TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025108856
公報種別
公開特許公報(A)
公開日
2025-07-24
出願番号
2024002320
出願日
2024-01-11
発明の名称
タンディッシュのドライコート層の設計方法、および、形成方法
出願人
大同特殊鋼株式会社
代理人
個人
主分類
B22D
11/10 20060101AFI20250716BHJP(鋳造;粉末冶金)
要約
【課題】タンディッシュのドライコート層を構造的に適切に設計できる技術を提供する。
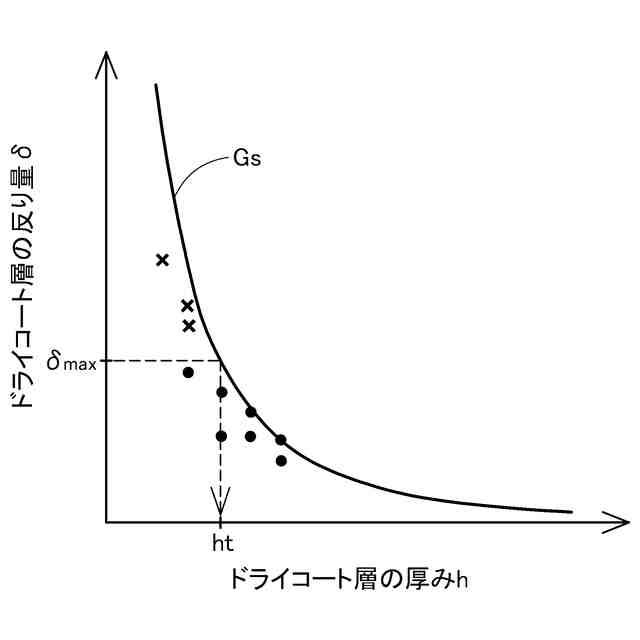
【解決手段】タンディッシュの槽内の内壁面を覆うドライコート層を設計する方法は、ドライコート層の限界反り量δ
max
を定める工程と、下記の数式(1),(2)から求められる、ドライコート層の反り量δと厚みhとを一意に関連付けた関係において、前記限界反り量δ
max
に対して求められる前記厚みhを、前記ドライコート層の厚みの設計値htとして取得する工程と、を備える。
反り量δ=(荷重F×高さL
3
)/(3×ヤング率E×I)…(1)
断面二次モーメントI=幅b×厚みh
3
/12…(2)
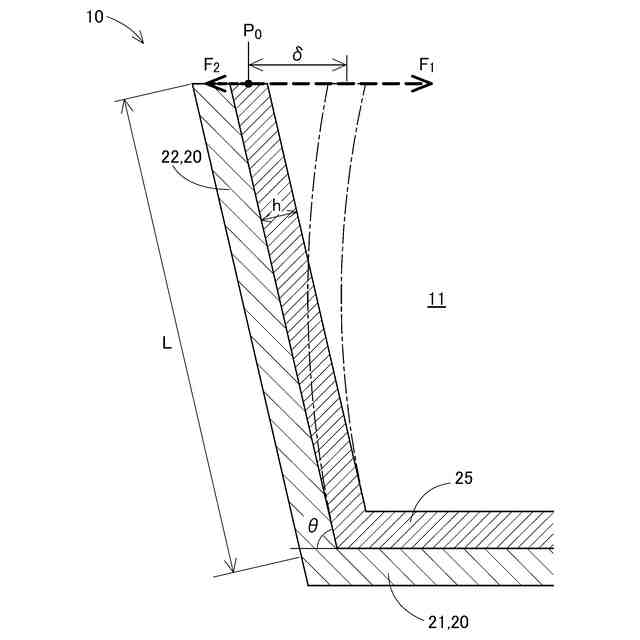
【選択図】図3
特許請求の範囲
【請求項1】
タンディッシュの槽内の内壁面を覆うドライコート層を設計する方法であって、
前記槽の側壁部に形成された前記ドライコート層が、熱変形によって、前記槽の内側に反るときの前記ドライコート層の上端の初期位置からの横方向への移動距離を反り量δとするとき、
崩落の発生が抑制される前記反り量δの許容範囲の最大値である限界反り量δ
max
を定める工程と、
下記の数式(1),(2)から求められる、前記反り量δと前記ドライコート層の厚みhとを一意に関連付けた関係において、前記限界反り量δ
max
に対して求められる前記厚みhを、前記ドライコート層の厚みの設計値htとして取得する工程と、
を備える、方法。
[数1]
反り量δ=(F×L
3
)/(3×E×I)…(1)
F:前記ドライコート層が前記槽の内側に反るときに前記横方向に加わる荷重
L:前記ドライコート層の高さ
E:前記ドライコート層のヤング率
I:前記ドライコート層の断面2次モーメントであり、下記(2)式で求まる値
[数2]
I=b×h
3
/12…(2)
b:前記ドライコート層の幅
h:前記ドライコート層の厚み
続きを表示(約 460 文字)
【請求項2】
請求項1記載の方法であって、
前記限界反り量δ
max
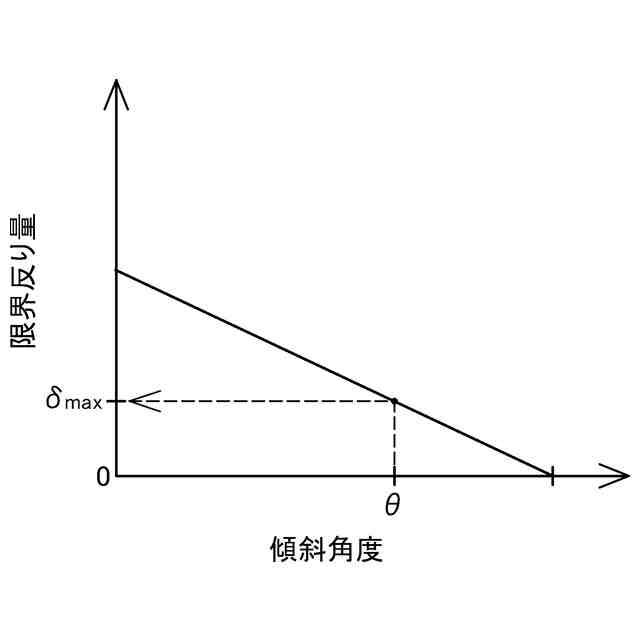
は、初期状態における前記ドライコート層の前記槽の底壁部に沿った方向に対する、前記槽の外側の傾斜角度θと前記限界反り量δ
max
とを一意に対応付けた、予め準備された関係を用いて、前記初期状態での前記傾斜角度θに対して定められる、方法。
【請求項3】
請求項2記載の方法であって、
前記限界反り量δ
max
は、前記ドライコート層が、熱変形によって前記槽の内側に反ったときの前記傾斜角度θが90°以上となるときの前記反り量δである、方法。
【請求項4】
タンディッシュの槽内の内壁面を覆うドライコート層を形成する方法であって、
請求項1から請求項3のいずれか一項に記載の方法によって、前記ドライコート層の厚みの設計値htを決定する工程と、
前記設計値htの厚みを有するように前記ドライコート層を形成する工程と、
を備える、方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タンディッシュのドライコート層の設計方法、および、形成方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
例えば、金属の連続鋳造等の鋳造技術においては、溶融金属である金属溶湯は、取鍋からタンディッシュを経由して鋳型に注入されるのが一般的である。タンディッシュを経由させることにより、金属溶湯から酸化物等の介在物を分離させた上で鋳型に供給することができる。また、タンディッシュを経由させることにより、取鍋から金型への金属溶湯の供給量や供給速度を調整できるし、取鍋の金属溶湯を、複数の鋳型に分岐流入させることが容易になる。このように、タンディッシュは、金型への金属溶湯の供給状態を調整する緩衝容器として機能する。
【0003】
通常、タンディッシュでは、高温の金属溶湯に対する耐久性を高めるために、金属溶湯が供給される槽の容器壁を構成する鉄皮の内壁面に、耐火物を内張りした内張り耐火物層が形成される。また、タンディッシュの使用時には、多くの場合、その耐火物層の表層に、ドライコート材や吹付材によってコーティング層が形成される。ドライコート材によるコーティング層であるドライコート層については、例えば、下記の特許文献1,2に開示されている。
【0004】
ドライコート層は、鋳造が完了した後にはタンディッシュから除去される。このとき、鋳造の際にタンディッシュ内に生じた地金やスラグ等の残留物をドライコート層とともに除去できるため、鋳造後のタンディッシュ内の残留物の除去作業を容易化することができる。
【先行技術文献】
【特許文献】
【0005】
特許第5742695号公報
特許第5302651号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
タンディッシュのドライコート層は、金属溶湯の熱を受けたときに膨張する場合がある。その一方で、例えば、取鍋の交換時などに、タンディッシュ内の金属溶湯量が低減し、その湯面が下がったときには、ドライコート表面の温度低下によって収縮する場合もある。ドライコート層は、このような金属溶湯の熱に起因する膨張・収縮によって生じる応力により、タンディッシュの容器壁から崩落する場合がある。
【0007】
その崩落によってタンディッシュの容器壁から脱落したドライコート材は、金属溶湯に介在物として混入してしまうおそれがあった。また、ドライコート層が崩落すると、その崩落によって生じたドライコート層の欠落箇所において、耐火物が金属溶湯に晒されて損傷するおそれや、鉄皮に達した金属溶湯によって鉄皮が溶けて漏鋼するおそれ等があった。
【0008】
上述したように、従来は、タンディッシュの耐火物層の表層に、ドライコート層ではなく、吹付材のコーティング層を形成する場合があった。吹付材のコーティング層であれば、一般に、形成が容易で、かつ、ドライコート層よりも耐火物層への固着性が高く、脱落しにくい。しかしながら、吹付材の被覆層は、水分を用いて形成されるため、吹付材の被覆層の内部に残留した水素原子が金属溶湯に混入し、いわゆる水素ピックアップの原因となり、鋳造物の品質を低下させてしまう可能性があるという欠点を有している。
【0009】
また、従来は、上記の特許文献1,2に開示されているように、ドライコート材に含有されるバインダー成分を調整することによって、ドライコート層の強度を調整し、ドライコート層の崩落を抑制する場合があった。しかしながら、ドライコート層の崩落を十分に抑制するためには、バインダー成分の調整のみでは十分であるとは言えなかった。
【0010】
ドライコート層の崩落をより効果的に抑制するためには、ドライコート層が構造的に適切に設計されることが好ましい。しかしながら、一般に、ドライコート層が形成されるタンディッシュの容器壁は、金属溶湯が流入されたときの断熱性や、耐熱性、介在物の除去のための金属溶湯の流動性等の多数の要素を考慮して、鋳造される製品ごとに個々にきめ細かく設計される。そのため、そうした容器壁の構造を考慮しながらドライコート層の崩落のメカニズムをモデル化し、ドライコート層の構造を適切に設計することは容易ではなかった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同特殊鋼株式会社
触媒合金
6日前
大同特殊鋼株式会社
鋼材及び金型
26日前
大同特殊鋼株式会社
金属粉末の定量評価方法
11日前
大同特殊鋼株式会社
合金特性予測補助方法、合金特性予測補助装置、合金特性予測補助プログラム
10日前
個人
鋼の連続鋳造用鋳型
4日前
個人
ピストンの低圧鋳造金型
4か月前
トヨタ自動車株式会社
押湯入子
19日前
三菱電機株式会社
三次元造形装置
7か月前
株式会社 寿原テクノス
金型装置
7か月前
大阪硅曹株式会社
無機中子用水性塗型剤
6日前
株式会社エスアールシー
インゴット
7か月前
株式会社プロテリアル
合金粉末の製造方法
4か月前
山石金属株式会社
ガスアトマイズ装置
13日前
山石金属株式会社
ガスアトマイズ装置
13日前
トヨタ自動車株式会社
中子の製造方法
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
4か月前
芝浦機械株式会社
成形機
6か月前
株式会社キャステム
鋳造品の製造方法
4か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
芝浦機械株式会社
射出装置及び成形機
16日前
個人
透かし模様付き金属板の製造方法
7か月前
芝浦機械株式会社
成形機
6か月前
旭有機材株式会社
鋳型の製造方法
1か月前
トヨタ自動車株式会社
ケースの製造方法
2か月前
東洋機械金属株式会社
ダイカストマシン
7か月前
株式会社浅沼技研
鋳型及びその製造方法
5か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
トヨタ自動車株式会社
突き折り棒
3か月前
トヨタ自動車株式会社
鋳物砂の再生方法
1か月前
トヨタ自動車株式会社
金型温度調整装置
7か月前
株式会社浅沼技研
半溶融金属の成形方法
7か月前
株式会社日本高熱工業社
潤滑剤塗布装置
6か月前
大同特殊鋼株式会社
鋼塊の製造方法
5か月前
株式会社プロテリアル
金属付加製造物の製造方法
5か月前
株式会社プロテリアル
金属付加製造物の製造方法
18日前
トヨタ自動車株式会社
金型冷却構造
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ