TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104455
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023222270
出願日
2023-12-28
発明の名称
疵検出方法
出願人
大同特殊鋼株式会社
代理人
個人
主分類
G01N
25/72 20060101AFI20250703BHJP(測定;試験)
要約
【課題】被検物が赤外線カメラのレンズ焦点から外れた場合にも正確に疵を検出することができる疵検出方法を提供する。
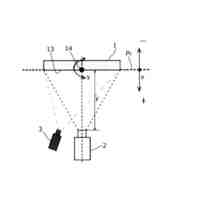
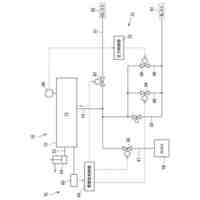
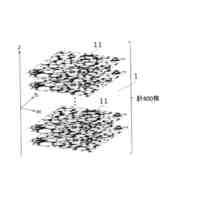
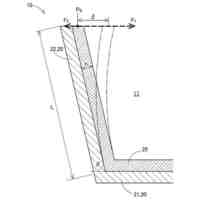
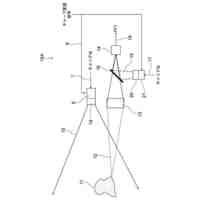
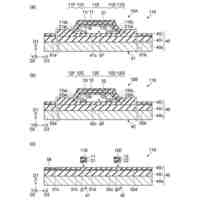
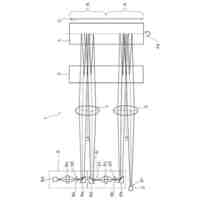
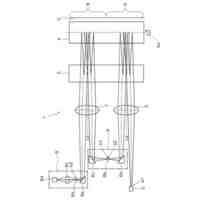
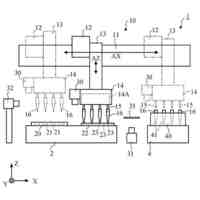
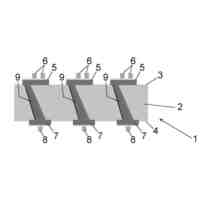
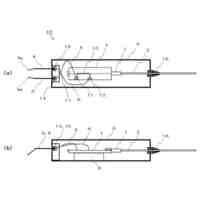
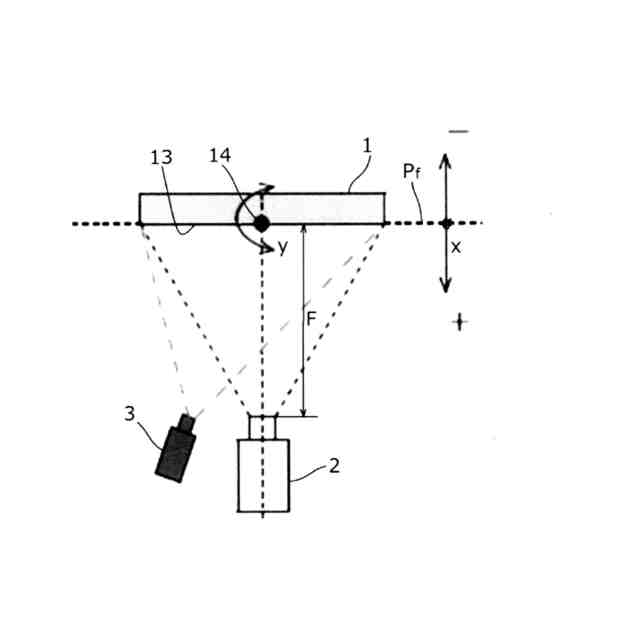
【解決手段】被検物の表面を赤外線カメラで撮影して得た熱画像より前記表面に生じた疵の疵幅と疵深さを検出する疵検出方法において、既知の幅と深さを有する基準疵11,12を予め形成した基準体1の表面13に対し、赤外線カメラ2をそのピント位置Pfを含む所定の距離範囲内で対向させ、上記距離範囲内で対向方向における所定の移動距離毎に撮影した熱画像中の疵画像の幅g(x)、および疵画像と背景画像の温度差f(x)を記録してそれぞれ疵幅較正関数と温度差較正関数を作成し、上記被検物の表面の疵につき、熱画像中の疵画像の疵幅と疵深さを、上記疵幅較正関数と温度差較正関数を使用してピント位置Pfと被検物の表面の距離に応じて較正することによって当該疵の正確な疵幅と疵深さを得る
【選択図】 図2
特許請求の範囲
【請求項1】
被検物の表面を赤外線カメラで撮影して得た熱画像より前記表面に生じた疵の疵幅と疵深さを検出する疵検出方法において、既知の幅と深さを有する基準疵を予め形成した基準体の表面に対し、赤外線カメラをそのピント位置を含む所定の距離範囲内で対向させ、前記距離範囲内で対向方向における所定の移動距離毎に撮影した熱画像中の疵画像の幅、および疵画像と背景画像の温度差を記録してそれぞれ疵幅較正関数と温度差較正関数を作成し、前記被検物の表面の疵につき、熱画像中の疵画像の疵幅と疵深さを、前記疵幅較正関数と温度差較正関数を使用して前記ピント位置と前記被検物の表面の距離に応じて較正することによって当該疵の正確な疵幅と疵深さを得ることを特徴とする疵検出方法。
続きを表示(約 48 文字)
【請求項2】
前記温度差較正関数をガウス関数とした請求項1に記載の疵検出方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は疵検出方法に関し、特に赤外線カメラで得られる被検物表面の熱画像より当該表面に生じた疵を検出する方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
被検物表面の熱画像を観察すると疵に対応する画像領域で温度が急変することから上記表面に生じた疵を検出できる。そこで、例えば特許文献1では、赤外線カメラと被検物の間にトラッキングミラーを設けて、被検物の移動速度に合わせてトラッキングミラーを適宜追従振動させることによって、被検物の移動に伴う画像ブレを防止している。
【先行技術文献】
【特許文献】
【0003】
特開平3-185346
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、被検物が赤外線カメラの前方を横切って移動する場合には上述のように移動に伴う画像ブレが問題になるが、これとは別に、被検物と赤外線カメラとの相対間隔が変動すると、固定焦点の赤外線カメラでは被検物がそのピント距離から外れて、いわゆるピンボケ状態になり、疵の幅や深さが正確に検出できないという問題がある。
【0005】
そこで、本発明はこのような課題を解決するもので、被検物が赤外線カメラのピント距離から外れた場合にも正確に疵を検出することができる疵検出方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明は、被検物の表面を赤外線カメラで撮影して得た熱画像より前記表面に生じた疵の疵幅と疵深さを検出する疵検出方法において、既知の幅と深さを有する基準疵(11,12)を予め形成した基準体(1)の表面(13)に対し、赤外線カメラ(2)をそのピント位置(Pf)を含む所定の距離範囲内で対向させ、前記距離範囲内で対向方向における所定の移動距離毎に撮影した熱画像中の疵画像の幅(g(x))、および疵画像と背景画像の温度差(f(x))を記録してそれぞれ疵幅較正関数と温度差較正関数を作成し、前記被検物の表面の疵につき、熱画像中の疵画像の疵幅と疵深さを、前記疵幅較正関数と温度差較正関数を使用して前記ピント位置(Pf)と前記被検物の表面の距離に応じて較正することによって当該疵の正確な疵幅と疵深さを得る。
【0007】
ここで、前記温度差較正関数をガウス関数とすることができる。
【0008】
本発明によれば、疵幅較正関数と温度差較正関数を作成して、これら関数を使用して熱画像中の疵画像の疵幅と疵深さを、赤外線カメラのピント位置と被検物の表面の距離に応じて較正するようにしたから、被検物が赤外線カメラのピント位置から外れても、被検物表面の疵の幅や深さを正確に検出することができる。
【0009】
上記カッコ内の符号は、後述する実施形態に記載の具体的手段との対応関係を参考的に示すものである。
【発明の効果】
【0010】
本発明の疵検出方法によれば、被検物が赤外線カメラのレンズ焦点から外れた場合にも正確に疵を検出することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同特殊鋼株式会社
触媒合金
28日前
大同特殊鋼株式会社
熱処理設備
1か月前
大同特殊鋼株式会社
疵検出方法
2か月前
大同特殊鋼株式会社
鋼材及び金型
1か月前
大同特殊鋼株式会社
超音波探傷方法
13日前
大同特殊鋼株式会社
雰囲気熱処理炉
19日前
大同特殊鋼株式会社
金属粉末の定量評価方法
1か月前
大同特殊鋼株式会社
連続式真空ホットプレス装置
14日前
大同特殊鋼株式会社
磁性線材および磁性線材の製造方法
20日前
大同特殊鋼株式会社
磁性線材および磁性線材の製造方法
20日前
大同特殊鋼株式会社
リチウムイオン電池用負極材料粉末
2か月前
大同特殊鋼株式会社
工具を吊り下げる吊具、および、その使用方法
1か月前
大同特殊鋼株式会社
溶解原料予熱装置および予熱装置付きアーク溶解炉
1か月前
大同特殊鋼株式会社
タンディッシュのドライコート層の設計方法、および、形成方法
2か月前
大同特殊鋼株式会社
合金特性予測補助方法、合金特性予測補助装置、合金特性予測補助プログラム
1か月前
個人
計量スプーン
13日前
個人
微小振動検出装置
24日前
株式会社イシダ
X線検査装置
24日前
三菱電機株式会社
計測器
1か月前
株式会社辰巳菱機
システム
1か月前
IPU株式会社
距離検出装置
1か月前
ダイハツ工業株式会社
測定用具
17日前
株式会社東芝
センサ
24日前
アンリツ株式会社
分光器
19日前
アンリツ株式会社
分光器
19日前
トヨタ自動車株式会社
表示装置
5日前
株式会社FRPカジ
FRP装置
1か月前
学校法人立命館
液面レベルセンサ
1か月前
日本精工株式会社
分注装置
1か月前
株式会社ヨコオ
コンタクタ
17日前
株式会社ナリス化粧品
角層細胞採取用具
3日前
TDK株式会社
磁気センサ
13日前
大和製衡株式会社
組合せ計量装置
1か月前
株式会社精工技研
光電圧プローブ
25日前
TDK株式会社
ガスセンサ
27日前
株式会社カワタ
サンプリング装置
28日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ