TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025016145
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023119223
出願日
2023-07-21
発明の名称
焼結部品の製造方法
出願人
ポーライト株式会社
代理人
個人
,
個人
主分類
B22F
3/24 20060101AFI20250124BHJP(鋳造;粉末冶金)
要約
【課題】 焼結部品の精度を向上する。
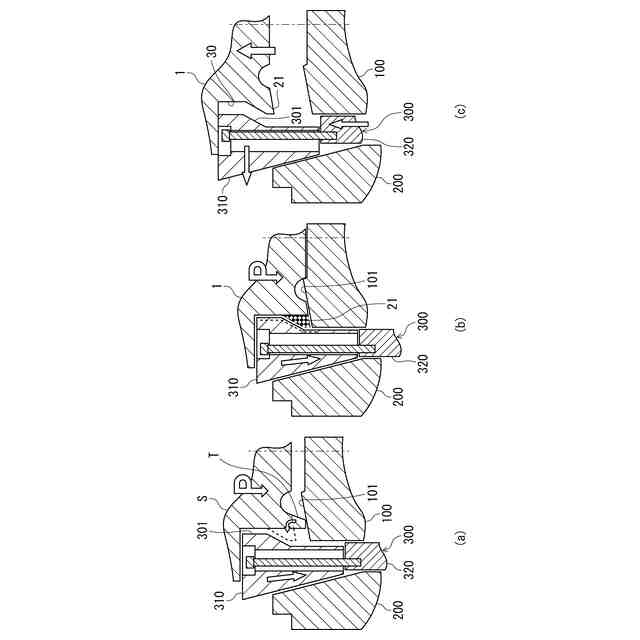
【解決手段】 本発明に係る焼結部品1の製造方法では、成形工程により、圧粉体Pの端面において突出部Tが形成され、再圧縮工程において、突出部Tを焼結体Sの側面側に押し出してアンダーカット部30を形成するにあたって、金型(下側パンチ300)によりアンダーカット部30の形状が付与される。これによって、アンダーカット部30を構成する凸部21の押出量(寸法・形状)の制御が容易となり、焼結部品1の精度を向上することが可能となる。
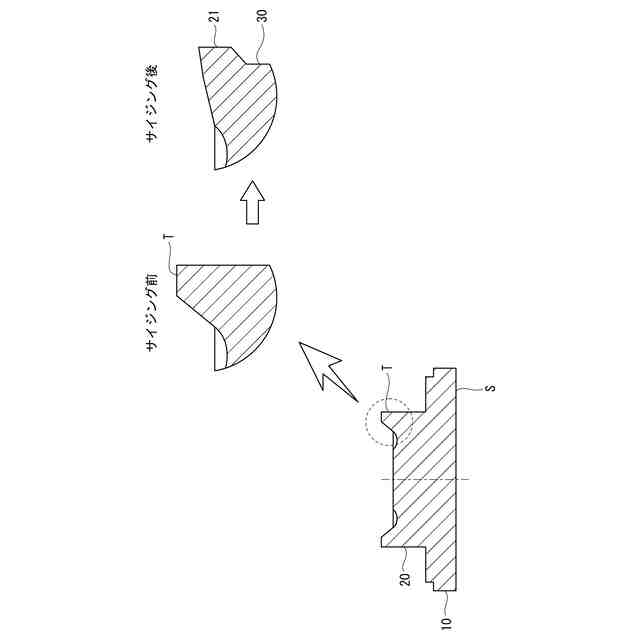
【選択図】 図5
特許請求の範囲
【請求項1】
金属粉末を含む原料を圧縮成形して圧粉体を形成する成形工程と、
前記圧粉体を焼結して焼結体を形成する焼結工程と、
前記焼結体を再圧縮する再圧縮工程と、を含み、
前記成形工程により、前記圧粉体の端面において突出部が形成され、
前記再圧縮工程において、前記突出部を前記焼結体の側面側に押し出してアンダーカット部を形成するにあたって、金型により前記アンダーカット部の形状が付与されることを特徴とする焼結部品の製造方法。
続きを表示(約 130 文字)
【請求項2】
前記焼結体の伸びは、10%以上であることを特徴とする請求項1に記載の焼結部品の製造方法。
【請求項3】
前記焼結体の硬さは、20~40HRBの範囲内であることを特徴とする請求項1又は2に記載の焼結部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アンダーカット部を有する焼結部品の製造方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
従来、粉末冶金における成形工程では、金型から部品の抜き出しが出来ない原因となる側面の凹凸(金型からの抜き出し方向に直交する方向の凹凸)をアンダーカット部と呼び、アンダーカット部を有する部品については、金型で形状を付与することができない。射出成形の分野においては、アンダーカット部の金型を分割し、抜き出し方向とは異なる方向に摺動させることで部品を抜き出すスライドと呼ばれる方法(特許文献1参照)が存在するが、金属粉末を原料とする粉末冶金では、金型強度、成形性の問題からこれを採用できない。このため、金属粉末を原料として上下よりプレス圧縮する粉末冶金法では、カシメをはじめとする再圧縮により、アンダーカット部を形成する方法が一般的となっている。
【先行技術文献】
【特許文献】
【0003】
特開2000-52384号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、再圧縮によりアンダーカット部を形成する方法では、アンダーカット部を構成する凸部の押出量(寸法・形状)の制御が難しく、高精度の焼結部品を得ることが困難となっている。
本発明の課題は、焼結部品の精度を向上することにある。
【課題を解決するための手段】
【0005】
上記課題を解決するために、第一の発明に係る焼結部品の製造方法は、金属粉末を含む原料を圧縮成形して圧粉体を形成する成形工程と、前記圧粉体を焼結して焼結体を形成する焼結工程と、前記焼結体を再圧縮する再圧縮工程と、を含み、前記成形工程により、前記圧粉体の端面において突出部が形成され、前記再圧縮工程において、前記突出部を前記焼結体の側面側に押し出してアンダーカット部を形成するにあたって、金型により前記アンダーカット部の形状が付与されることを特徴とする。
第一の発明に係る焼結部品の製造方法は、再圧縮工程において、突出部を焼結体の側面側に押し出してアンダーカット部が形成される際に、金型によりアンダーカット部の形状が付与される。これによって、アンダーカット部を構成する凸部の押出量(寸法・形状)の制御が容易となり、焼結部品の精度を向上することが可能となる。
ここで、圧粉体としては、後述する圧粉体Pが該当する。焼結体としては、後述する焼結体Sが該当する。突出部としては、後述する突出部Tが該当する。アンダーカット部としては、後述するアンダーカット部30が該当する。金型としては、後述する下側パンチ300(特に、上部310)が該当する。
【0006】
第二の発明に係る焼結部品の製造方法は、第一の発明に係る焼結部品の製造方法において、前記焼結体の伸びは、10%以上であることを特徴とする。
すなわち、焼結体の伸びが、10%未満となると、突出部の押し出しが困難となり、金型によりアンダーカット部の形状を付与することが困難となる。そこで、第二の発明に係る焼結部品の製造方法では、焼結体の伸びを、10%以上とすることで、突出部の押し出しを容易とし、金型によるアンダーカット部の形状の付与を容易とすることが可能となる。
【0007】
第三の発明に係る焼結部品の製造方法は、第一又は第二の発明に係る焼結部品の製造方法において、前記焼結体の硬さ(ロックウェル硬さ)は、20~40HRBの範囲内であることを特徴とする。
すなわち、焼結体の硬さが、20HRB未満となると、アンダーカット部の強度が不足する。一方、焼結体の硬さが、40HRBを超えると、突出部を押し出す際に、アンダーカット部に割れが発生する恐れがある。そこで、第三の発明に係る焼結部品の製造方法では、焼結体の硬さを、20~40HRBの範囲内とすることで、アンダーカット部の強度を確保しつつ、アンダーカット部に割れが発生する事態を防止することが可能となる。
【発明の効果】
【0008】
本発明に係る焼結部品の製造方法によれば、焼結部品の精度を向上することが可能となる。
【図面の簡単な説明】
【0009】
焼結部品1の斜視図である。
焼結部品1の側面図である。
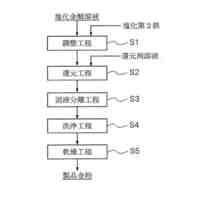
焼結部品1の製造工程のフローチャートである。
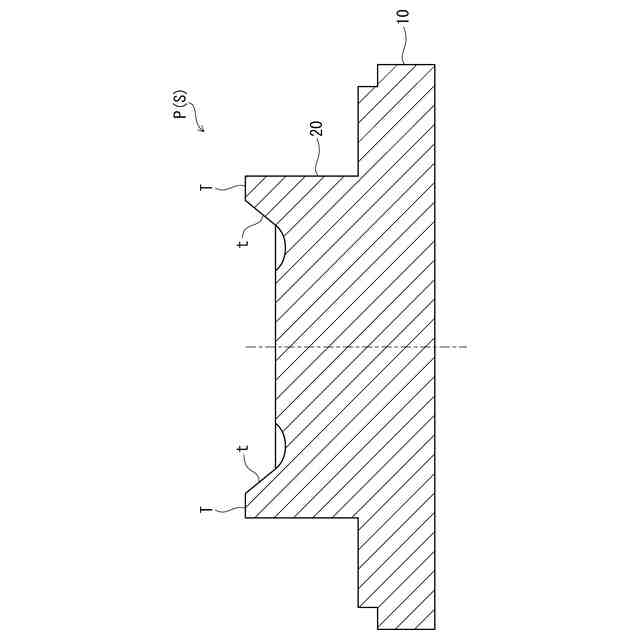
圧粉体(焼結体S)の断面図である。
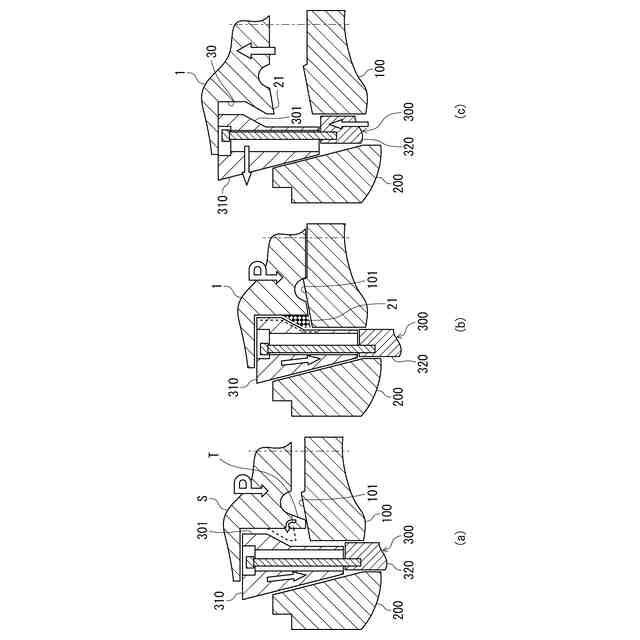
再圧縮工程の手順を示す図である。
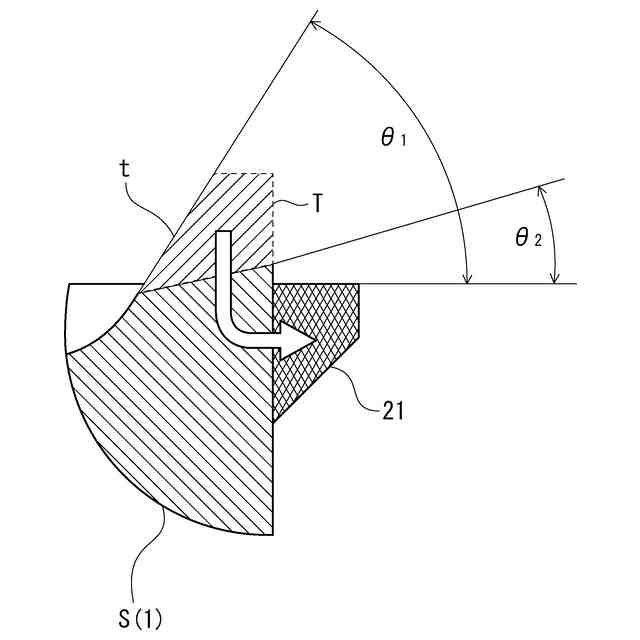
突出部Tの傾斜角度θ1と金型の傾斜角度θ2との関係を示す図である。
凸部21の形成方法を説明する図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照しながら説明する。
まず、本発明に係る製造方法により製造される焼結部品1について説明する。
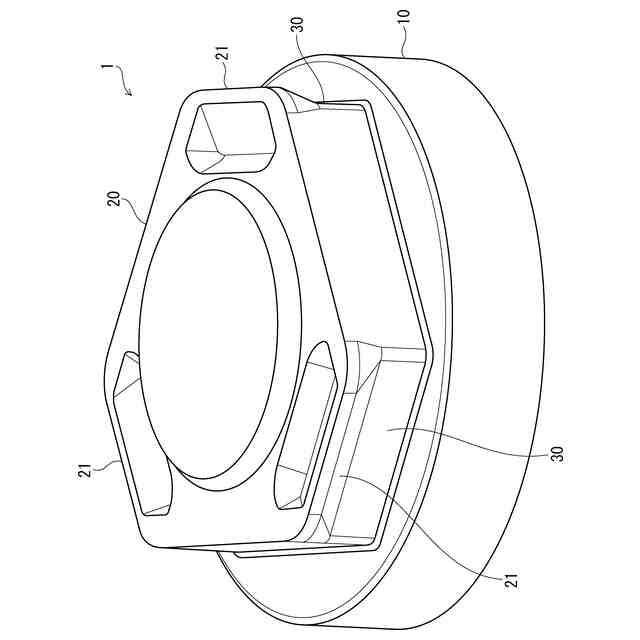
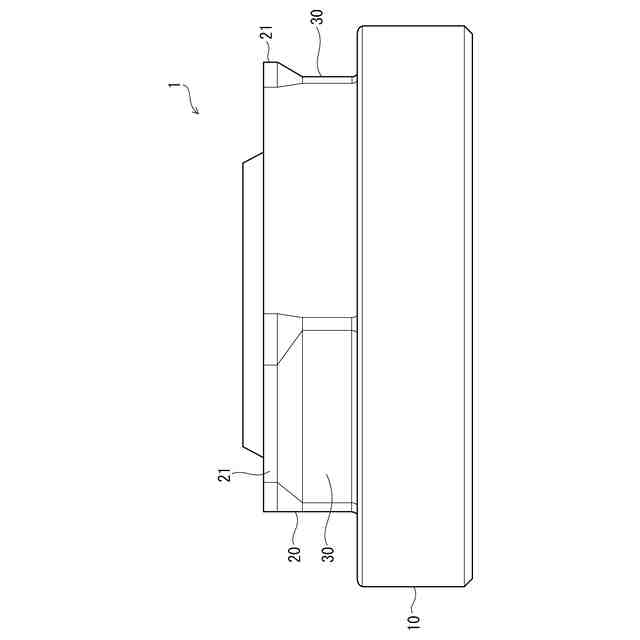
図1は、焼結部品1の斜視図である。図2は、焼結部品1の側面図である。
焼結部品1は、焼結体からなり、多孔質構造を有している。特に、焼結部品1は、アンダーカット部30を有している。ここで、「アンダーカット部」とは、成形加工において、金型から成形品を離型する(取り出す)際に、金型を開く方向のみでは離型できない形状(凸形状・凹形状)部分をいう。
本実施形態では、焼結部品1として、雌型の固定部品(図示せず)が嵌合される雄型の固定部品を適用した一例を説明する。
図1及び図2に示すように、焼結部品1は、ベース部10と、ベース部10の上面から上方に向かって突出する嵌合部20と、を含んで構成されている。ベース部10及び嵌合部20は、一体に構成されている。
ベース部10は、略円盤状に形成されている。嵌合部20は、平面視で、3つの長辺と、3つの短辺と、からなる六角形の柱状に形成されている。この際、嵌合部20では、長辺と短辺とが、交互に配置されている。
ベース部10及び嵌合部20は、互いに同軸上に配置されている。そして、平面視で、ベース部10の外径は、嵌合部20の外径と比較して、大きくなっている。
嵌合部20の側面には、3つの凸部21が設けられている。具体的に、嵌合部20では、各短辺の側面において、凸部21が設けられている。各凸部21は、短辺に沿って延びている。各凸部21は、嵌合部20の側面から外側(焼結部品1の中心軸が延びる方向(=金型の抜き出し方向)に直交する方向)に向かって突出している。各凸部21は、嵌合部20の側面における上端部に設けられている。これによって、焼結部品1では、各凸部21とベース部10との間において凹形状が形成され、これが、アンダーカット部30となっている。すなわち、焼結部品1では、その側面において、3か所のアンダーカット部30が形成されている。
雌型の固定部品には、嵌合部20が挿入される被嵌合部が設けられている。そして、焼結部品1(雄側の固定部品)と雌型の固定部品とを嵌合する際には、焼結部品1の嵌合部20を、雌型の固定部品の被嵌合部内に挿入し、焼結部品1の各凸部21を、雌型の固定部品の被嵌合部内に設けられた凹部に嵌合することにより、焼結部品1と雌型の固定部品とが嵌合される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
友鉄工業株式会社
錫プレート成形方法
13日前
トヨタ自動車株式会社
押湯入子
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
株式会社プロテリアル
合金粉末の製造方法
5か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
株式会社キャステム
鋳造品の製造方法
5か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
旭有機材株式会社
鋳型の製造方法
2か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
トヨタ自動車株式会社
突き折り棒
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
28日前
トヨタ自動車株式会社
金型冷却構造
4か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5か月前
株式会社豊田中央研究所
積層造形装置
3か月前
株式会社神戸製鋼所
炭素-銅含有粉末
4か月前
福田金属箔粉工業株式会社
Cu系粉末
3か月前
住友金属鉱山株式会社
金粉の製造方法
11日前
ポーライト株式会社
焼結部品の製造方法
3か月前
日立Astemo株式会社
成形装置
5か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
3か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
5か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
セイコーエプソン株式会社
製造方法
5か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
大陽日酸株式会社
金属積層造形方法
1日前
株式会社プロテリアル
金属付加製造物およびその製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ