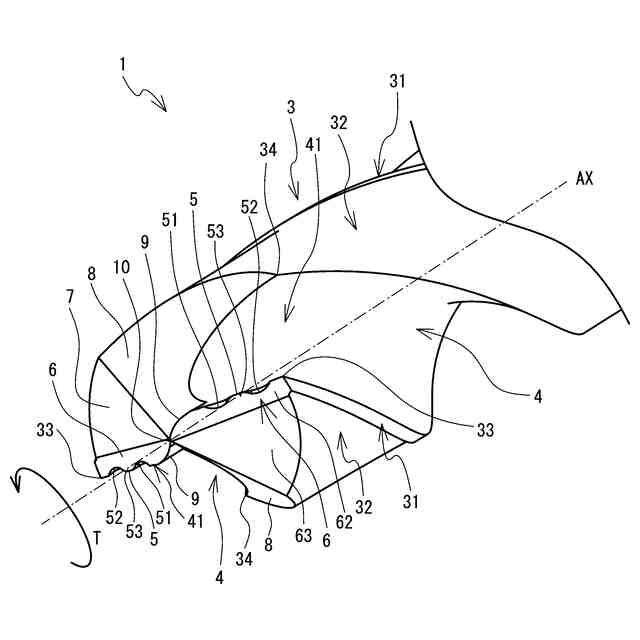
【解決手段】ドリル1は軸心AXを中心に延びるボディ3を備える。ボディ3の外周面31には2条の捩れ溝4が設けられる。捩れ溝4はボディ3の先端部から基端部へ向けて外周面31に螺旋状に設けられる。ボディ3の先端部には2枚の切れ刃5が設けられる。切れ刃5は回転方向T側を向く捩れ溝4の内面41と、逃げ面6との稜線部分に設けられる。切れ刃5にはシンニング刃9が設けられる。シンニング刃9は切れ刃5のうちボディ3の径方向内側の端部から径方向外側に延びる。切れ刃5のうちシンニング刃9の径方向外側の端部とボディ3の外周面31との間の所定部分には、2つの円弧状の窪み部51,52が設けられる。窪み部51,52は切れ刃5に対して、捩れ溝4の捩れ角の方向に対して交差する方向に形成される。
【選択図】図3
特許請求の範囲
【請求項1】
軸心を中心に延びるボディと、
前記ボディの先端部から基端部へ向けて前記ボディの外周面に螺旋状に設けられる複数の捩れ溝と、
前記ボディの回転方向側を向く前記捩れ溝の内面と、前記先端部における前記ボディの逃げ面との稜線部分に設けられた切れ刃と、
前記切れ刃のうち前記ボディの径方向内側の端部から前記径方向外側に延びるシンニング刃と、
前記切れ刃のうち前記シンニング刃の前記径方向外側の端部と前記ボディの前記外周面との間の所定部分に設けられ、前記捩れ溝の捩れ角の方向に対して交差する方向に形成される円弧状の窪み部と
を備えたことを特徴とするドリル。
続きを表示(約 200 文字)
【請求項2】
前記切れ刃は複数で且つ前記ボディの軸心を中心に周方向に等間隔に並び、
複数の前記切れ刃の夫々に設けられた前記窪み部は互いに同数であること
を特徴とする請求項1に記載のドリル。
【請求項3】
前記窪み部は前記所定部分に複数設けられ、前記径方向に連続して並ぶことによって波形状を形成したこと
を特徴とする請求項1又は2に記載のドリル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドリルに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
先端に設けられた階段状の切れ刃と、前記先端の回転により前記切れ刃が切り出した切り屑を外周面に沿って排出する捩れ溝とを有し、前記切れ刃は、前記捩れ溝の端部に隣接し、前記先端の回転の中心に向かって傾斜しているドリルが知られている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2022-70465号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
切れ刃が階段状なので、その角部においてチッピングを誘発し易いという問題点があった。
【0005】
本発明の目的は、切り屑の細分化を図ると共にチッピングの誘発を抑制できるドリルを提供することである。
【課題を解決するための手段】
【0006】
本発明の一態様のドリルは、軸心を中心に延びるボディと、前記ボディの先端部から基端部へ向けて前記ボディの外周面に螺旋状に設けられる複数の捩れ溝と、前記ボディの回転方向側を向く前記捩れ溝の内面と、前記先端部における前記ボディの逃げ面との稜線部分に設けられた切れ刃と、前記切れ刃のうち前記ボディの径方向内側の端部から前記径方向外側に延びるシンニング刃と、前記切れ刃のうち前記シンニング刃の前記径方向外側の端部と前記ボディの前記外周面との間の所定部分に設けられ、前記捩れ溝の捩れ角に対して負角の方向に形成される円弧状の窪み部とを備えたことを特徴とする。
【0007】
本態様によれば、切れ刃の所定部分において、円弧状の窪み部を捩れ溝の捩れ角に対して負角の方向に形成することで、切り屑を溝すくい方向ではなく、溝すくい面に対して交差する方向に押し出すことができる。これにより切り屑が溝すくい面で止まり、窪み部において分断されるので切り屑の細分化を図ることができる。また、円弧状の窪み部を形成することで、切れ刃における切削抵抗の向きが分散されるので、ドリルの曲げ方向に働く力が分散される。これにより、加工時に生じるびびり振動を抑制できる。また、窪み部は円弧状なのでエッジのある形状に比べて負荷が集中せず、チッピングが起きにくいことから長寿命化を期待できる。また切り刃に窪み部を形成したことによって、被削材の加工面に凹凸が転写されるので、加工中においてドリルが被削材に対して拘束される。これにより、径方向におけるドリルのブレが抑制されるので、ドリルの振れ回りによる加工穴の拡大が抑制される。また、窪み部が円弧状なので、エッジのある形状に比べて、切れ刃に対して窪み部を浅く入れることができる。例えば円弧状の窪み部を軸方向に浅く入れることで、使用後の先端を詰める再研磨において先に加工されていた窪み部は除去される。これにより先に加工されていた窪み部との位置合わせを気にする煩わしさなく、再研磨後において新たに窪み部を形成できる。
【0008】
前記切れ刃は複数で且つ前記ボディの軸心を中心に周方向に等間隔に並び、複数の前記切れ刃の夫々に設けられた前記窪み部は互いに同数であってもよい。切れ刃ごとの窪み部が互いに同数なので、回転時におけるドリルのバランスを良好に保持できる。
【0009】
前記窪み部は前記所定部分に複数設けられ、前記径方向に連続して並ぶことによって波形状を形成してもよい。複数の円弧状の窪み部で波形状を形成することで、切削抵抗の向きがより分散されるので、ドリルの曲げ方向に働く力をより分散できる。これにより、加工時に生じるびびり振動を効果的に抑制できる。
【図面の簡単な説明】
【0010】
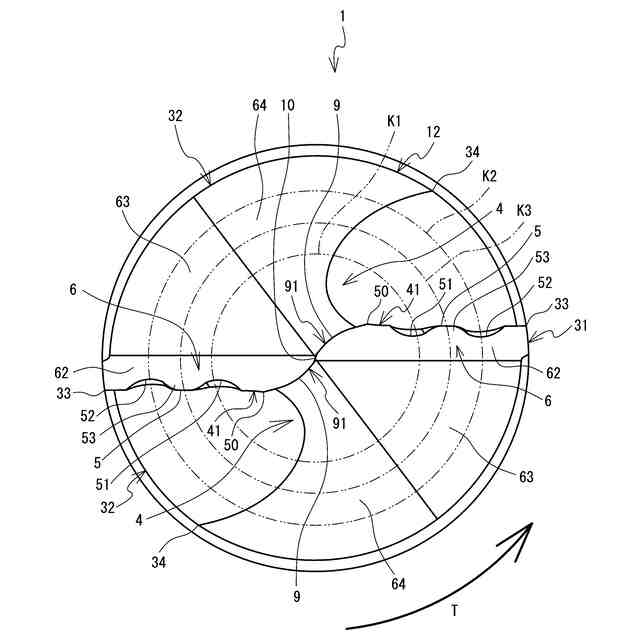
ドリル1の正面図である。
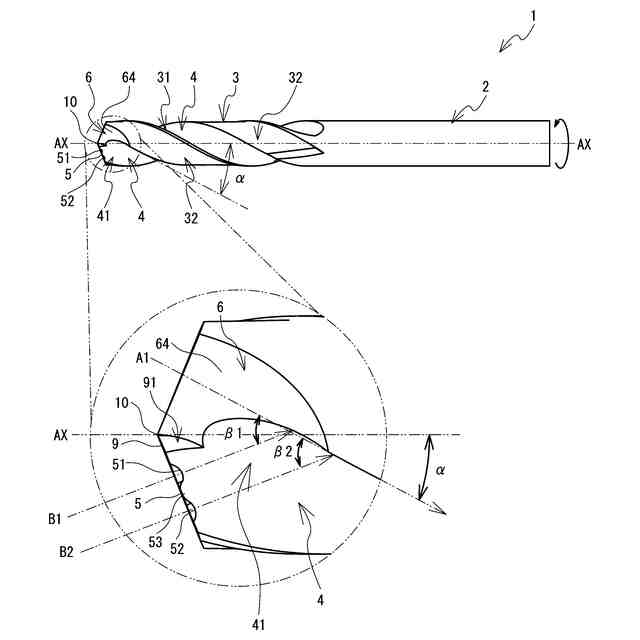
ドリル1の側面図である。
ドリル1の先端側を上にした状態の斜視図である。
ドリル1の先端側の部分拡大斜視図である。
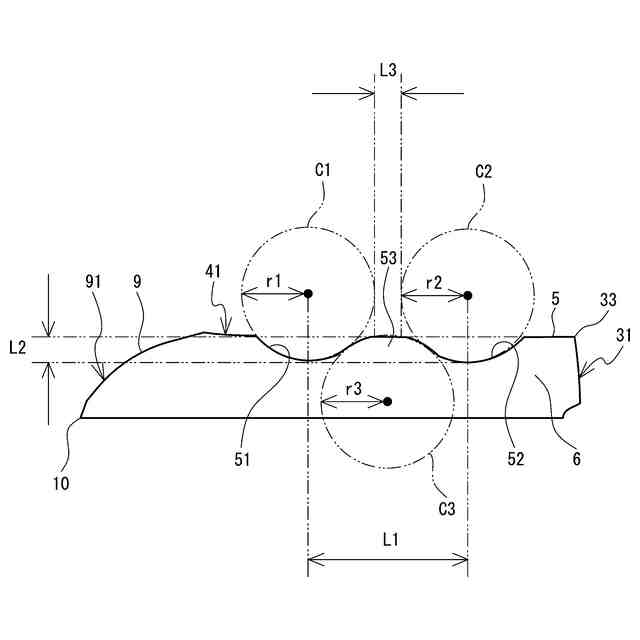
逃げ面6において切れ刃5に設けられる窪み部51,52の位置関係と各距離を示す図である。
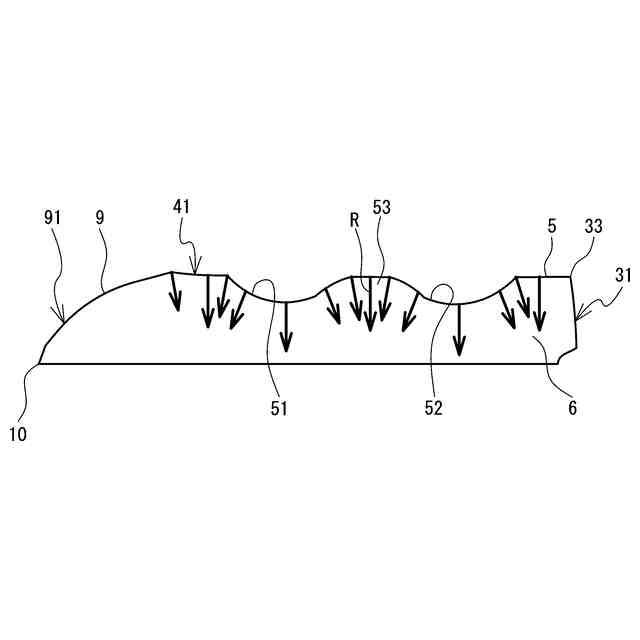
切れ刃5に生じる切削抵抗Rのイメージ図である。
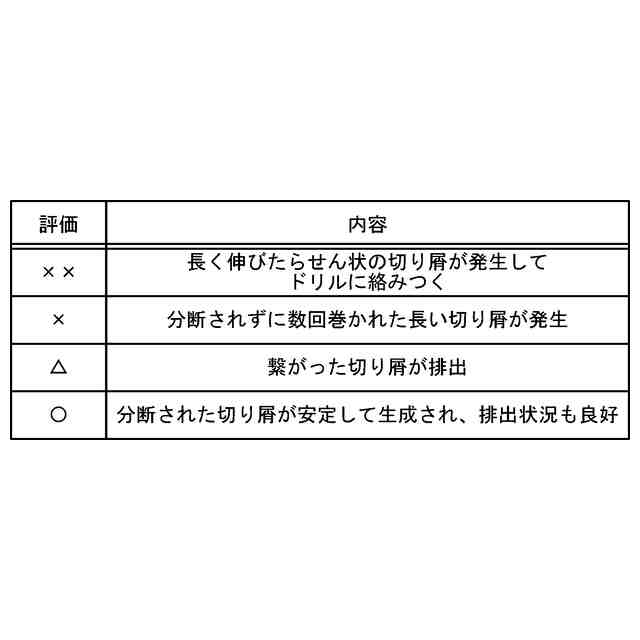
切り屑の排出状況の評価と内容を示す表である。
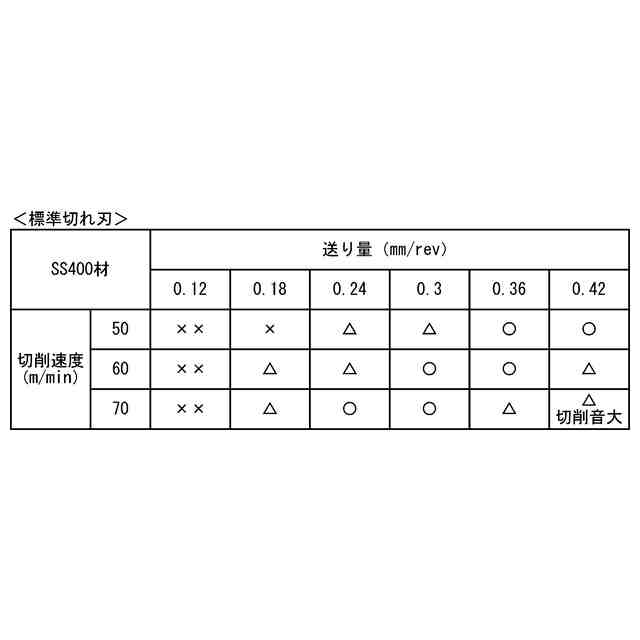
SS400材を標準切れ刃で加工したときの切り屑の排出状況の結果を示す表である。
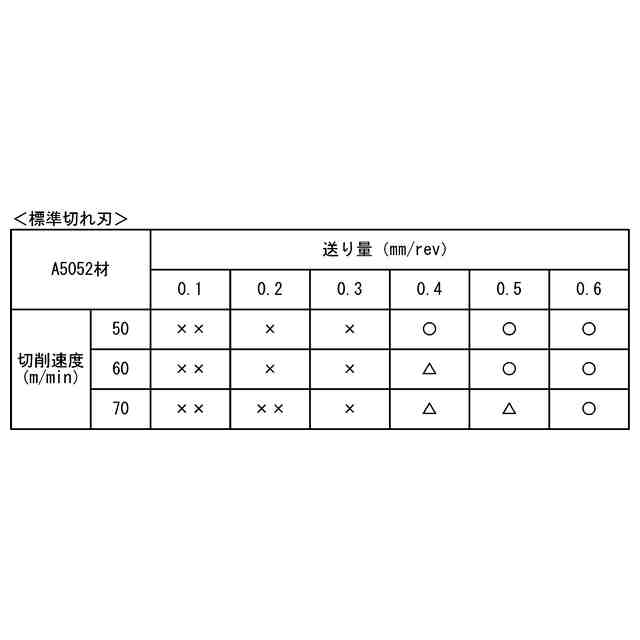
A5052材を標準切れ刃で加工したときの切り屑の排出状況の結果を示す表である。
SS400材を標準切れ刃で加工したときに発生した切り屑の写真である。
SS400材を標準切れ刃で加工した後の切れ刃の欠け状態を評価した表である。
SS400材を階段状切れ刃で加工したときの切り屑の排出状況の結果を示す表である。
A5052材を階段状切れ刃で加工したときの切り屑の排出状況の結果を示す表である。
SS400材を階段状切れ刃で加工したときに発生した切り屑の写真である。
SS400材を階段状切れ刃で加工した後の切れ刃の欠け状態を評価した表である。
SS400材を波状切れ刃で加工したときの切り屑の排出状況の結果を示す表である。
A5052材を波状切れ刃で加工したときの切り屑の排出状況の結果を示す表である。
SS400材を波状切れ刃で加工したときに発生した切り屑の写真である。
SS400材を波状切れ刃で加工した後の切れ刃の欠け状態を評価した表である。
加工穴を示す図である。
穴精度の試験結果を示すグラフである。
穴位置精度の試験結果を示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
25日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
18日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
24日前
日東精工株式会社
ねじ締め機
10日前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
2か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
株式会社アンド
半田付け方法
24日前
株式会社アンド
半田付け方法
24日前
日進工具株式会社
エンドミル
1か月前
村田機械株式会社
レーザ加工機
11日前
株式会社トヨコー
被膜除去方法
12日前
株式会社FUJI
チャック装置
2か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
接合方法
1か月前
村田機械株式会社
レーザ加工機
11日前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社不二越
管用テーパタップ
2か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社コスメック
クランプ装置
2か月前
オーエスジー株式会社
ドリル
2か月前
株式会社不二越
スカイビングカッタ
1か月前
日東精工株式会社
はんだこて先の製造方法
26日前
個人
管の切断装置及び管の切断方法
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
トヨタ自動車株式会社
レーザ加工機
2か月前
株式会社マキタ
ジグソー
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































