TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025035931
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2023143294
出願日
2023-09-04
発明の名称
金属付加製造物の製造方法
出願人
株式会社プロテリアル
代理人
主分類
B22F
12/30 20210101AFI20250307BHJP(鋳造;粉末冶金)
要約
【課題】金属付加製造物の変形を抑制すると共に、ベースプレートの変形を抑制し、金属粉末層の敷き詰め性を向上することによって付加製造法における変形や割れの課題を解決できる金属付加製造物の製造方法を提供する。
【解決方法】造形ステージに配置されたベースプレート上に、粉末床溶融結合法により金属付加製造物を形成する金属付加製造物の製造方法であって、前記ベースプレートは、同一高さに研削された複数の部材からなり、前記複数の部材は、研削面を上方にし、かつ研削方向を揃えて配置される付加製造物の製造方法である。
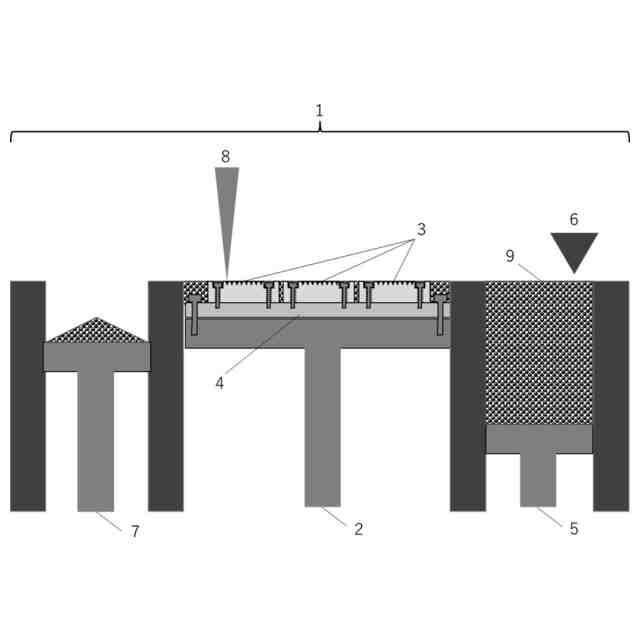
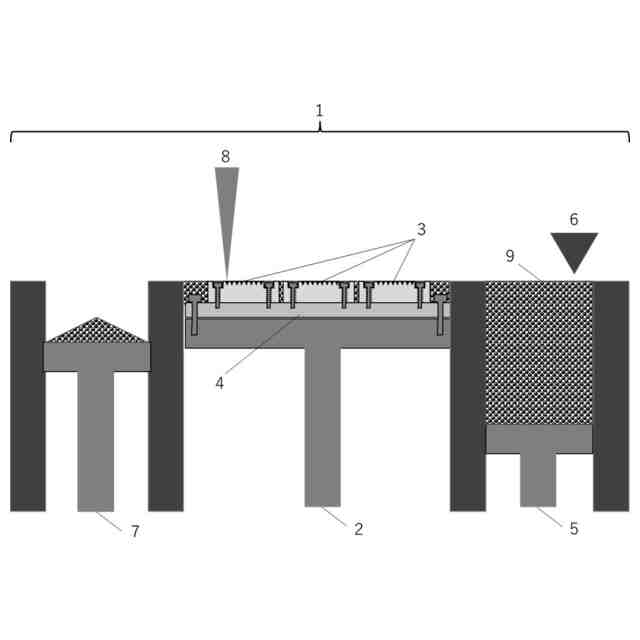
【選択図】図1
特許請求の範囲
【請求項1】
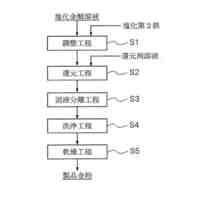
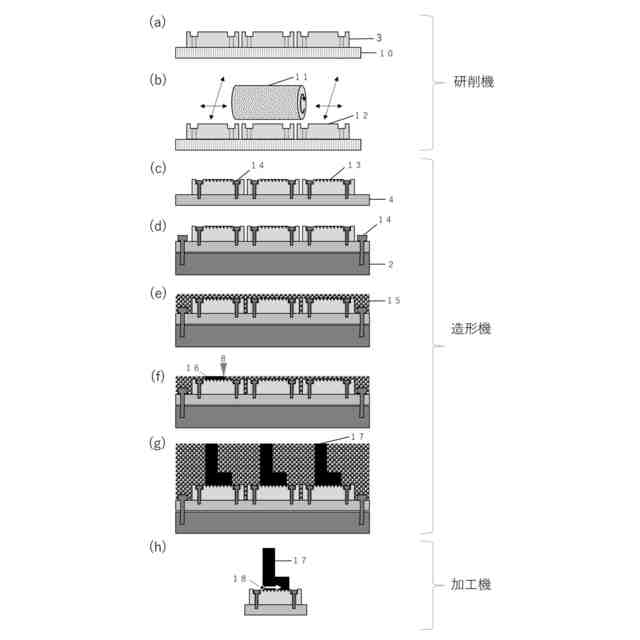
造形ステージ上に設置したベース土台上に配置した複数の分割ベースプレート上に金属粉末層を形成し、当該金属粉末層の所定箇所に光ビームを照射して前記所定箇所の金属粉末を溶融凝固させて固化層を形成する、第1の工程と、
前記固化層の上面に新たな金属粉末層を形成し、前記新たな金属粉末層の所定箇所に前記光ビームを照射して更なる固化層を形成することを繰り返す第2の工程を備える金属付加製造物の製造方法であって、
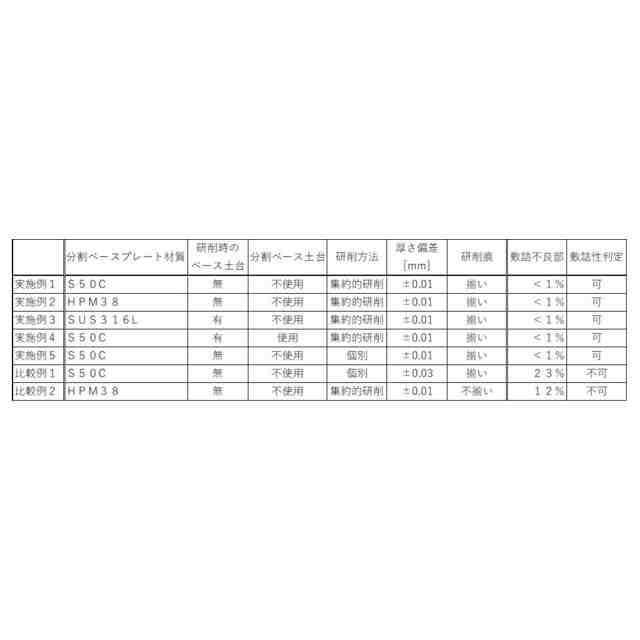
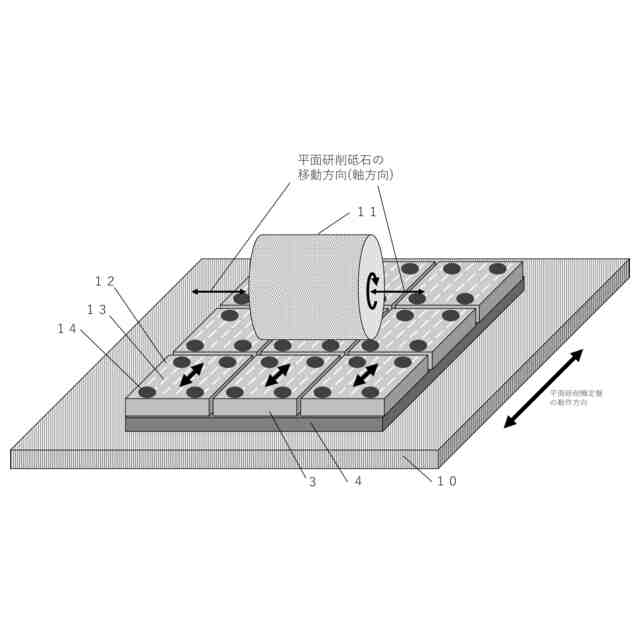
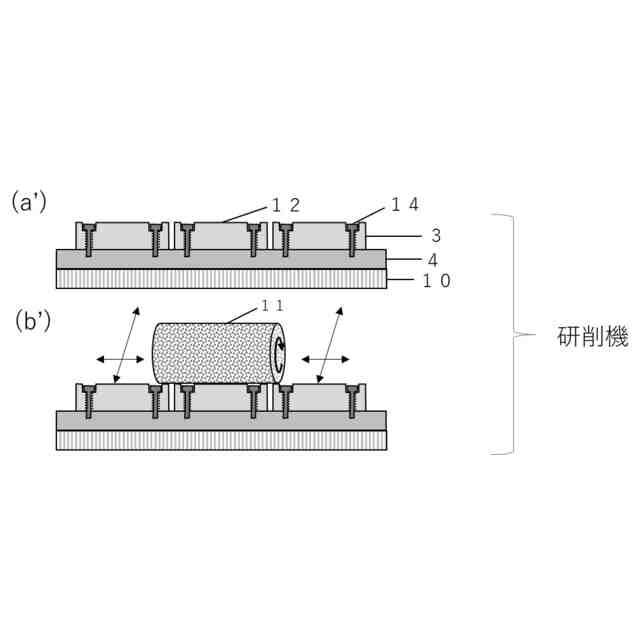
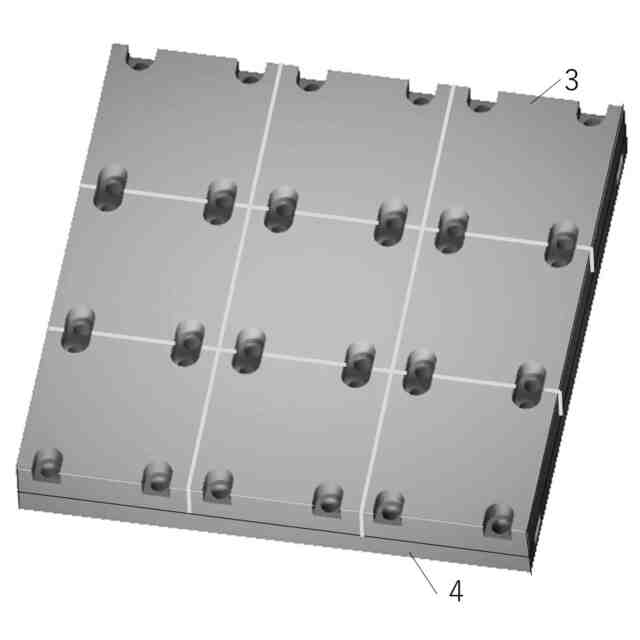
前記複数の分割ベースプレートにおいて、前記金属粉末層を形成する面に、研削痕を有する研削面を形成し、且つ同一厚さの前記複数の分割ベースプレートを得る研削工程を有し、
前記複数の分割ベースプレートが、研削方向を同一方向に合わせて前記ベース土台上に配置されていること
を特徴とする金属付加製造物の製造方法。
続きを表示(約 980 文字)
【請求項2】
前記金属付加製造物を得た後、分割ベースプレートと一体となった前記金属付加製造物を、分割ベースプレートごと前記ベース土台から取り外す工程と、
前記金属付加製造物と分割ベースプレートとを分離する工程とを有すること
を特徴とする、請求項1に記載の金属付加製造物の製造方法。
【請求項3】
前記金属付加製造物から分離した分割ベースプレートを前記研削工程に適用し、前記第1の工程および第2の工程に適用することを特徴とする、請求項2に記載の金属付加製造物の製造方法。
【請求項4】
前記研削工程が、個々の分割ベースプレートを前記ベース土台に取付け、前記ベース土台上で、前記分割ベースプレートが同一厚さを有し、且つ同一方向の研削痕を有する研削面を形成するようにまとめて研削する、集約的研削工程であることを特徴とする請求項1または2に記載の金属付加製造物の製造方法。
【請求項5】
前記分割ベースプレートが非磁性材料からなり、前記ベース土台は磁性材料からなることを特徴とする請求項1または2に記載の金属付加製造物の製造方法。
【請求項6】
前記分割ベースプレートがオーステナイト系のステンレス材からなることを特徴とする請求項5に記載の金属付加製造物の製造方法。
【請求項7】
前記分割ベースプレートが磁性材料からなり、前記ベース土台も磁性材料からなることを特徴とする請求項1または2に記載の金属付加製造物の製造方法。
【請求項8】
前記分割ベースプレートがフェライト系またはマルテンサイト系のステンレス材からなることを特徴とする請求項7に記載の金属付加製造物の製造方法。
【請求項9】
前記ベース土台が複数に分割された分割ベース土台であり、一つの分割ベース土台の上に前記個々の分割ベースプレートを取り付け、他の分割ベース土台の上に別の個々の分割ベースプレートを取り付けることを特徴とする請求項1または2に記載の金属付加製造物の製造方法。
【請求項10】
前記分割ベースプレートを予熱した上で当該分割ベースプレートの上に金属粉末層を形成することを特徴とする請求項1または2に記載の金属付加製造物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属付加製造物の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年、金属部材を製造する方法として付加製造法(積層造形法とも呼ぶ)が用いられるようになってきている。付加製造法の中でも粉末床溶融結合法では、上下方向に可動なベース土台上に設置されたベースプレートの上に金属粉末を敷き詰めて、これらの金属粉末をレーザまたは電子ビーム等のエネルギー源によって溶融および凝固、または焼結することで固化層を得た後、更にその上に金属粉末を敷き詰めて、更なる固化層を得る工程を繰り返して金属部材を得る手法である。
【0003】
このような、エネルギー源を用いて金属粉末から固化層を得る付加製造工程においては、金属粉末を溶融し凝固することによって固化層を得た後、固化層が時間経過と共に徐々に収縮することが知られている。その結果として、付加製造工程の後の方に形成した固化層が収縮することで、付加製造工程の初期に形成した、下方の固化層が上方に引っ張られるように変形するという問題がある。
【0004】
このような問題に対して、特許文献1では、粉末を支持する複数の分割プレートを含む基板と、前記分割プレート上の前記粉末を固める粉末固化部と、前記分割プレートの移動及び/ 又は変形の方向を規定する方向規制部を含むガイドと、を備える、積層造形装置を開示している。このような構成とすることで、基板の移動及び/ 又は変形の方向を方向規制部によって規制し、結果として、造形物の熱変形に応じて基板が柔軟に追従できるので、熱変形が生じた造形物に対して意図しない熱応力を生じさせることなく、造形物の造形精度または品質の低下を抑制することができるとされている。
【0005】
また、特許文献2では、材料粉体を積層するためのベースプレートを、固定部材を用いて前記ベースプレートを1以上の箇所で治具プレートに固定することと、当該固定箇所を治具プレートの中心付近とすることなどが開示されている。このような構成を有することで、ベースプレートの変形を許容し、焼結体とベースプレートの変形が終息した後は、焼結体とベースプレートの残留応力が釣り合った状態にでき、それ以上の変形が生じないようにすることができるとされている。
【先行技術文献】
【特許文献】
【0006】
特開2020-168787
特開2019-183219
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1や特許文献2に記載されるようなベースプレートでは、付加製造工程の後半になるにつれてベースプレートの剛性が不足して変形が生じる恐れがある。また、ベースプレートが複数の部材から成り、そのベースプレート表面の変形や表面凹凸によって金属粉末層の敷き詰めに乱れが生じる恐れがある。その結果として、ベースプレートに接する部分の固化層に溶融不良部などの欠陥が生じ、付加製造工程の後の方に形成した固化層が収縮することで、この欠陥を起点とする変形や割れなどが生じる恐れがある。
【0008】
本発明はこのような事情に鑑みてなされたものであり、金属付加製造物の変形を抑制すると共に、ベースプレートの変形を抑制し、金属粉末層の敷き詰め性を向上することによって付加製造法における変形や割れの課題を解決できる金属付加製造物の製造方法を提供する。
【課題を解決するための手段】
【0009】
本発明の金属付加製造物の製造方法は、造形ステージ上に設置したベース土台上に配置した複数の分割ベースプレート上に金属粉末層を形成し、当該金属粉末層の所定箇所に光ビームを照射して前記所定箇所の金属粉末を溶融凝固させて固化層を形成する、第1の工程と、前記固化層の上面に新たな金属粉末層を形成し、前記新たな金属粉末層の所定箇所に前記光ビームを照射して更なる固化層を形成することを繰り返す第2の工程を備える金属付加製造物の製造方法であって、前記複数の分割ベースプレートにおいて、前記金属粉末層を形成する面に研削痕を有する研削面を形成し、且つ同一厚さの前記複数の分割ベースプレートを得る研削工程を有し、前記複数の分割ベースプレートが、研削方向を同一方向に合わせて前記ベース土台上に配置されていることを特徴とする。
【0010】
また、前記金属付加製造物を得た後、前記分割ベースプレートと一体となった前記金属付加製造物を、分割ベースプレートごと前記ベース土台から取り外す工程と、前記金属付加製造物と分割ベースプレートとを分離する工程とを有するものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
23日前
個人
ピストンの低圧鋳造金型
4か月前
トヨタ自動車株式会社
押湯入子
1か月前
友鉄工業株式会社
錫プレート成形方法
2日前
大阪硅曹株式会社
無機中子用水性塗型剤
25日前
株式会社プロテリアル
合金粉末の製造方法
5か月前
株式会社キャステム
鋳造品の製造方法
4か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
株式会社浅沼技研
鋳型及びその製造方法
6か月前
旭有機材株式会社
鋳型の製造方法
1か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
トヨタ自動車株式会社
突き折り棒
4か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
17日前
トヨタ自動車株式会社
金型冷却構造
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
6か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
6か月前
株式会社豊田中央研究所
積層造形装置
3か月前
福田金属箔粉工業株式会社
Cu系粉末
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5か月前
住友金属鉱山株式会社
金粉の製造方法
今日
株式会社神戸製鋼所
炭素-銅含有粉末
4か月前
日立Astemo株式会社
成形装置
5か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
5か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
3か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ