TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025117669
公報種別
公開特許公報(A)
公開日
2025-08-13
出願番号
2024012519
出願日
2024-01-31
発明の名称
金属付加製造物の製造方法
出願人
株式会社プロテリアル
代理人
主分類
B22F
10/47 20210101AFI20250805BHJP(鋳造;粉末冶金)
要約
【課題】金属付加製造物の変形や割れを抑制すると共に、ベースプレートの変形を抑制することができる金属付加製造物の製造方法を提供する。
【解決手段】造形テーブルの上にベース土台を取り付ける工程(1)と、ベース土台の上にベースプレートを取り付ける工程(2)と、ベース土台上に設置したベースプレートの上に金属粉末層を形成し、金属粉末層の所定箇所に光ビームを照射して所定箇所の金属粉末を溶融凝固させて固化層を形成する工程(3)と、得られた固化層の上に新たな金属粉末層を形成し、新たな金属粉末層の所定箇所に光ビームを照射して更なる固化層を形成することを繰り返す工程(4)と、を有し、ベースプレートは複数に分割された分割ベースプレートであり、ベース土台よりも高い熱伝導率を有しており、ベース土台は、分割ベースプレートよりも高い強度を有してなることを特徴とする金属付加製造物の製造方法。
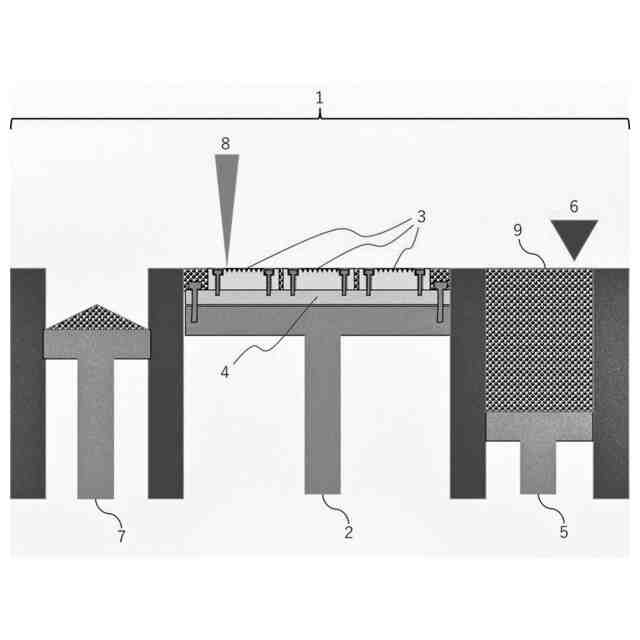
【選択図】図5
特許請求の範囲
【請求項1】
造形テーブルの上にベース土台を取り付ける工程(1)と、
前記ベース土台の上にベースプレートを取り付ける工程(2)と、
前記ベース土台上に設置した前記ベースプレートの上に金属粉末層を形成し、前記金属粉末層の所定箇所に光ビームを照射して前記所定箇所の金属粉末を溶融凝固させて固化層を形成する工程(3)と、
得られた前記固化層の上に新たな金属粉末層を形成し、前記新たな金属粉末層の所定箇所に光ビームを照射して更なる固化層を形成することを繰り返す工程(4)と、を有し、
前記ベースプレートは複数に分割された分割ベースプレートであり、前記ベース土台よりも高い熱伝導率を有しており、前記ベース土台は、前記分割ベースプレートよりも高い強度を有してなることを特徴とする金属付加製造物の製造方法。
続きを表示(約 500 文字)
【請求項2】
前記工程(4)の後に、前記前記分割ベースプレートと一体となった前記金属付加製造物を前記ベース土台から取り外す工程と、
前記金属付加製造物と前記分割ベースプレートとを分離する工程と、を有し、
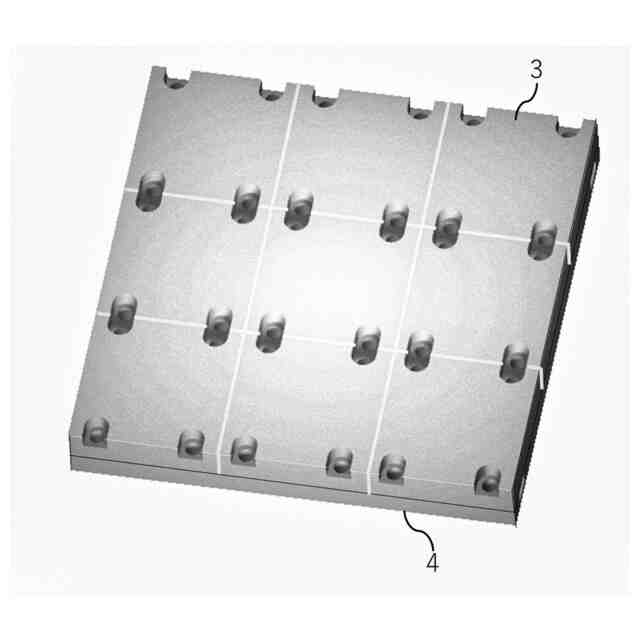
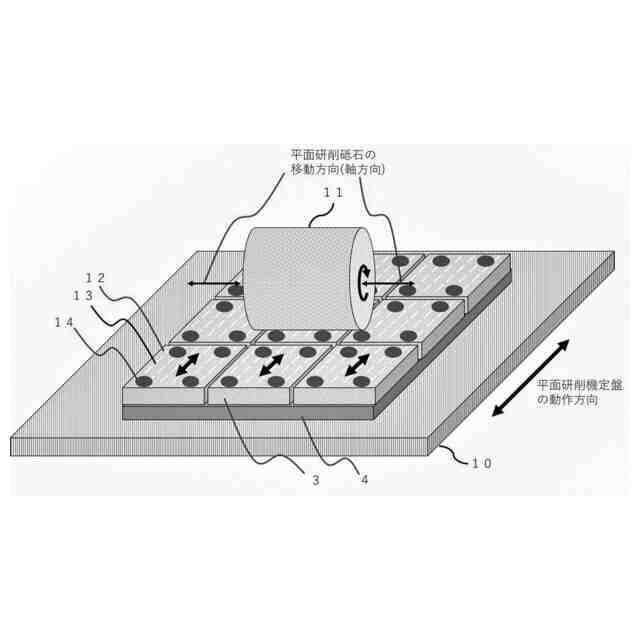
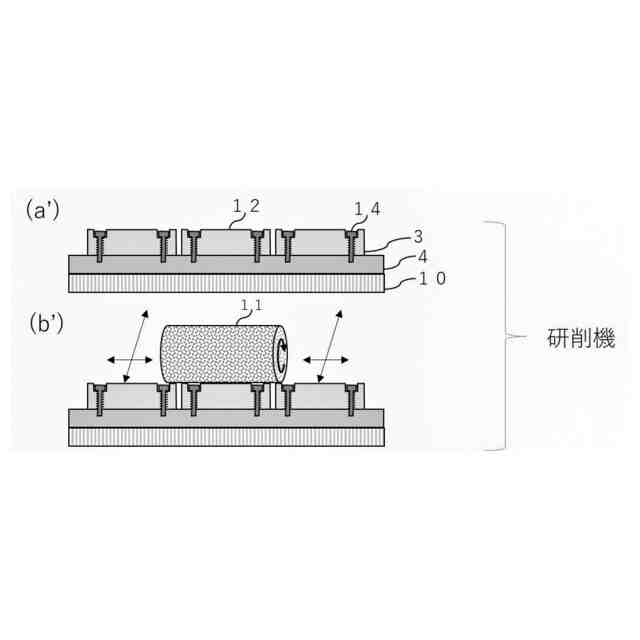
前記分離後の複数の分割ベースプレートは、前記金属粉末層を形成する面に同一方向の研削痕を形成し、且つ同一厚さになるように加工する研削工程を経て再生し、前記再生された複数の分割ベースプレートを、前記工程(2)のベースプレートとして利用することを特徴とする請求項1に記載の金属付加製造物の製造方法。
【請求項3】
前記分割ベースプレートの熱伝導率は室温で40W/(m・K)以上であり、前記ベース土台の強度は室温で40HRC以上であることを特徴とする請求項1または2に記載の金属付加製造物の製造方法。
【請求項4】
前記ベース土台は複数に分割されたものであり、一つのベース土台の上に個々の分割ベースプレートを取り付け、他のベース土台の上に別の個々の分割ベースプレートを取り付けることを特徴とする請求項1または2に記載の金属付加製造物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属付加製造物の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
近年、金属部材を製造する方法として付加製造法(積層造形法とも呼ぶ)が用いられるようになってきている。付加製造法の中でも粉末床溶融結合法は、上下方向に可動なベース土台上に設置されたベースプレートの上に金属粉末を敷き詰めて、これらの金属粉末をレーザまたは電子ビーム等のエネルギー源によって溶融および凝固、または焼結することで固化層を得た後、更にその上に金属粉末を敷き詰めて、更なる固化層を得る工程を繰り返して三次元形状の金属付加製造物を得る手法である。
【0003】
このような、エネルギー源を用いて金属粉末から固化層を得る付加製造工程においては、金属粉末を溶融し凝固することによって固化層を得た後、固化層が時間経過と共に徐々に収縮することが知られている。その結果として、付加製造工程の後の方に形成した固化層が収縮することで、付加製造工程の初期に形成した、下方の固化層が上方に引っ張られるように変形するという問題がある。
【0004】
このような問題に対して、特許文献1では、粉末を支持する複数の分割プレートを含む基板と、前記分割プレート上の前記粉末を固める粉末固化部と、前記分割プレートの移動及び/ 又は変形の方向を規定する方向規制部を含むガイドと、を備える、積層造形装置を開示している。このような構成とすることで、基板の移動及び/ 又は変形の方向を方向規制部によって規制し、結果として、造形物の熱変形に応じて基板が柔軟に追従できるので、熱変形が生じた造形物に対して意図しない熱応力を生じさせることなく、造形物の造形精度または品質の低下を抑制することができるとされている。
【先行技術文献】
【特許文献】
【0005】
特開2020-168787号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載されるような分割プレートでは、付加製造工程の後半になるにつれて分割プレートの剛性が不足して、下方の固化層および分割プレートに変形が生じる恐れがある。また、分割プレート表面に変形や表面凹凸があると、金属粉末層の敷き詰めに乱れが生じる。その結果として、分割プレートに接する部分の固化層に溶融不良部などの欠陥が生じ、付加製造工程の後の方に形成した固化層が収縮することで、この欠陥を起点とする変形や割れなどが生じる恐れがある。
【0007】
本発明はこのような事情に鑑みてなされたものであり、金属付加製造物の変形や割れを抑制すると共に、ベースプレートの変形を抑制することができる金属付加製造物の製造方法を提供する。
【課題を解決するための手段】
【0008】
本発明の金属付加製造物の製造方法は、造形テーブルの上にベース土台を取り付ける工程(1)と、前記ベース土台の上にベースプレートを取り付ける工程(2)と、前記ベース土台上に設置した前記ベースプレートの上に金属粉末層を形成し、前記金属粉末層の所定箇所に光ビームを照射して前記所定箇所の金属粉末を溶融凝固させて固化層を形成する工程(3)と、得られた前記固化層の上に新たな金属粉末層を形成し、前記新たな金属粉末層の所定箇所に光ビームを照射して更なる固化層を形成することを繰り返す工程(4)と、を有し、前記ベースプレートは複数に分割された分割ベースプレートであり、前記ベース土台よりも高い熱伝導率を有しており、前記ベース土台は、前記分割ベースプレートよりも高い強度を有してなることを特徴とする。
【0009】
また、前記工程(4)の後に、前記前記分割ベースプレートと一体となった前記金属付加製造物を前記ベース土台から取り外す工程と、前記金属付加製造物と前記分割ベースプレートとを分離する工程と、を有し、前記分離後の複数の分割ベースプレートは、前記金属粉末層を形成する面に同一方向の研削痕を形成し、且つ同一厚さになるように加工する研削工程を経て再生し、前記再生された複数の分割ベースプレートを、前記工程(2)のベースプレートとして利用することを特徴とするものである。
【0010】
前記分割ベースプレートの熱伝導率は室温で40W/(m・K)以上であり、前記ベース土台の強度は室温で40HRC以上であることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ