TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025069708
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2023179598
出願日
2023-10-18
発明の名称
耐熱鋳鉄系金属短繊維とその製造方法
出願人
虹技株式会社
代理人
個人
主分類
B22F
1/00 20220101AFI20250423BHJP(鋳造;粉末冶金)
要約
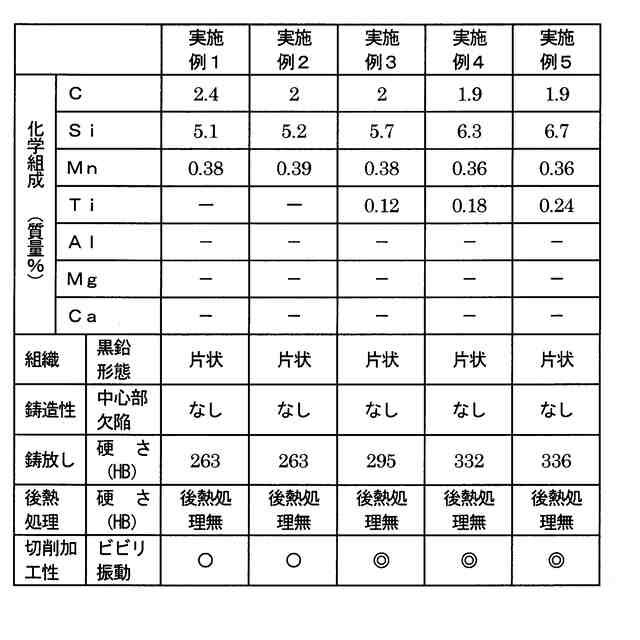
【課題】球状黒鉛鋳鉄組織の場合よりもビビリ切削がし易く、しかも黒鉛の球状化処理や鋳造後の後熱処理を必要とせず、加えて高価な合金成分を多く用いることなく、セラミック、樹脂、その他の材料に複合させて耐熱性、耐焼付き性、耐酸化性、高温強度、耐摩耗性を向上させることができる耐熱鋳鉄系金属短繊維とその製造方法を提供することを課題とする。
【解決手段】質量%で、C:1.0~4.0%、Si:1.5~7.0%、Mn:0.1~1.0%、Ti:≦0.40%、残部がFeからなる成分組成を有すると共に、組織中に片状黒鉛を生成した片状黒鉛鋳鉄組織を有し、且つビビリ振動切削法を用いて切削形成されている耐熱鋳鉄系金属短繊維である。
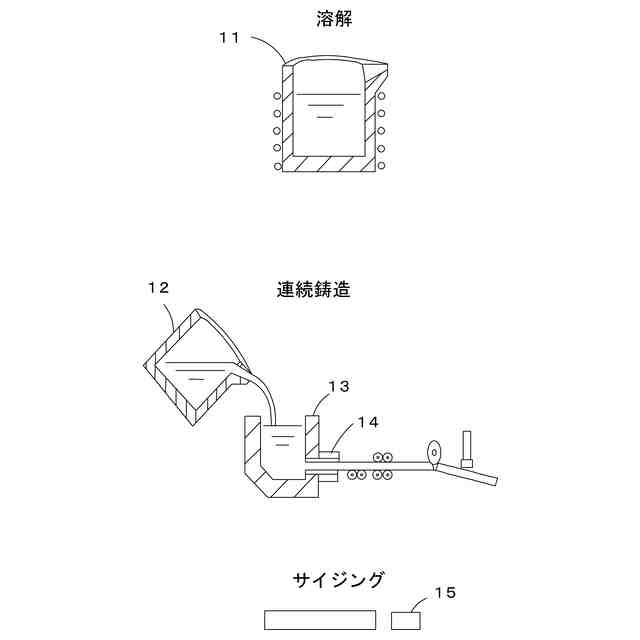
【選択図】 図1
特許請求の範囲
【請求項1】
質量%で、
C :1.0~4.0%、
Si :1.5~7.0%、
Mn :0.1~1.0%、
Ti :≦0.40%、
残部がFeからなる成分組成を有すると共に、組織中に片状黒鉛を生成した片状黒鉛鋳鉄組織を有し、且つビビリ振動切削法を用いて切削形成されていることを特徴とする耐熱鋳鉄系金属短繊維。
続きを表示(約 1,500 文字)
【請求項2】
質量%で、
C :1.5~3.0%、
Si :3.0~7.0%、
Mn :0.1~0.7%、
Ti :0.01~0.40%、
残部がFeからなる成分組成を有すると共に、組織中に長さが0.5~20μmの微細な共晶状の片状黒鉛を生成した片状黒鉛鋳鉄組織を有し、且つビビリ振動切削法を用いて切削形成されていることを特徴とする請求項1に記載の耐熱鋳鉄系金属短繊維。
【請求項3】
質量%で、
C :1.5~2.5%、
Si :5.0~7.0%、
Mn :0.3~0.7%、
Ti :0.10~0.25%、
残部がFeからなる成分組成を有すると共に、組織中に長さが0.5~20μmの微細な共晶状の片状黒鉛を生成した片状黒鉛鋳鉄組織を有し、且つビビリ振動切削法を用いて切削形成されていることを特徴とする請求項2に記載の耐熱鋳鉄系金属短繊維。
【請求項4】
質量%で、
C :1.0~4.0%、
Si :1.5~7.0%、
Mn :0.1~1.0%、
Ti :≦0.40%、
残部がFeからなる成分組成を有する耐熱鋳鉄溶湯を、金型鋳造法若しくは連続鋳造法によって、組織中に片状黒鉛を生成した片状黒鉛鋳鉄組織の丸棒素材に鋳造する鋳造工程と、該鋳造工程で得られた丸棒素材を切断し或いは切断することなく所定の寸法の丸棒ビレットとし、該丸棒ビレットからビビリ振動切削法により金属短繊維を切削形成する切削工程を少なくとも有することを特徴とする耐熱鋳鉄系金属短繊維の製造方法。
【請求項5】
質量%で、
C :1.5~3.0%、
Si :3.0~7.0%、
Mn :0.1~0.7%、
Ti :0.01~0.40%、
残部がFeからなる成分組成を有する耐熱鋳鉄溶湯を、金型鋳造法若しくは連続鋳造法によって、組織中に長さが0.5~20μmの微細な共晶状の片状黒鉛を生成した片状黒鉛鋳鉄組織の丸棒素材に鋳造する鋳造工程と、該鋳造工程で得られた丸棒素材を切断し或いは切断することなく所定の寸法の丸棒ビレットとし、該丸棒ビレットからビビリ振動切削法により金属短繊維を切削形成する切削工程を少なくとも有することを特徴とする請求項4に記載の耐熱鋳鉄系金属短繊維の製造方法。
【請求項6】
質量%で、
C :1.5~2.5%、
Si :5.0~7.0%、
Mn :0.3~0.7%、
Ti :0.10~0.25%、
残部がFeからなる成分組成を有する耐熱鋳鉄溶湯を、金型鋳造法若しくは連続鋳造法によって、組織中に長さが0.5~20μmの微細な共晶状の片状黒鉛を生成した片状黒鉛鋳鉄組織の丸棒素材を鋳造する鋳造工程と、該鋳造工程で得られた丸棒素材を切断し或いは切断することなく所定の寸法の丸棒ビレットとし、該丸棒ビレットからビビリ振動切削法により金属短繊維を切削形成する切削工程を少なくとも有することを特徴とする請求項5に記載の耐熱鋳鉄系金属短繊維の製造方法。
【請求項7】
連続鋳造では、溶湯を水冷式連鋳モールドを備えた溜炉に注湯し、前記水冷式連鋳モールド内で連続的に凝固させながら間欠的に引き抜くことで、丸棒素材を鋳造することを特徴とする請求項4~6の何れかに記載の耐熱鋳鉄系金属短繊維の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は耐熱鋳鉄系金属短繊維とその製造方法に関する。
続きを表示(約 4,300 文字)
【背景技術】
【0002】
金属短繊維は、例えばセラミック材料や樹脂材料、その他の材料の強化を図る目的で、従来から用いられている。
金属短繊維の製造方法としては、溶湯から直接的に短繊維を製造するメルトスクイズ製造法がある。またダイス引き抜きによって作製された長繊維、太い線材をカンナ削り法で作製された長繊維、或いは金属シートを束ねて細く切断して作製された長繊維を、短く切断して短繊維にする製造法がある。
前記メルトスクイズ製造法は、得られる金属短繊維の径や長さが不均一になり易く、サイズの小さい金属短繊維を得ることが難しい。
前記長繊維を短く切断して短繊維にする製造方法は、一般にコストが高くなり、また線材やシート状に加工できる金属素材であることが前提となる。また耐熱性を有する金属は、一般に延性が乏しいため線材やシート状に加工できるものが少なく、また加工コストが非常に高いという問題があった。
【0003】
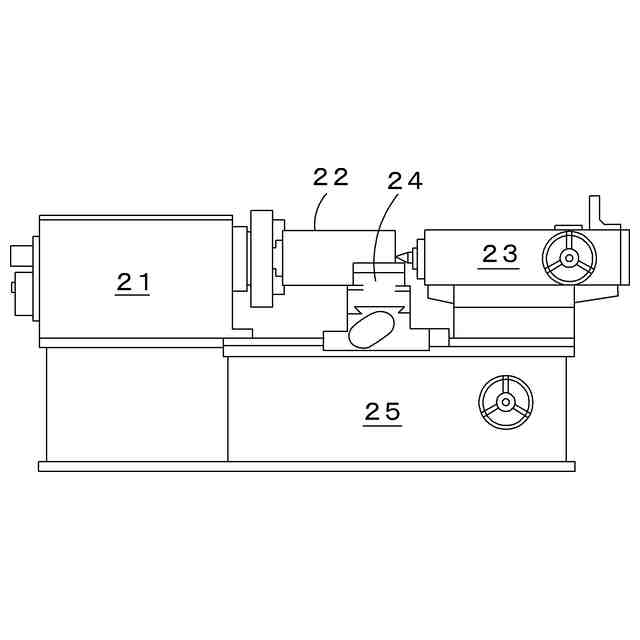
金属短繊維の製造方法として、ビビリ振動切削法を用いる製造方法が従来から提供されている。この方法は、弾性工具を用い、工具の強制振動を利用して丸棒ビレットから直接的に金属短繊維を切削する方法である。このビビリ振動切削法を用いた製造方法の場合は、一般に微細で均一な金属短繊維を製造し易く、比較的多くの種類の金属材料から、色々なサイズの短繊維を比較的安価に製造することができるメリットがある。
その一方、ビビリ振動切削法で短繊維を製造する場合には、比較的大きな径の丸棒ビレットが必要となる。また丸棒ビレットは切削(機械加工性)が容易なものである必要がある。従ってビビリ振動切削法用の金属素材は、丸棒ビレットを製造できる金属素材で、且つ切削に適した金属素材が望まれるところである。
【0004】
国際公開第WO2011/145194号(特許文献1)には、耐熱鋳鉄系金属短繊維とその製造方法に関し、ビビリ振動切削法による球状黒鉛鋳鉄からなる金属短繊維とその製造方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
国際公開第WO2011/145194号
【発明の概要】
【発明が解決しようとする課題】
【0006】
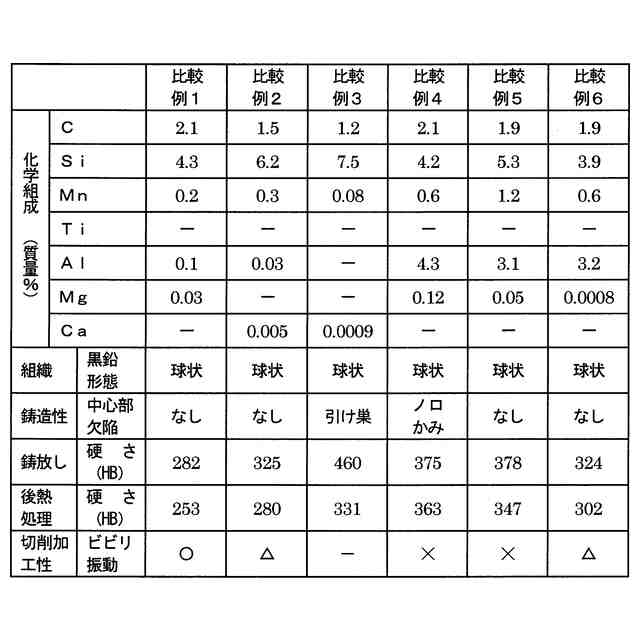
上記特許文献1の発明において、ビビリ振動切削法により製造される耐熱鋳鉄系金属短繊維が球状黒鉛鋳鉄組織の場合は、耐熱性が良好である。
しかし球状黒鉛鋳鉄は、マッシー凝固の凝固形態に起因して、金型鋳造の場合には共晶セメンタイトが晶出し易く、このため追加の後熱処理の必要が生じる。
そして追加の後熱処理を行うことは、追加の熱処理工程の増加、それに伴う時間とコストの大きな増大を伴う問題を生じさせる。
また特許文献1の発明では、黒鉛の球状化のために球状化処理を行う必要がある。
また特許文献1の発明では、高い耐熱性を獲得するため、球状黒鉛鋳鉄組織とする他にAlを添加しているが、硬度が高くなり易く、このためビビリ振動切削が困難となり易く、切削刃の消耗が激しくなる問題もある。
【0007】
そこで本発明はビビリ振動切削法により切削形成される上記従来の耐熱鋳鉄系金属短繊維とその製造方法における欠点を解消し、球状黒鉛鋳鉄組織の場合よりもビビリ振動切削による形成が容易に行え、切削工具の寿命を長くでき、しかも組織中に球状黒鉛を生成する場合と異なり、黒鉛の球状化処理や鋳造後の後熱処理を必要とせず、加えて高価な合金成分を多く用いることなく、セラミック、樹脂、その他の材料に複合させて耐熱性、耐焼付き性、耐酸化性、高温強度、耐摩耗性を向上させることができる新たな耐熱鋳鉄系金属短繊維とその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決する本発明の耐熱鋳鉄系金属短繊維は、質量%で、C:1.0~4.0%、Si:1.5~7.0%、Mn:0.1~1.0%、Ti:≦0.40%、残部がFeからなる成分組成を有すると共に、組織中に片状黒鉛を生成した片状黒鉛鋳鉄組織を有し、且つビビリ振動切削法を用いて切削形成されていることを第1の特徴としている。
また本発明の耐熱鋳鉄系金属短繊維は、上記第1の特徴に加えて、質量%で、C:1.5~3.0%、Si:3.0~7.0%、Mn:0.1~0.7%、Ti:0.01~0.40%、残物がFeからなる成分組成を有すると共に、組織中に長さが0.5~20μmの微細な共晶状の片状黒鉛を生成した片状黒鉛鋳鉄組織を有し、且つビビリ振動切削法を用いて切削形成されていることを第2の特徴としている。
また本発明の耐熱鋳鉄系金属短繊維は、上記第2の特徴に加えて、質量%で、C:1.5~2.5%、Si:5.0~7.0%、Mn:0.3~0.7%、Ti:0.10~0.25%、残物がFeからなる成分組成を有すると共に、組織中に長さが0.5~20μmの微細な共晶状の片状黒鉛を生成した片状黒鉛鋳鉄組織を有し、且つビビリ振動切削法を用いて切削形成されていることを第3の特徴としている。
また本発明の耐熱鋳鉄系金属短繊維の製造方法は、質量%で、C:1.0~4.0%、Si:1.5~7.0%、Mn:0.1~1.0%、Ti:≦0.40%、残部がFeからなる成分組成を有する耐熱鋳鉄溶湯を、金型鋳造法若しくは連続鋳造法によって、組織中に片状黒鉛を生成した片状黒鉛鋳鉄組織の丸棒素材に鋳造する鋳造工程と、該鋳造工程で得られた丸棒素材を切断し或いは切断することなく所定の寸法の丸棒ビレットとし、該丸棒ビレットからビビリ振動切削法により金属短繊維を切削形成する切削工程を少なくとも有することを第4の特徴としている。
また本発明の耐熱鋳鉄系金属短繊維の製造方法は、上記第4の特徴に加えて、質量%で、C:1.5~3.0%、Si:3.0~7.0%、Mn:0.1~0.7%、Ti:0.01~0.40%、残部がFeからなる成分組成を有する耐熱鋳鉄溶湯を、金型鋳造法若しくは連続鋳造法によって、組織中に長さが0.5~20μmの微細な共晶状の片状黒鉛を生成した片状黒鉛鋳鉄組織の丸棒素材に鋳造する鋳造工程と、該鋳造工程で得られた丸棒素材を切断し或いは切断することなく所定の寸法の丸棒ビレットとし、該丸棒ビレットからビビリ振動切削法により金属短繊維を切削形成する切削工程を少なくとも有することを第5の特徴としている。
また本発明の耐熱鋳鉄系金属短繊維の製造方法は、上記第5の特徴に加えて、質量%で、C:1.5~2.5%、Si:5.0~7.0%、Mn:0.1~0.7%、Ti:0.01~0.25%、残部がFeからなる成分組成を有する耐熱鋳鉄溶湯を、金型鋳造法若しくは連続鋳造法によって、組織中に長さが0.5~20μmの微細な共晶状の片状黒鉛を生成した片状黒鉛鋳鉄組織の丸棒素材に鋳造する鋳造工程と、該鋳造工程で得られた丸棒素材を切断し或いは切断することなく所定の寸法の丸棒ビレットとし、該丸棒ビレットからビビリ振動切削法により金属短繊維を切削形成する切削工程を少なくとも有することを第6の特徴としている。
また本発明の耐熱鋳鉄系金属短繊維の製造方法は、上記第4~6の何れかの特徴に加えて、連続鋳造では、溶湯を水冷式連鋳モールドを備えた溜炉に注湯し、前記水冷式連鋳モールド内で連続的に凝固させながら間欠的に引き抜くことで、丸棒素材を鋳造することを第7の特徴としている。
【発明の効果】
【0009】
請求項1に記載の耐熱鋳鉄系金属短繊維によれば、金属短繊維がそこに示される成分組成を有する耐熱鋳鉄基地からなり、しかも組織中に片状黒鉛が生成された片状黒鉛鋳鉄組織からなるので、高価な合金成分を多く用いることなく、耐熱性、耐焼付き性、耐酸化性、高温強度、或いは耐摩耗性のある、振動切削による金属短繊維を提供することができる。
また請求項1の耐熱鋳鉄系金属短繊維によれば、セラミック、樹脂、その他の材料に複合させて、繊維強化させることで、耐熱性、耐焼付き性、耐酸化性、高温強度、或いは耐摩耗性の向上に供することができる。
また請求項1に記載の耐熱鋳鉄系金属短繊維によれば、組織中に片状黒鉛を生成した片状黒鉛鋳鉄組織であるので、ビビリ振動切削に適して切削形成し易く、且つ硬さが高くてもビビリ振動切削形成が容易である。よってまたビビリ振動切削に用いる切削工具(チップ)の寿命を延ばすことができる。
また請求項1に記載の耐熱鋳鉄系金属短繊維によれば、成分組成が鋳鉄組成であるので、鋼の場合と比べても、より低温で必要な丸棒素材を鋳造することができる。よってビビリ振動切削法による金属短繊維の提供をより安価にすることができる。
特に、請求項1に記載の耐熱鋳鉄系金属短繊維によれば、耐熱鋳鉄基地の組織中に球状黒鉛を生成するのではなく、片状黒鉛を生成した片状黒鉛鋳鉄組織としてあるので、球状黒鉛鋳鉄組織の場合よりもビビリ振動切削が行い易く、しかも黒鉛の球状化処理、鋳造後の後熱処理を必要としないメリットが大きい。
【0010】
また請求項2に記載の耐熱鋳鉄系金属短繊維によれば、上記請求項1の構成による作用効果に加えて、鋳鉄の成分をそこに記載の成分組成の範囲に限定し、Tiの含有量を0.01~0.40質量%と必須とし、組織を0.5~20μmの微細な共晶状の片状黒鉛が生成された片状黒鉛鋳鉄組織にしたことで、耐熱性を一層向上させ、またTi添加による片状黒鉛の微細化とそれによるビビリ振動切削の一層の容易化を図ることができる。
また請求項3に記載の耐熱鋳鉄系金属短繊維によれば、上記請求項2の構成による作用効果に加えて、鋳鉄の成分をそこに記載の成分組成の範囲に更に限定し、Tiの含有量を0.10~0.25質量%と更に限定し、組織を0.5~20μmの微細な共晶状の片状黒鉛からなる片状黒鉛鋳鉄組織にしたことで、耐熱性を更に向上させ、またTiの添加による片状黒鉛の微細化とそれによるビビリ振動切削の一層の容易化を図ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
4か月前
個人
鋼の連続鋳造用鋳型
22日前
個人
ピストンの低圧鋳造金型
4か月前
トヨタ自動車株式会社
押湯入子
1か月前
友鉄工業株式会社
錫プレート成形方法
1日前
大阪硅曹株式会社
無機中子用水性塗型剤
24日前
株式会社プロテリアル
合金粉末の製造方法
5か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
芝浦機械株式会社
成形機
7か月前
芝浦機械株式会社
成形機
7か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
株式会社キャステム
鋳造品の製造方法
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
トヨタ自動車株式会社
突き折り棒
4か月前
旭有機材株式会社
鋳型の製造方法
1か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
6か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
株式会社浅沼技研
鋳型及びその製造方法
6か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
6か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
16日前
大同特殊鋼株式会社
鋼塊の製造方法
6か月前
トヨタ自動車株式会社
金型冷却構造
4か月前
株式会社豊田中央研究所
積層造形装置
3か月前
福田金属箔粉工業株式会社
Cu系粉末
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4か月前
株式会社神戸製鋼所
炭素-銅含有粉末
4か月前
日立Astemo株式会社
成形装置
5か月前
デザインパーツ株式会社
冷却装置及び冷却方法
7か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
セイコーエプソン株式会社
製造方法
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































