TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025058586
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023168601
出願日
2023-09-28
発明の名称
合金粉末の製造方法
出願人
株式会社プロテリアル
代理人
主分類
B22F
1/14 20220101AFI20250402BHJP(鋳造;粉末冶金)
要約
【課題】再利用する場合に好適な合金粉末の製造方法を提供すること。
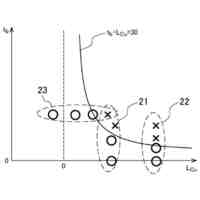
【解決手段】付加製造方法に用いる合金粉末の製造方法であって、原料粉末同士を衝突させる加工を経て合金粉末を得る加工工程を備え、前記加工工程は、高圧ガスを噴射して原料粉末同士を衝突させることで前記原料粉末表面の酸化膜を減少させ、前記原料粉末の流動度をC0、前記合金粉末の流動度をC1としたとき、合金粉末の流動度が、変化率((C0-C1)/C0×100)で20%以上であることを特徴とする合金粉末の製造方法である。
【選択図】図1
特許請求の範囲
【請求項1】
付加製造方法に用いる合金粉末の製造方法であって、
原料粉末同士を衝突させる加工を経て合金粉末を得る加工工程を備え、
前記加工工程は、
高圧ガスを噴射して原料粉末同士を衝突させることで前記原料粉末表面の酸化膜を減少させ、
前記原料粉末の流動度をC0、前記合金粉末の流動度をC1としたとき、合金粉末の流動度が、変化率((C0-C1)/C0×100)で20%以上である
ことを特徴とする合金粉末の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、合金粉末の製造方法、例えば付加製造に使用する合金粉末の再利用を目的とした合金粉末の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
金属粉末は素形材分野においては圧粉成型、粉末冶金、金属射出成型などの素材として重要な基礎材料である。金属粉末を用いるこれらの素形材技術は強度と量産性に優れるために、各種工業製品に好適に用いられる。また、近年では金属積層造形(金属三次元プリンティング)の原料にも用いられており、積層造形法により型レスでの素形材製造も可能となり、その重要度が増している。
【0003】
また昨今、環境保全の観点から金属資源の保全や有効利用することの重要性が高まってきている。例えば、特許文献1には、リサイクルされても流動性の低下を抑えることができる金属積層造形用の材料粉体及びその製造方法について、金属積層造形用の材料粉体が、未使用の材料粉体であるバージン材の粒度分布と、バージン材を所定の回数だけ金属積層造形装置においてリサイクルしたあとのリサイクル材の流動性と、に基づいて、流動性の所定の基準値以上の流動性に対応する粒度分布になるように製造されている点やバージン材にシリカ粒子が添加されていてもよいことが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-25062号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の金属積層造形用の材料粉体であっても再利用(リユース)を繰り返すと、造形性が乏しくなり、造形時にスパッタといわれる金属飛沫が生じやすくなる。その結果、積層造形体(付加製造体)に空孔などの欠陥が生じやすくなるなど、所望の造形工程を実施することが困難である可能性があった。そこで、本発明は、再利用する場合に好適な合金粉末の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、付加製造方法に用いる合金粉末の製造方法であって、原料粉末同士を衝突させる加工を経て合金粉末を得る加工工程を備え、前記加工工程は、高圧ガスを噴射して原料粉末同士を衝突させることで前記原料粉末表面の酸化膜を減少させ、前記原料粉末の流動度をC0、前記合金粉末の流動度をC1としたとき、合金粉末の流動度が、変化率((C0-C1)/C0×100)で20%以上であることを特徴とする合金粉末の製造方法である。
【0007】
また、前記原料粉末の表面に、前記原料粉末の粒径よりも小さい二次粒子が付着していることが好ましい。
【発明の効果】
【0008】
本発明によれば、再利用する場合に好適な合金粉末の製造方法を提供することができる。
【図面の簡単な説明】
【0009】
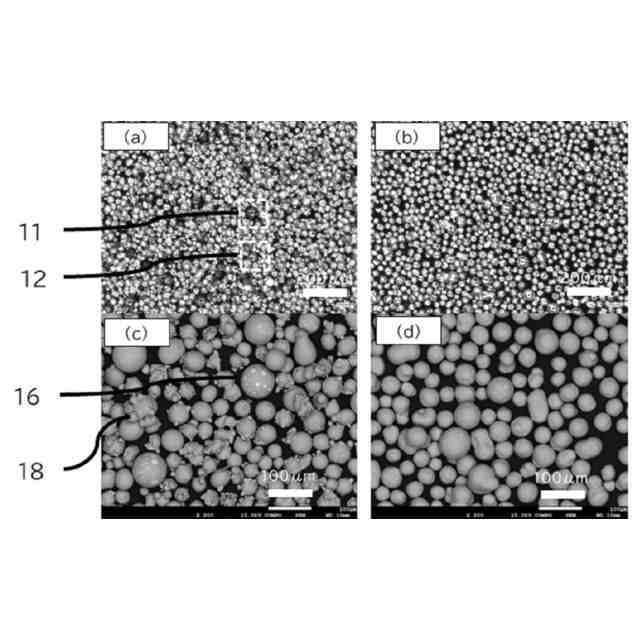
再使用を繰り返した合金粉末の光学顕微鏡像である。
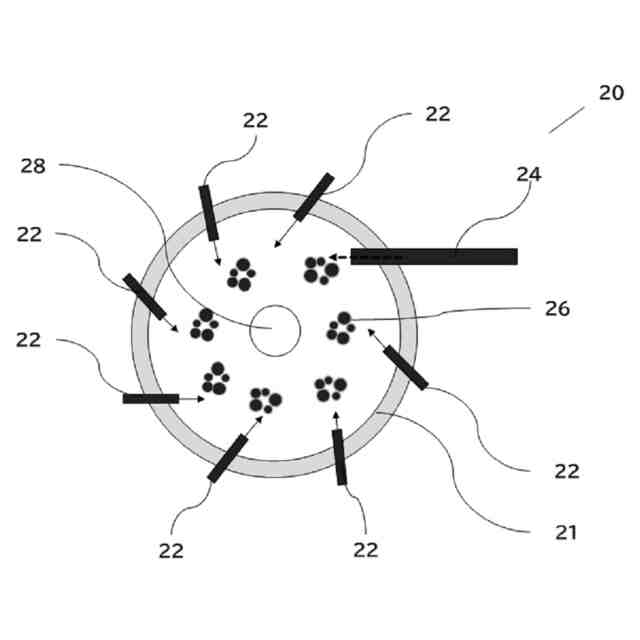
ジェットミル装置の概略図である。
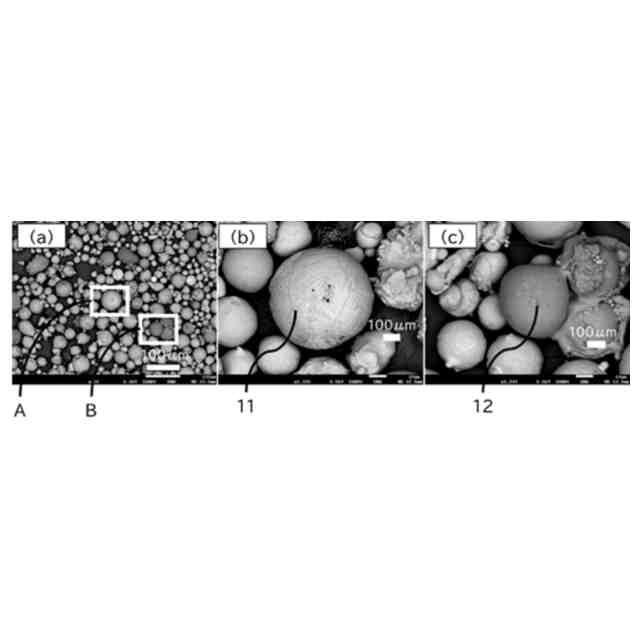
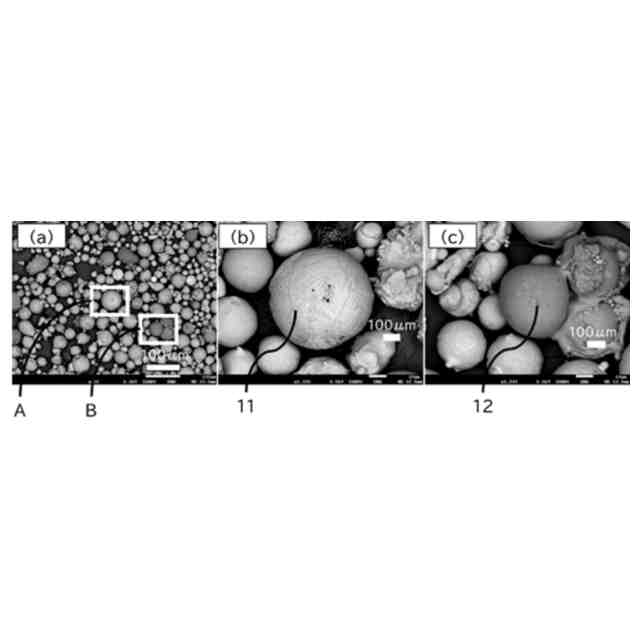
本実施例の合金粉末P1と再生合金粉末P11の光学顕微鏡像およびSTEM像である。
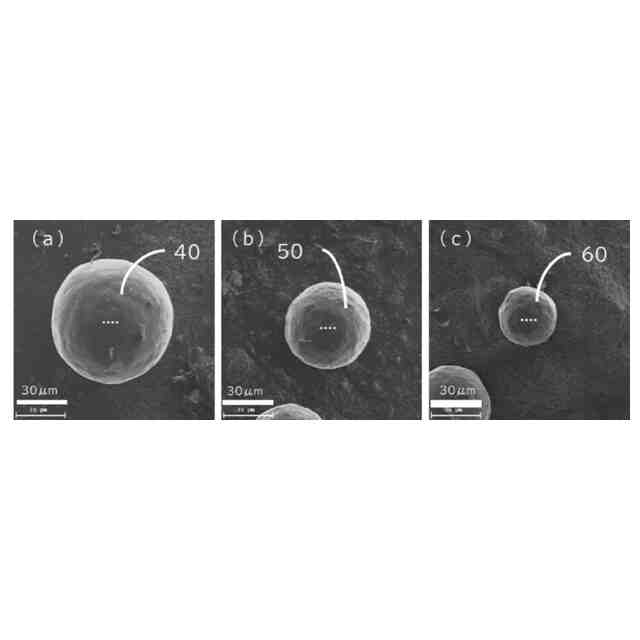
本実施例の再生合金粉末P11に含まれていた粒子を拡大したSTEM像である。
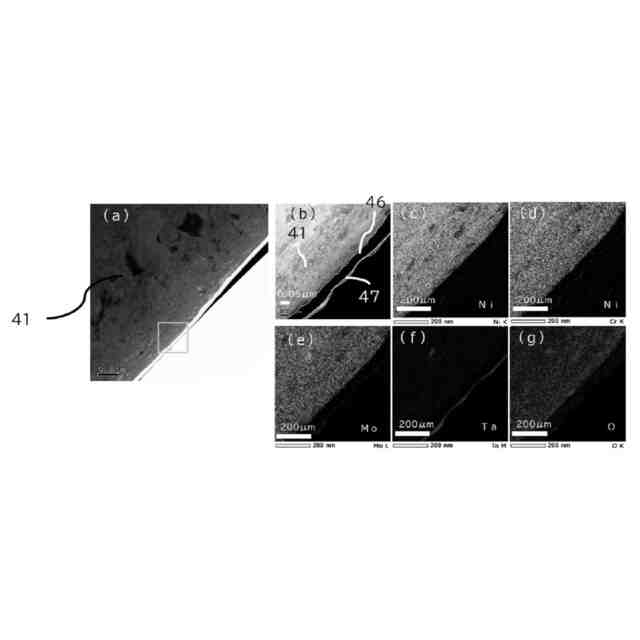
本実施例の再生合金粉末P11の暗視野像及び元素マッピング図である。
本実施例の再生合金粉末P11の暗視野像及び元素マッピング図である。
本実施例の再生合金粉末P11の暗視野像及び元素マッピング図である。
【発明を実施するための形態】
【0010】
以下、合金粉末の製造方法及び合金粉末の実施形態を詳細に説明する。まず、合金粉末の表面性状の変化が付加製造体に及ぼす影響について説明し、次に合金粉末の製造方法、次に合金粉末を用いた付加製造体の製造方法について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
3か月前
個人
ピストンの低圧鋳造金型
7か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
芝浦機械株式会社
成形システム
1か月前
トヨタ自動車株式会社
押湯入子
3か月前
大阪硅曹株式会社
無機中子用水性塗型剤
3か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
日本製鉄株式会社
モールドパウダー
1か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
株式会社キャステム
鋳造品の製造方法
7か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
旭有機材株式会社
鋳型の製造方法
4か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
トヨタ自動車株式会社
突き折り棒
6か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
株式会社浅沼技研
鋳型及びその製造方法
8か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
5か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
JFEミネラル株式会社
Ni合金粉
1か月前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
トヨタ自動車株式会社
金型冷却構造
6か月前
大同特殊鋼株式会社
鋼塊の製造方法
8か月前
株式会社プロテリアル
金属付加製造物の製造方法
8か月前
芝浦機械株式会社
溶解保持炉
25日前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
福田金属箔粉工業株式会社
Cu系粉末
5か月前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法
4日前
株式会社豊田中央研究所
積層造形装置
5か月前
住友金属鉱山株式会社
金粉の製造方法
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ