TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025091848
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023207355
出願日
2023-12-08
発明の名称
金属溶湯の出湯状態判定方法
出願人
大同特殊鋼株式会社
代理人
個人
主分類
B22D
11/06 20060101AFI20250612BHJP(鋳造;粉末冶金)
要約
【課題】所望の性状の金属薄帯を得るように冷却ロール装置の操業を適正化できる金属溶湯の出湯状態判定方法を提供する。
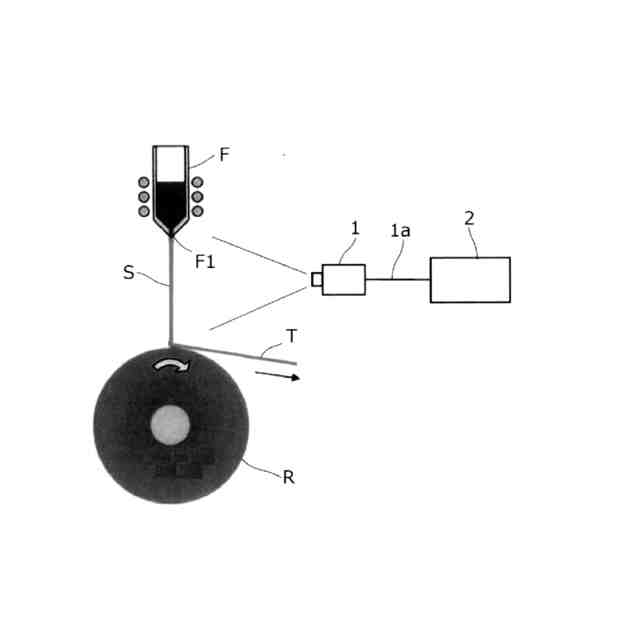
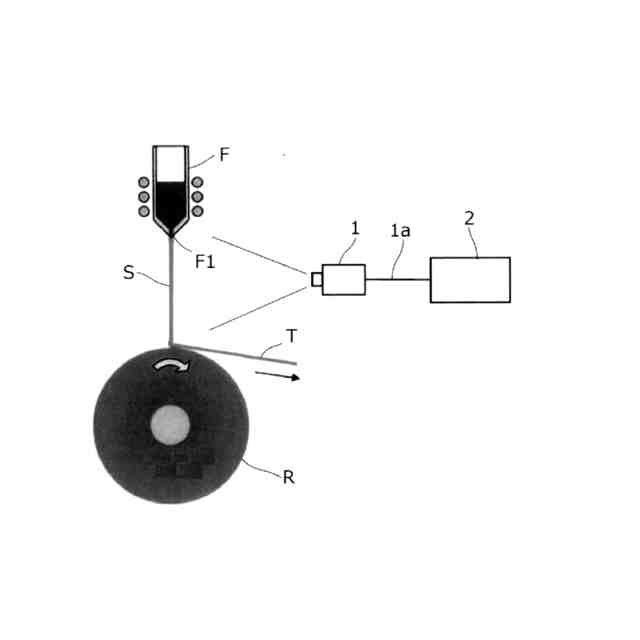
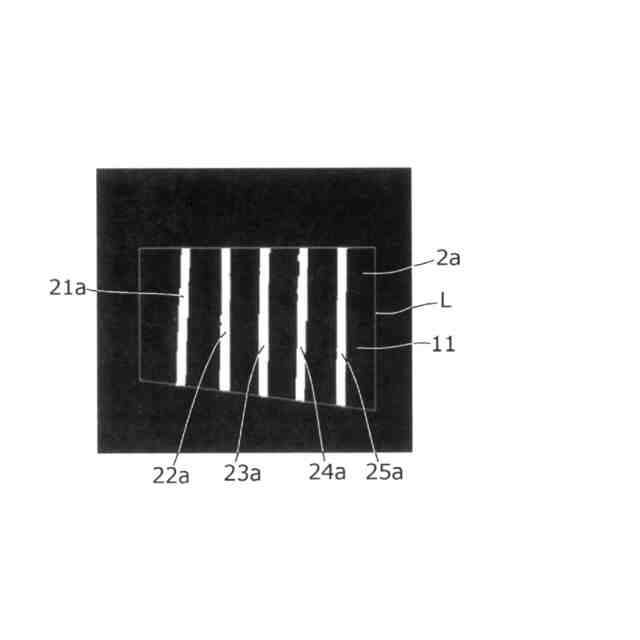
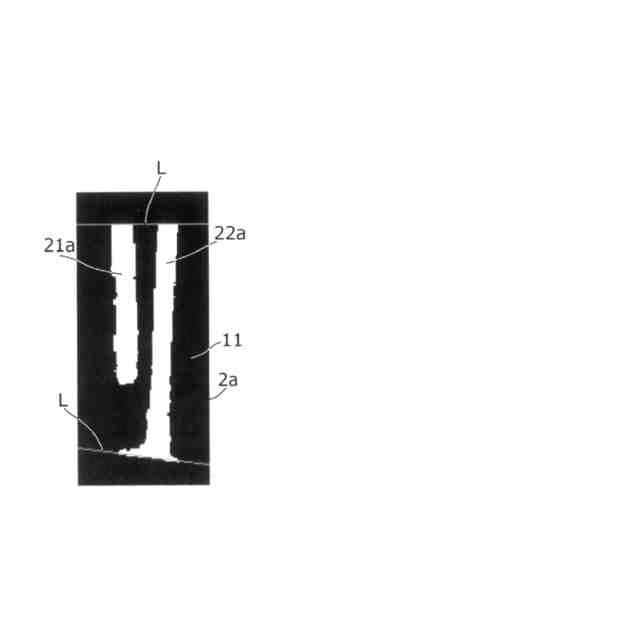
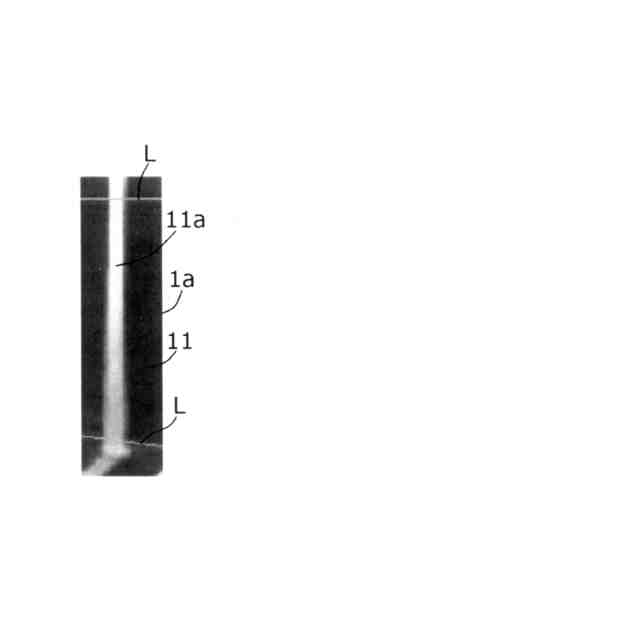
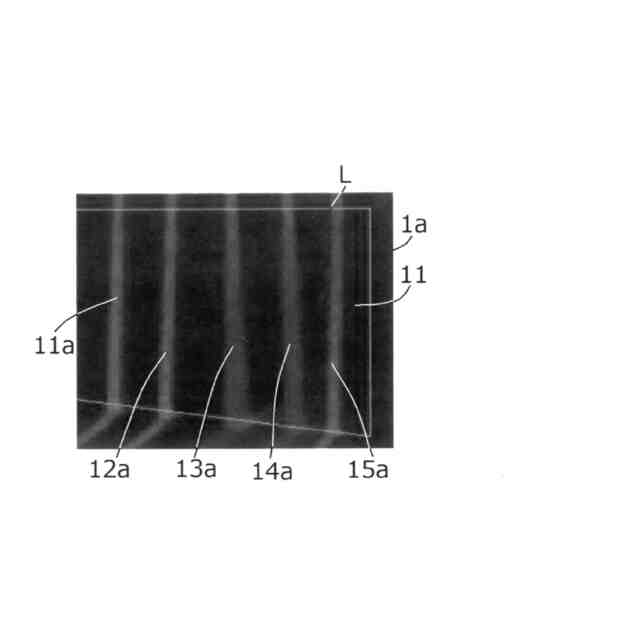
【解決手段】出湯口F1から流出する金属出湯流Sを撮影し、撮影画像中に処理範囲11を設定して、処理範囲11内の画像1a及び/又はこれの二値化画像2aにつき粒子解析処理によってこれら画像中の金属出湯流画像部11a~15a,21a~25aの評価値を算出し、算出された評価値に基づいて安定出湯状態の良否を判定する。
【選択図】 図1
特許請求の範囲
【請求項1】
出湯口から流出する金属出湯流を撮影し、撮影画像中に処理範囲を設定して、処理範囲内の画像及び/又はこれの二値化画像につき粒子解析処理によって当該画像中の金属出湯流画像部の評価値を算出し、算出された評価値に基づいて安定出湯状態の良否を判定することを特徴とする金属溶湯の出湯状態判定方法。
続きを表示(約 420 文字)
【請求項2】
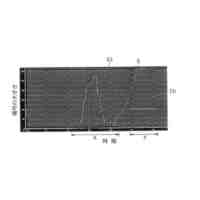
前記評価値は、前記出湯流画像部の「高さ」「湯幅」「上下部の輝度変化量」「平均輝度」「最大ないし最小輝度と平均輝度との差」の少なくとも一つである請求項1に記載の金属溶湯の出湯状態判定方法。
【請求項3】
前記安定出湯状態の判定が否である場合に、さらに金属出湯流の「不連続の滴下」「詰まり」の各状態の少なくとも一つを判定する請求項1に記載の金属溶湯の出湯状態判定方法。
【請求項4】
前記金属出湯流が複数本あって前記安定出湯状態の判定が否である場合に、さらに金属出湯流の「合流」状態を判定する請求項1に記載の金属溶湯の出湯状態判定方法。
【請求項5】
対応する前記各撮影画像に前記安定出湯状態の良否、ないし「不連続の滴下」「詰まり」「合流」の各状態をアノテーションとして付与して機械学習の学習データを生成する請求項1~4のいずれかに記載の金属溶湯の出湯状態判定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は金属溶湯の出湯状態判定方法に関し、特に急冷ロール装置に好適に使用できる金属溶湯の出湯状態判定方法に関するものである。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
金属溶湯をノズルから冷却ロールの表面へ注湯し急冷して非晶質金属や磁性金属の薄帯を効率的に製造する急冷ロール装置が注目されており、例えば特許文献1では、所定厚を維持した金属薄帯を得るべく、タンディッシュ内へ溶湯を供給している傾動式溶解炉の傾動角を制御してタンディッシュの湯面高さを常に一定に維持するようにした溶湯供給装置が示されている。
【先行技術文献】
【特許文献】
【0003】
特開2002-248547
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、タンディッシュ内の湯面高さを一定にしても、その出湯口の詰まりやその他の理由によって冷却ロールへの注湯が正常に行われず、所望の性状の金属薄帯が得られないことがあり、出湯状態を確実に判定する方法が望まれていた。
【0005】
そこで、本発明はこのような要請に鑑みたもので、所望の性状の金属薄帯を得るように冷却ロール装置の操業を適正化できる金属溶湯の出湯状態判定方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明では、出湯口(F1)から流出する金属出湯流(S)を撮影し、撮影画像中に処理範囲(11)を設定して、処理範囲(11)内の画像(1a)及び/又はこれの二値化画像(2a)につき粒子解析処理によってこれら画像中の金属出湯流画像部(11a~15a,21a~25a)の評価値を算出し、算出された評価値に基づいて安定出湯状態の良否を判定する。
【0007】
本発明によれば、従来のようなタンディッシュ内の湯面高さを一定に管理するのに較べて、粒子解析処理によって金属溶湯流の撮影画像から直接出湯状態の良否を評価しているから出湯状態を確実に判定でき、これに基づいて、所望の性状の金属薄帯を得るように冷却ロール装置の操業を適正化することができる。
【0008】
好ましくは、前記評価値は、前記出湯流画像部(11a~15a,21a~25a)の「高さ」「湯幅」「上下部の輝度変化量」「平均輝度」「最大ないし最小輝度と平均輝度との差」の少なくとも一つである。
【0009】
好ましくは、前記安定出湯状態の判定が否である場合に、さらに金属出湯流(S)の「不連続の滴下」「詰まり」の各状態の少なくとも一つを判定する。
【0010】
好ましくは、前記金属出湯流(S)が複数本あって前記安定出湯状態の判定が否である場合に、さらに金属出湯流の「合流」状態を判定する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同特殊鋼株式会社
放熱材料
1か月前
大同特殊鋼株式会社
軟磁性材料
10日前
大同特殊鋼株式会社
軟磁性合金
1か月前
大同特殊鋼株式会社
超音波検査方法
23日前
大同特殊鋼株式会社
電磁攪拌制御方法
1か月前
大同特殊鋼株式会社
丸棒体の本数計数方法
1か月前
大同特殊鋼株式会社
金属碑及びその製造方法
1か月前
大同特殊鋼株式会社
含クロム溶鋼の精錬方法
1か月前
大同特殊鋼株式会社
熱処理設備および浸炭焼入れ方法
1か月前
大同特殊鋼株式会社
アレイ探触子の振動子劣化検出方法
4日前
大同特殊鋼株式会社
計測データ入力方法及びそのシステム
1か月前
大同特殊鋼株式会社
連続鋳造装置のブレークアウト弁別方法
1か月前
大同特殊鋼株式会社
浸炭時の粗大粒防止特性に優れた肌焼鋼材
1か月前
大同特殊鋼株式会社
結晶組織評価方法および結晶組織評価装置
1か月前
大同特殊鋼株式会社
高強度高熱伝導率鉄基合金積層造形体の製造方法
25日前
個人
鋼の連続鋳造用鋳型
3か月前
個人
ピストンの低圧鋳造金型
7か月前
トヨタ自動車株式会社
押湯入子
3か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
芝浦機械株式会社
成形システム
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
3か月前
日本製鉄株式会社
モールドパウダー
1か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
株式会社キャステム
鋳造品の製造方法
7か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
トヨタ自動車株式会社
突き折り棒
6か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
旭有機材株式会社
鋳型の製造方法
4か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
5か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ