TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025021793
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023125755
出願日
2023-08-01
発明の名称
成形機
出願人
芝浦機械株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
17/26 20060101AFI20250206BHJP(鋳造;粉末冶金)
要約
【課題】低い製造装置コスト、短い製造サイクルタイム、製造環境の改善、及び省エネルギー化を実現できる型締装置を備えた成形機を提供する。
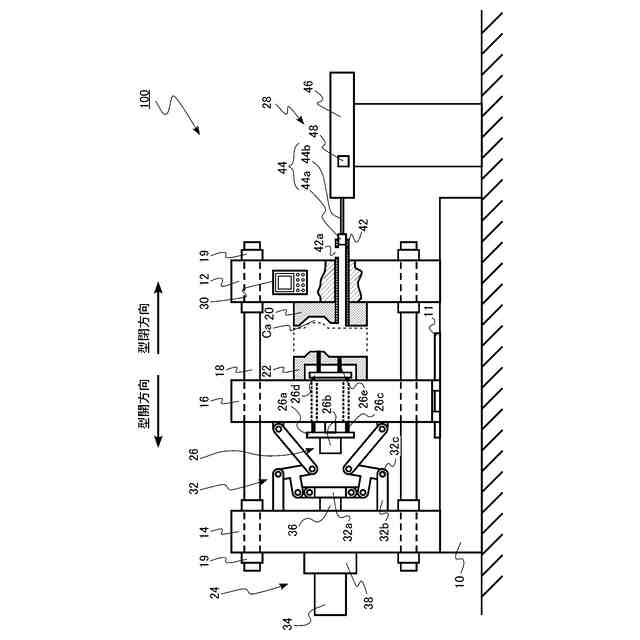
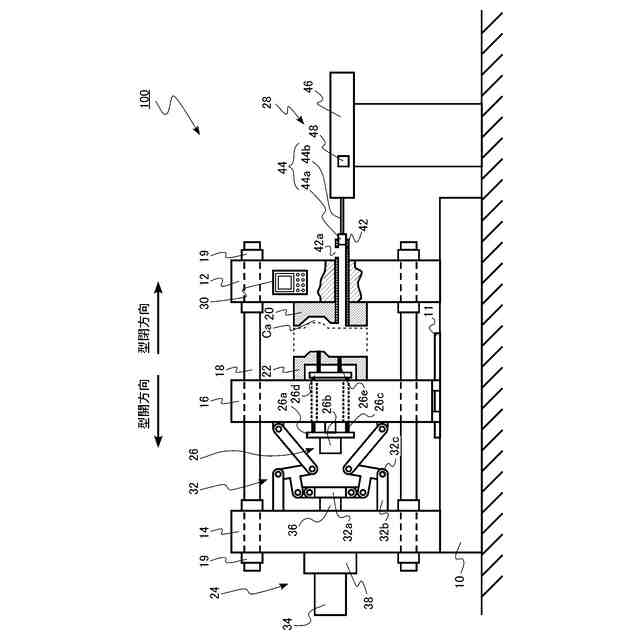
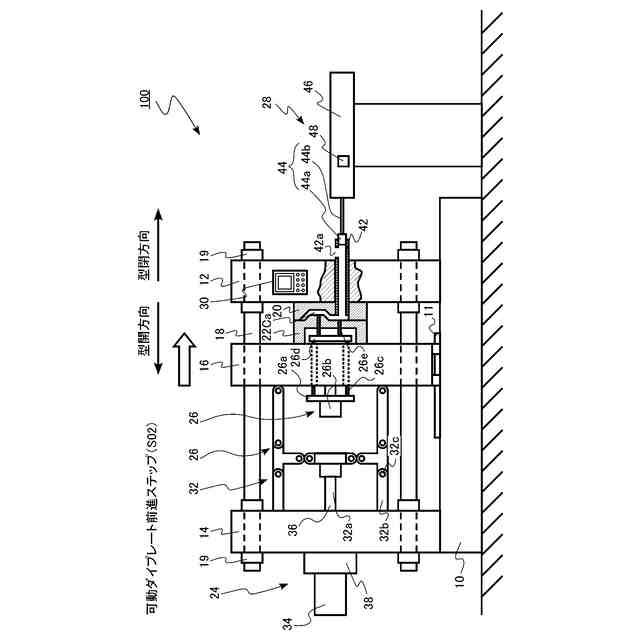
【解決手段】実施形態の成形機は、固定金型を保持する固定ダイプレートと、リンクハウジングと、リンクハウジングと固定ダイプレートとの間に設けられ、型開閉方向に移動可能に設けられ、可動金型を固定金型に対向して保持する可動ダイプレートと、リンクハウジングと可動ダイプレートとの間に設けられ、クロスヘッドと、複数のリンクとを有し、固定金型と可動金型の型締めが可能なトグル機構と、リンクハウジングに固定され、クロスヘッドを型開閉方向に移動させ、トグル機構を駆動する電動シリンダと、クロスヘッドに固定され、クロスヘッドを型開閉方向に移動させ、トグル機構を駆動する液圧シリンダと、タイバーと、射出装置と、を備える。
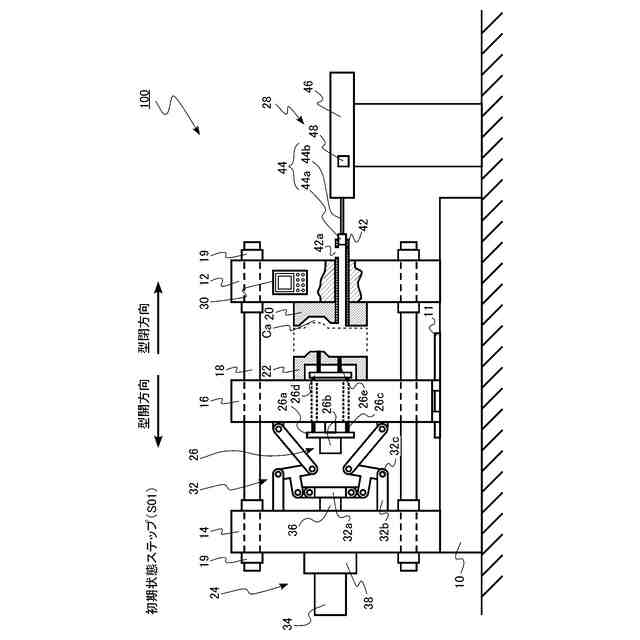
【選択図】図1
特許請求の範囲
【請求項1】
ベースと、
前記ベースの上に固定され、固定金型を保持可能な固定ダイプレートと、
前記ベースの上に固定されたリンクハウジングと、
前記リンクハウジングと前記固定ダイプレートとの間に設けられ、前記ベースの上に型開閉方向に移動可能に設けられ、可動金型を前記固定金型に対向して保持可能な可動ダイプレートと、
前記リンクハウジングと前記可動ダイプレートとの間に設けられ、クロスヘッドと、一部の一端が前記リンクハウジングに固定された複数のリンクとを有し、前記固定金型と前記可動金型の型締めが可能なトグル機構と、
前記リンクハウジングに固定され、前記クロスヘッドを前記型開閉方向に移動させ、前記トグル機構を駆動する電動シリンダと、
前記クロスヘッドに固定され、前記クロスヘッドを前記型開閉方向に移動させ、前記トグル機構を駆動する液圧シリンダと、
前記リンクハウジング及び前記固定ダイプレートに固定可能で、前記型開閉方向に延びるタイバーと、
溶湯を前記固定金型と前記可動金型とで形成される空洞内に充填する射出装置と、
を備えることを特徴とする成形機。
続きを表示(約 1,000 文字)
【請求項2】
前記電動シリンダは、
前記型開閉方向に延び、前記型開閉方向に移動可能なロッドと、
前記ロッドに固定されたナットと、
前記ナットを貫通し、前記ロッドの中に挿入可能に設けられたねじ軸と、
前記ねじ軸を回転させるモータと、を含み、
前記液圧シリンダは、
前記クロスヘッドに固定されたシリンダチューブと、
前記シリンダチューブの中に設けられ、前記ロッドの前記クロスヘッドの側の端部に連結され、前記型開閉方向に移動可能なピストンと、を含む、
ことを特徴とする請求項1記載の成形機。
【請求項3】
前記ロッドの型開方向への動きの抑制と許容を制御可能なストッパ機構を、更に備えることを特徴とする請求項2記載の成形機。
【請求項4】
前記ストッパ機構は、前記リンクハウジングの、前記可動ダイプレートと反対側に設けられることを特徴とする請求項3記載の成形機。
【請求項5】
前記ロッドは前記ロッドの外周に設けられたフランジを有し、
前記ストッパ機構は、前記フランジの前記型開方向に挿入可能なストッパ部材と、前記ストッパ部材を前記型開閉方向に垂直な方向に移動させるアクチュエータと、前記ストッパ部材の前記型開方向に設けられた支持部材と、を含むことを特徴とする請求項4記載の成形機。
【請求項6】
前記支持部材は、前記リンクハウジングに固定されることを特徴とする請求項5記載の成形機。
【請求項7】
前記電動シリンダによる前記クロスヘッドの前記型開閉方向の移動可能距離は、前記液圧シリンダによる前記クロスヘッドの前記型開閉方向の移動可能距離よりも大きいことを特徴とする請求項1記載の成形機。
【請求項8】
前記電動シリンダによる前記クロスヘッドの前記型開閉方向の移動可能距離は、前記液圧シリンダによる前記クロスヘッドの前記型開閉方向の移動可能距離の5倍以上であることを特徴とする請求項7記載の成形機。
【請求項9】
前記液圧シリンダは、油圧シリンダであることを特徴とする請求項1記載の成形機。
【請求項10】
前記リンクハウジングと前記固定ダイプレートとの間に設けられ、前記溶湯が凝固することによって製造された成形品を、前記可動金型から押し出す押出装置を、更に備えることを特徴とする請求項1記載の成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電動式及び液圧式が複合された型締装置を備えた成形機に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
成形機の一例であるダイカストマシンでは、例えば、型締装置を用いて型締めされた金型内の空洞に、射出装置を用いて溶湯を充填することで、成形品(ダイカスト品)を製造する。
【0003】
例えば、型締装置に電動シリンダ等の電動式の装置を用いる場合、高価な大出力用モータに起因する高い製造装置コストなどの課題がある。
【0004】
また、例えば、型締装置に油圧シリンダ等の液圧式の装置を用いる場合、長い製造サイクルタイム、作動液汚れによる製造環境の悪化、大きな消費エネルギーなどの課題がある。
【0005】
特許文献1には、液圧式駆動と電気式駆動部とが組み合わされたハイブリッド駆動部が記載されている。しかしながら、特許文献1のハイブリッド駆動部は、成形機の型締めに適用する上で、最適な構造とはなっていない。
【先行技術文献】
【特許文献】
【0006】
特許第5813100号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明が解決しようとする課題は、低い製造装置コスト、短い製造サイクルタイム、製造環境の改善、及び省エネルギー化を実現できる成形機を提供することである。
【課題を解決するための手段】
【0008】
本発明の一態様の成形機は、ベースと、前記ベースの上に固定され、固定金型を保持可能な固定ダイプレートと、前記ベースの上に固定されたリンクハウジングと、前記リンクハウジングと前記固定ダイプレートとの間に設けられ、前記ベースの上に型開閉方向に移動可能に設けられ、可動金型を前記固定金型に対向して保持可能な可動ダイプレートと、
前記リンクハウジングと前記可動ダイプレートとの間に設けられ、クロスヘッドと、一部の一端が前記リンクハウジングに固定された複数のリンクとを有し、前記固定金型と前記可動金型の型締めが可能なトグル機構と、前記リンクハウジングに固定され、前記クロスヘッドを前記型開閉方向に移動させ、前記トグル機構を駆動する電動シリンダと、前記クロスヘッドに固定され、前記クロスヘッドを前記型開閉方向に移動させ、前記トグル機構を駆動する液圧シリンダと、前記リンクハウジング及び前記固定ダイプレートに固定可能で、前記型開閉方向に延びるタイバーと、溶湯を前記固定金型と前記可動金型とで形成される空洞内に充填する射出装置と、を備える。
【0009】
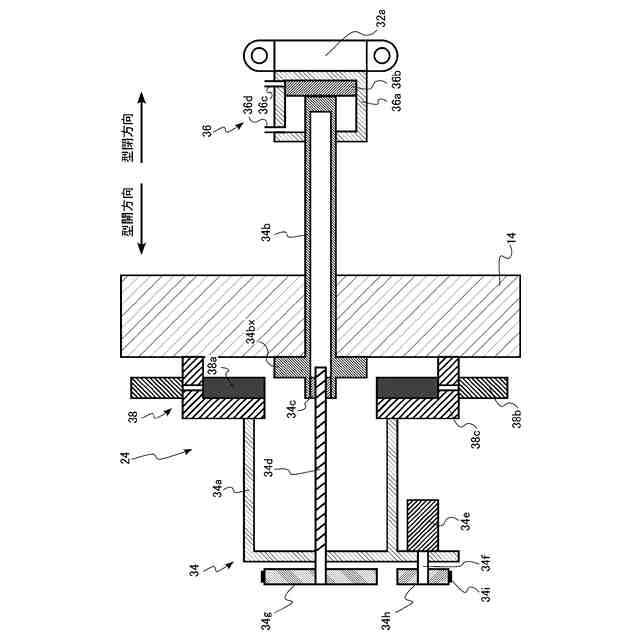
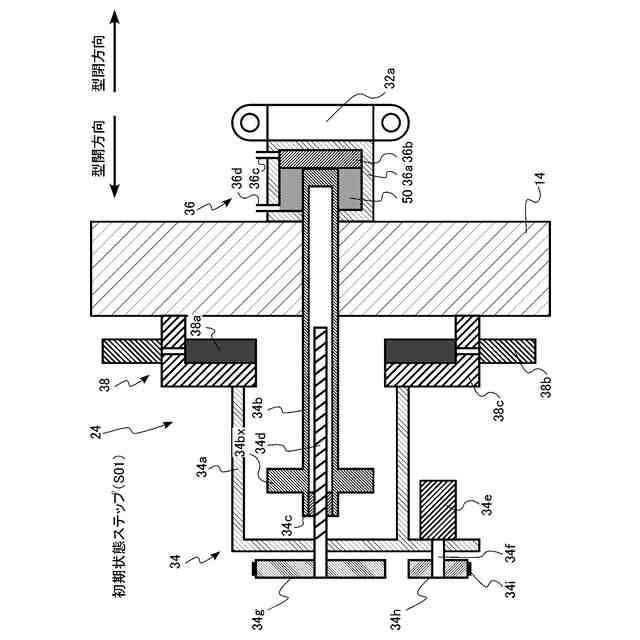
上記態様の成形機において、前記電動シリンダは、前記型開閉方向に延び、前記型開閉方向に移動可能なロッドと、前記ロッドに固定されたナットと、前記ナットを貫通し、前記ロッドの中に挿入可能に設けられたねじ軸と、前記ねじ軸を回転させるモータと、を含み、前記液圧シリンダは、前記クロスヘッドに固定されたシリンダチューブと、前記シリンダチューブの中に設けられ、前記ロッドの前記クロスヘッドの側の端部に連結され、前記型開閉方向に移動可能なピストンと、を含むことが好ましい。
【0010】
上記態様の成形機において、前記ロッドの型開方向への動きの抑制と許容を制御可能なストッパ機構を、更に備えることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ