TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103728
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023221329
出願日
2023-12-27
発明の名称
鋳物砂の再生方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B22C
5/00 20060101AFI20250702BHJP(鋳造;粉末冶金)
要約
【課題】特殊な設備を用いずバインダ等の付着物の除去率を高め、鋳物品質及び鋳型強度を向上することができる鋳物砂の再生方法を提供すること。
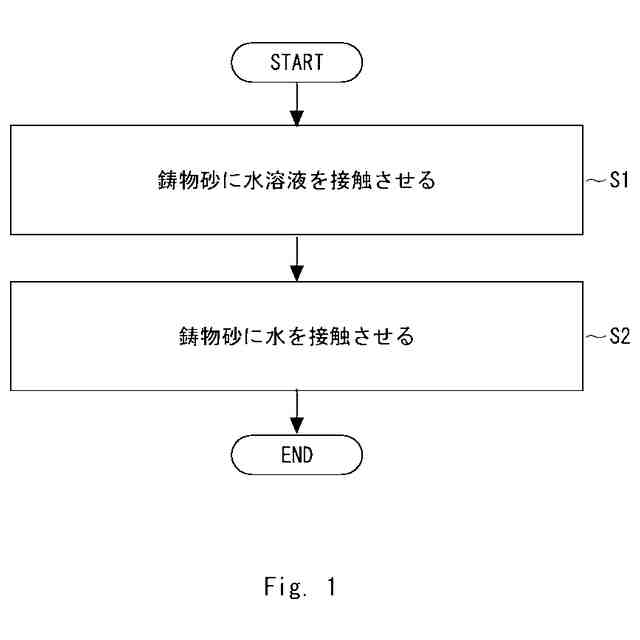
【解決手段】鋳物砂の再生方法は、回収された鋳物砂に1質量%以上のバインダを含有する水溶液を接触させる第1洗浄工程を有する。水溶液の温度は、100℃以下であり得る。鋳物砂に水溶液を接触させる時間は、1~10分であり得る。鋳物砂の再生方法は、第1洗浄工程後に得られた鋳物砂に水を接触させる第2洗浄工程を有していてもよい。水の温度は、100℃以下であり得る。
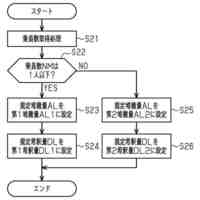
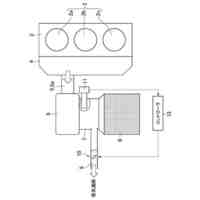
【選択図】図1
特許請求の範囲
【請求項1】
回収された鋳物砂に1質量%以上のバインダを含有する水溶液を接触させる第1洗浄工程を有する鋳物砂の再生方法。
続きを表示(約 230 文字)
【請求項2】
前記水溶液の温度は、100℃以下である請求項1に記載の鋳物砂の再生方法。
【請求項3】
前記鋳物砂に前記水溶液を接触させる時間は、1~10分である請求項1に記載の鋳物砂の再生方法。
【請求項4】
前記第1洗浄工程後に得られた前記鋳物砂に水を接触させる第2洗浄工程を有する請求項1に記載の鋳物砂の再生方法。
【請求項5】
前記水の温度は、100℃以下である請求項4に記載の鋳物砂の再生方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は鋳物砂の再生方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
砂同士を粘着するためのバインダが混合された鋳物砂は、使用後に再生される。鋳物砂を再生する方法として、使用後に回収した鋳物砂に対して振動や衝撃等を与える研磨処理により、鋳物砂の表面に付着したバインダ等の付着物を機械的に除去する乾式再生方法が挙げられる。しかしながら、このような乾式再生方法では、バインダ等の付着物の除去率が不十分になる場合がある。また、このような乾式再生方法では、バインダ等の付着物の除去率を高めようとすると、砂の破砕、細粒化などによる歩留まりの低下や再生された鋳物砂を用いて造型された鋳型の強度低下が生じる場合がある。
【0003】
これに対し、バインダ等の付着物の除去効率を高めるために、湿式再生方法が提案されている。湿式再生方法の一例として、特許文献1には、回収鋳物砂を100℃以上、好ましくは150℃~550℃に加熱された水と接触させる回収鋳物砂の再生方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2002-178100号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
湿式再生方法によって鋳物砂を再生する場合、例えば100℃以下の低温の水で鋳物砂の洗浄を行なうと、バインダ等の付着物の除去率が低下するため、洗浄時間を長くする必要がある。一方で、特許文献1に記載の再生方法では、100℃を超える高温の水で鋳物砂の洗浄を行なうことにより、バインダ等の付着物の除去率が向上するため、洗浄時間を短縮することができる。しかしながら、特許文献1に記載の再生方法では、高温の水を発生させる設備、耐圧密閉容器、加圧する設備等の特殊な設備が必要であり、エネルギーの消費量も非常に大きいという問題があった。そのため、特殊な設備を用いず、簡易且つ効率的に鋳物砂を再生することができる方法が求められている。
【0006】
本開示は、このような問題を解決するためになされたものであり、特殊な設備を用いずバインダ等の付着物の除去率を高め、鋳物品質及び鋳型強度を向上することができる鋳物砂の再生方法を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
一実施の形態にかかる鋳物砂の再生方法は、回収された鋳物砂に1質量%以上のバインダを含有する水溶液を接触させる第1洗浄工程を有する。
【発明の効果】
【0008】
本開示により、特殊な設備を用いずバインダ等の付着物の除去率を高め、鋳物品質及び鋳型強度を向上することができる鋳物砂の再生方法を提供することができる。
【図面の簡単な説明】
【0009】
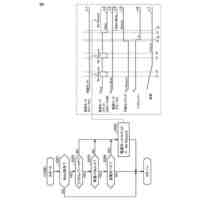
実施の形態1にかかる鋳物砂の再生方法を示すフローチャートである。
洗浄液の温度とバインダの残留量との関係を示すグラフである。
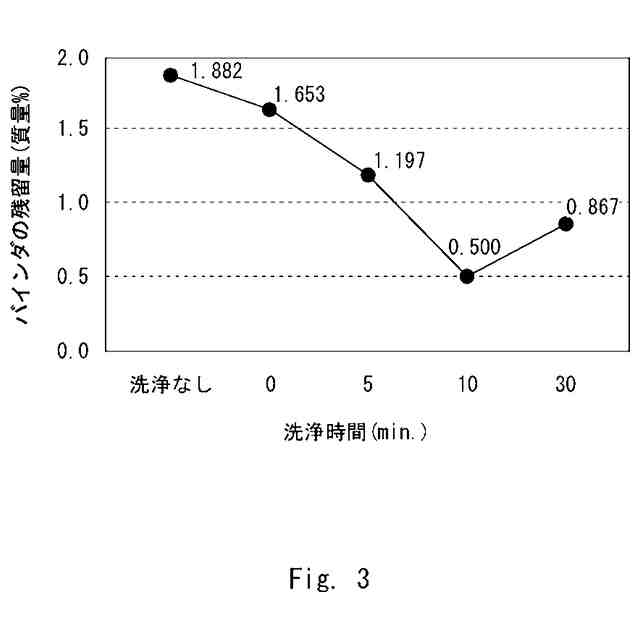
洗浄時間とバインダの残留量との関係を示すグラフである。
再生方法とバインダの残留量との関係を示すグラフである。
【発明を実施するための形態】
【0010】
実施の形態1
以下、図面を参照して本開示の実施の形態について説明する。ただし、本開示が以下の実施の形態に限定される訳ではない。また、説明を明確にするため、以下の記載及び図面は、適宜、簡略化されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
電池
13日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
方法
6日前
トヨタ自動車株式会社
電池
13日前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
方法
今日
トヨタ自動車株式会社
タンク
6日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
接合構造
今日
トヨタ自動車株式会社
駆動装置
今日
トヨタ自動車株式会社
制御装置
6日前
トヨタ自動車株式会社
冷凍回路
今日
トヨタ自動車株式会社
受電装置
今日
トヨタ自動車株式会社
エンジン
13日前
トヨタ自動車株式会社
エンジン
今日
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
制御装置
6日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
車両装置
13日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
車載装置
1日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
制御装置
今日
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電気自動車
2日前
トヨタ自動車株式会社
電気自動車
2日前
トヨタ自動車株式会社
電気自動車
2日前
トヨタ自動車株式会社
電気自動車
2日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
予測モデル
2日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ