TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089031
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2023203961
出願日
2023-12-01
発明の名称
鋼材の製造方法及び金属トレイ
出願人
大同特殊鋼株式会社
代理人
弁理士法人むつきパートナーズ
主分類
C21D
1/00 20060101AFI20250605BHJP(鉄冶金)
要約
【課題】高温での保持後に油焼き入れする熱処理工程を含み、均質な焼き入れを与え得る鋼材の製造方法及びこれに使用される油焼き入れ熱処理用金属トレイの提供。
【解決手段】棒状の鋼材を載置させ熱処理炉内で加熱保持後、油中に浸漬させて油焼き入れする熱処理工程に用いられる平板状の金属トレイである。平板状の本体部の上側主面上には、複数の棒状の支持部材が互いに平行となるように所定間隔に配置されて固定されている。支持部材は、曲面からなる上表面を有し鋼材の下面に線接触して鋼材を本体部の上側主面から上方に離間させて支持する。鋼材の製造方法は、棒状の鋼材を上記した金属トレイの上に載置させたまま、熱処理炉内で1100℃以上に加熱保持後、油中に浸漬させて油焼き入れする。
【選択図】図1
特許請求の範囲
【請求項1】
棒状の鋼材を載置させ熱処理炉内で加熱保持後、油中に浸漬させて油焼き入れする熱処理工程に用いられる平板状の金属トレイであって、
平板状の本体部の上側主面上には、複数の棒状の支持部材が互いに平行となるように所定間隔に配置されて固定されており、
前記支持部材は、曲面からなる上表面を有し前記鋼材の下面に線接触して前記鋼材を前記本体部の前記上側主面から上方に離間させて支持することを特徴とする金属トレイ。
続きを表示(約 940 文字)
【請求項2】
前記本体部は、金属板材からなる直方体の外枠の内側に金属角材又は金属板材を井桁状に組み込んでなることを特徴とする請求項1記載の金属トレイ。
【請求項3】
前記支持部材は丸棒であって、前記本体部の前記上側主面から上方に離間させて固定されていることを特徴とする請求項2記載の金属トレイ。
【請求項4】
前記支持部材を固定された前記本体部からなる単位トレイを上下離間させて着脱自在に2段重ねしてなることを特徴とする請求項1乃至3のうちの1つに記載の金属トレイ。
【請求項5】
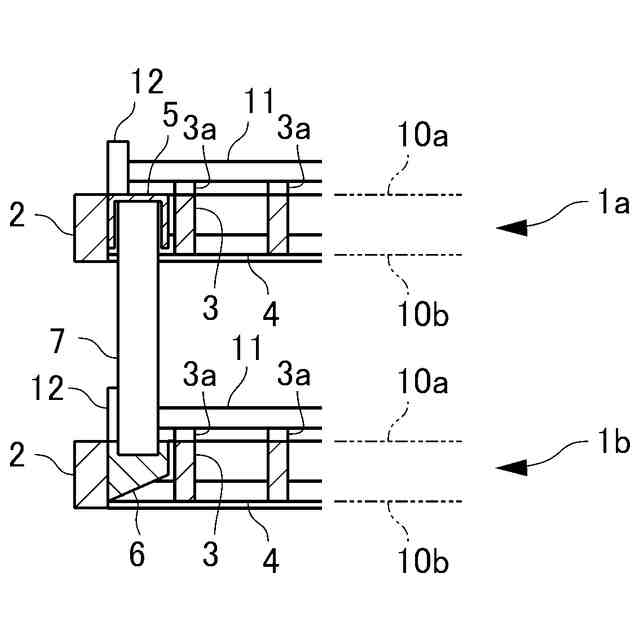
下段にある前記単位トレイの前記上側主面には柱部材が植設されているとともに、上段にある前記単位トレイの前記本体部の下側主面には袋穴部が設けられており、前記柱部材の先端に前記袋穴部が着脱自在に嵌合することを特徴とする請求項4記載の金属トレイ。
【請求項6】
棒状の鋼材を平板状の金属トレイの上に載置させ熱処理炉内で1100℃以上に加熱保持後、油中に浸漬させて油焼き入れする熱処理工程を含む鋼材の製造方法であって、
平板状の本体部の上側主面上には、複数の棒状の支持部材が互いに平行となるように所定間隔に配置されて固定されており、
前記支持部材は曲面からなる上表面を有し、前記支持部材の長手方向と垂直方向に延びるように配置された単数又は複数の前記鋼材が下面を前記支持部材の上に線接触し、かつ、前記本体部の前記上側主面から上方に離間されて支持されたまま熱処理及び油焼き入れされることを特徴とする鋼材の熱処理方法。
【請求項7】
前記本体部は、金属板材からなる直方体の外枠の内側に金属角材又は金属板材を井桁状に組み込んでなることを特徴とする請求項6記載の鋼材の熱処理方法。
【請求項8】
前記支持部材を固定された前記本体部からなる単位トレイを上下離間させて着脱自在に2段重ねし、それぞれの前記単位トレイの上には単数又は複数の前記鋼材を支持させて、前記熱処理炉内で加熱保持後、前記単位トレイを分離してそれぞれ別個に油焼き入れすることを特徴とする請求項6又は7に記載の鋼材の熱処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱処理工程を含む鋼材の製造方法及びこれに使用される金属トレイに関し、特に、高温での加熱保持後に油焼き入れする熱処理工程を含む鋼材の製造方法及びこれに使用される油焼き入れ熱処理用金属トレイに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
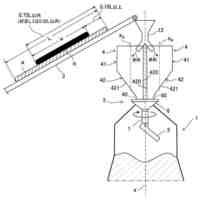
タービンブレード素材などに使用されるSUH616などの耐熱鋼の熱処理においては、板状の金属トレイの上に被熱処理物としての耐熱鋼の角材を載置し、熱処理炉内で1100℃以上の高温、典型的には、1140℃といった、より高温に加熱保持した後に、トレイごと油槽に入れて油焼き入れを行っていた。
【0003】
例えば、特許文献1では、歯車やギヤシャフト、カムシャフトなどの小型部品の浸炭処理において、これらワークをトレイに載置した状態で熱処理炉から取り出してそのまま油槽中へ焼き入れるために使用される井桁状のC/Cコンポジット製のトレイを開示している。C/Cコンポジット製のトレイは、500℃以上の高温で酸化されてしまうため、酸化性ガスを含まない環境下で使用されるとしている。また、高速度工具鋼の真空焼入れのように、焼入れ温度が高温(1200~1300℃)となる熱処理では、Ni系の超合金材料やMoのような高融点金属材料からなる熱処理用トレイが使用されるべきことも述べている。
【先行技術文献】
【特許文献】
【0004】
特開2001-123219号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記したように、耐熱鋼からなる比較的大きな鋼材、特に、長手の棒鋼を1100℃以上といった高温にて加熱保持後、油焼き入れする場合、被熱処理物への油回りを良好にして均一な焼き入れを得るべく、井桁状の金属トレイを使用することが好ましい。このとき、焼き入れが均一でないとムラが生じ、場合によっては、鋼材に曲がりを生じてしまう。
【0006】
本発明は、以上のような状況に鑑みてなされたものであって、その目的とするところは、1100℃以上といった高温での保持後に油焼き入れする熱処理工程を含み、均質な焼き入れを与え得る鋼材の製造方法及びこれに使用される油焼き入れ熱処理用金属トレイを提供することにある。
【課題を解決するための手段】
【0007】
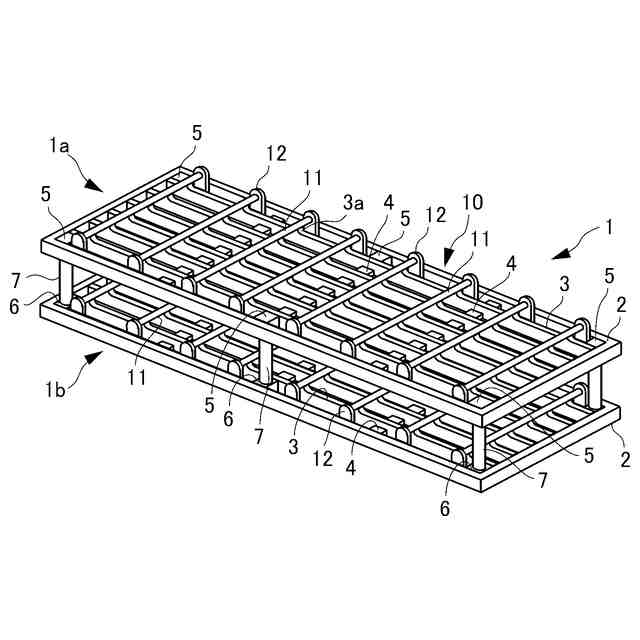
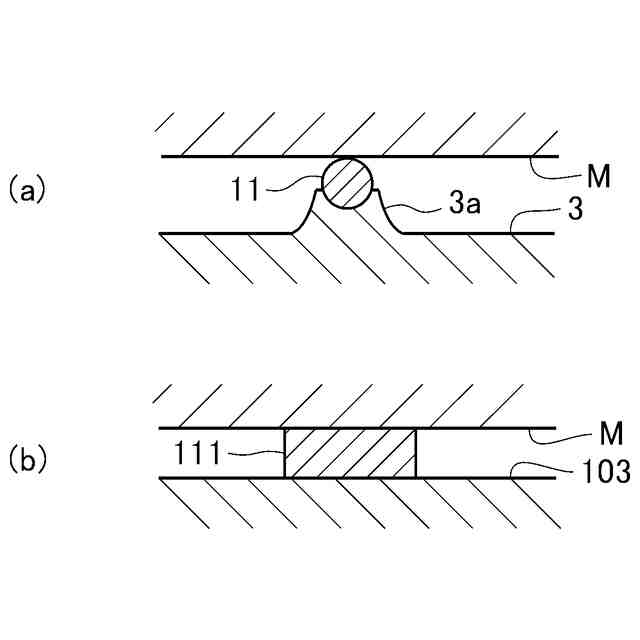
本発明による熱処理用金属トレイは、棒状の鋼材を載置させ熱処理炉内で加熱保持後、油中に浸漬させて油焼き入れする熱処理工程に用いられる平板状の金属トレイであって、平板状の本体部の上側主面上には、複数の棒状の支持部材が互いに平行となるように所定間隔に配置されて固定されており、前記支持部材は、曲面からなる上表面を有し前記鋼材の下面に線接触して前記鋼材を前記本体部の前記上側主面から上方に離間させて支持することを特徴とする。
【0008】
かかる特徴によれば、鋼材の加熱保持時、及び、油焼き入れ時のそれぞれにおいて支持部材及び本体部からの鋼材への影響を減じ得て、鋼材に均質な焼き入れを与え得るのである。
【0009】
上記した発明において、前記本体部は、金属板材からなる直方体の外枠の内側に金属角材又は金属板材を井桁状に組み込んでなることを特徴としてもよい。かかる特徴によれば、油焼き入れ時の鋼材への油回りを高め、鋼材に均質な焼き入れを与え得るのである。また、金属トレイの耐久性を高め得るのである。
【0010】
上記した発明において、前記支持部材は丸棒であって、前記本体部の前記上側主面から上方に離間させて固定されていることを特徴としてもよい。かかる特徴によれば、油焼き入れ時の鋼材への油回りをより高め、鋼材に均質な焼き入れを与え得るのである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同特殊鋼株式会社
触媒合金
12日前
大同特殊鋼株式会社
鋼材及び金型
1か月前
大同特殊鋼株式会社
雰囲気熱処理炉
3日前
大同特殊鋼株式会社
金属粉末の定量評価方法
17日前
大同特殊鋼株式会社
磁性線材および磁性線材の製造方法
4日前
大同特殊鋼株式会社
磁性線材および磁性線材の製造方法
4日前
大同特殊鋼株式会社
合金特性予測補助方法、合金特性予測補助装置、合金特性予測補助プログラム
16日前
個人
バイオ水素製鉄方法
15日前
新和環境株式会社
炉システム
5か月前
新和環境株式会社
炉システム
5か月前
日本製鉄株式会社
転炉精錬方法
5か月前
株式会社戸畑製作所
高炉用羽口
7か月前
富士電子工業株式会社
焼入れ装置
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
4日前
日本製鉄株式会社
溶銑の脱硫方法
7か月前
日本製鉄株式会社
溶鋼の製造方法
6か月前
富士電子工業株式会社
焼き入れ装置
6か月前
日本製鉄株式会社
スラグの排出方法
6か月前
株式会社伊原工業
還元鉄の製造方法
5か月前
個人
製鋼用副資材及びその製造方法
7か月前
中外炉工業株式会社
連続式熱処理炉
3か月前
中外炉工業株式会社
前処理装置
2か月前
日本製鉄株式会社
溶銑の予備処理方法
2か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
2か月前
株式会社デンケン
高温炉
5か月前
大同特殊鋼株式会社
浸炭部材の製造方法
2か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
大同特殊鋼株式会社
熱処理設備
1か月前
東京窯業株式会社
溶鋼処理用の浸漬管
2か月前
日本製鉄株式会社
脱りん方法
3か月前
東京窯業株式会社
溶鋼処理用の浸漬管
5か月前
JFEスチール株式会社
高炉の原料装入方法
8日前
JFEスチール株式会社
高炉の原料装入方法
1か月前
日本製鉄株式会社
高炉の冷却構造
1日前
日本製鉄株式会社
高炉の操業方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ