TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024177968
公報種別
公開特許公報(A)
公開日
2024-12-24
出願番号
2023096414
出願日
2023-06-12
発明の名称
ダイカストマシン
出願人
東洋機械金属株式会社
代理人
個人
主分類
B22D
17/32 20060101AFI20241217BHJP(鋳造;粉末冶金)
要約
【課題】装置全体をシンプルなものにして、コストを低減できるダイカストマシンを提供する。
【解決手段】
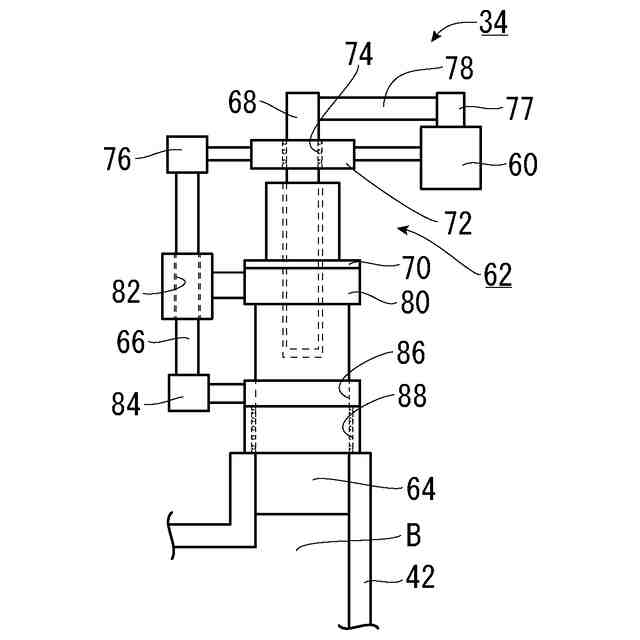
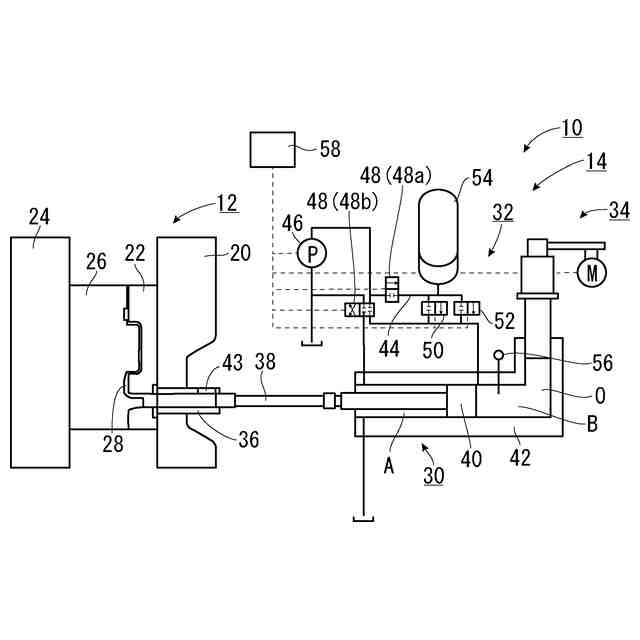
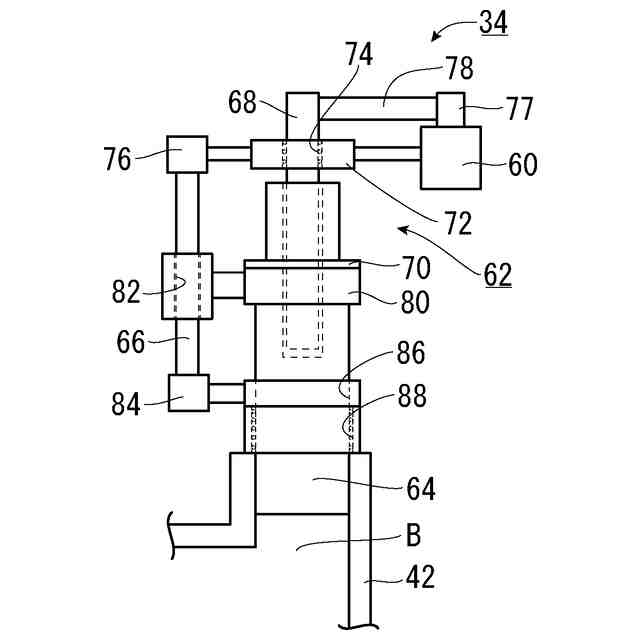
ダイカストマシン10を射出機構30と、油圧動作機構32と、電動加圧機構34とで構成する。また、電動加圧機構34を電動サーボモータ60と、電動サーボモータ60に駆動されるボールネジ62と、ボールネジ62によって押し出される加圧ピストン64とで構成する。加圧ピストン64をボールネジ62のネジ軸68またはナット70に直列で接続し、射出工程の増圧工程においてのみ、ネジ軸68またはナット70によって加圧ピストン64を射出シリンダ42内に押し出して作動油Oを増圧させる。
【選択図】図2
特許請求の範囲
【請求項1】
射出機構と、油圧動作機構と、電動加圧機構とを有するダイカストマシンであって、
前記射出機構は、キャビティに溶湯金属を射出する射出プランジャを有しており、
前記油圧動作機構は、前記射出プランジャを収容する射出シリンダと、前記射出シリンダに作動油を送る油圧ポンプとを有しており、
前記電動加圧機構は、電動サーボモータと、前記電動サーボモータに駆動されるボールネジと、前記ボールネジによって押し出される加圧ピストンとを有しており、
前記ボールネジは、ネジ軸と、ナットとを有しており、
前記加圧ピストンは、前記ネジ軸または前記ナットに直列で接続されており、前記ネジ軸または前記ナットによって前記射出シリンダ内に押し出されて前記作動油を増圧するようになっており、
前記加圧ピストンによる増圧は、増圧工程においてのみ実施される
ダイカストマシン。
続きを表示(約 83 文字)
【請求項2】
前記ネジ軸または前記ナット、および、前記加圧ピストンは、上下方向に移動するようになっている
請求項1に記載のダイカストマシン。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶湯金属を金型内に射出して成形品を成形するダイカストマシンに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従前から用いられているダイカストマシンにおいては、熔解炉で溶融された金属溶湯を1ショット毎にラドルで計量して汲み上げ、汲み上げられた金属溶湯を射出スリーブの給湯口に給湯し、射出スリーブ内に進退可能に設けられた射出プランジャの前進動作によって金型のキャビティ内へ金属溶湯を射出充填することにより、成形体の成形が行われている。
【0003】
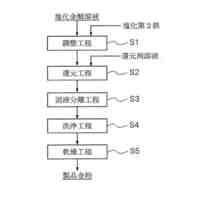
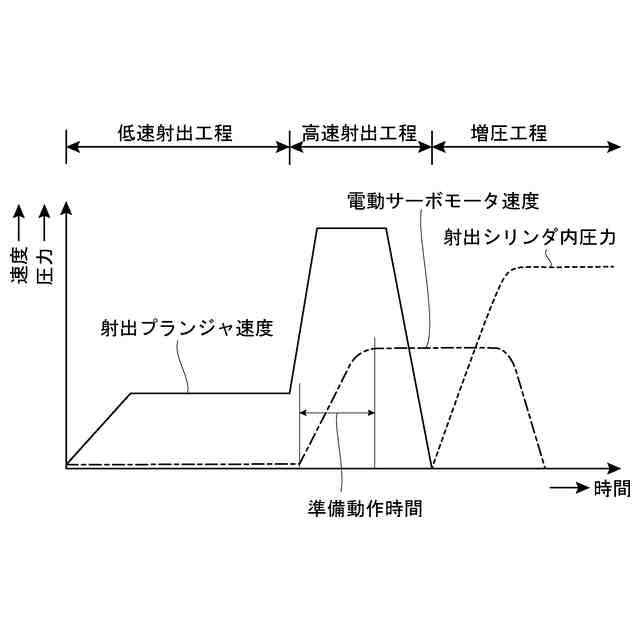
金型のキャビティ内へ金属溶湯を射出する射出工程においては、低速射出工程と、それに続く高速射出工程とからなっており、高速射出工程においては、プラスチック製品を成形する射出成形機の射出速度よりも1桁ほど速い高速の射出速度で金型内に金属溶湯を射出充填する必要がある。
【0004】
さらに、高速射出工程の終了後、射出プランジャによりキャビティ内の成形材料の圧力を上昇させる増圧工程が実施される(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0005】
特開2011-224626号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、従来のダイカストマシンでは、電動サーボモータでボールネジを動かすことによって射出ピストンを摺動させ、射出シリンダ内の作動油の圧力を高めるようになっており、電動サーボモータは、増圧工程だけでなく低速射出工程や高速射出工程でも動作するようになっていた。
【0007】
しかしながら、電動サーボモータおよびボールネジで射出ピストンを摺動させようとすると、装置全体が大がかりになり、ダイカストマシン全体のコストが高くなるという問題があった。
【0008】
本発明は、このような課題に鑑みてなされたものであり、その目的は、装置全体をシンプルなものにして、コストを低減できるダイカストマシンを提供することにある。
【課題を解決するための手段】
【0009】
本発明の一局面によれば、
射出機構と、油圧動作機構と、電動加圧機構とを有するダイカストマシンであって、
前記射出機構は、キャビティに溶湯金属を射出する射出プランジャを有しており、
前記油圧動作機構は、前記射出プランジャを収容する射出シリンダと、前記射出シリンダに作動油を送る油圧ポンプとを有しており、
前記電動加圧機構は、電動サーボモータと、前記電動サーボモータに駆動されるボールネジと、前記ボールネジによって押し出される加圧ピストンとを有しており、
前記ボールネジは、ネジ軸と、ナットとを有しており、
前記加圧ピストンは、前記ネジ軸または前記ナットに直列で接続されており、前記ネジ軸または前記ナットによって前記射出シリンダ内に押し出されて前記作動油を増圧するようになっており、
前記加圧ピストンによる増圧は、増圧工程においてのみ実施される
ダイカストマシンが提供される。
【0010】
好適には、
前記ネジ軸または前記ナット、および、前記加圧ピストンは、上下方向に移動するようになっている。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
トヨタ自動車株式会社
押湯入子
1か月前
友鉄工業株式会社
錫プレート成形方法
14日前
株式会社 寿原テクノス
金型装置
8か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
株式会社プロテリアル
合金粉末の製造方法
5か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
芝浦機械株式会社
成形機
7か月前
芝浦機械株式会社
成形機
7か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
株式会社キャステム
鋳造品の製造方法
5か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
個人
透かし模様付き金属板の製造方法
8か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
7か月前
旭有機材株式会社
鋳型の製造方法
2か月前
トヨタ自動車株式会社
突き折り棒
4か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
株式会社浅沼技研
鋳型及びその製造方法
6か月前
東洋機械金属株式会社
ダイカストマシン
8か月前
株式会社プロテリアル
金属付加製造物の製造方法
6か月前
トヨタ自動車株式会社
金型冷却構造
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
6か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
29日前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
4か月前
株式会社豊田中央研究所
積層造形装置
3か月前
福田金属箔粉工業株式会社
Cu系粉末
3か月前
住友金属鉱山株式会社
金粉の製造方法
12日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5か月前
ポーライト株式会社
焼結部品の製造方法
8か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ