TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025104
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129573
出願日
2023-08-08
発明の名称
鋼の製造方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人ATEN
主分類
B22D
11/10 20060101AFI20250214BHJP(鋳造;粉末冶金)
要約
【課題】非定常時のタンディッシュ内溶鋼の清浄度を高め、かつ非定常時の溶鋼の清浄度が定常時に影響することを抑える、鋼の製造方法を提供する。
【解決手段】連々鋳において取鍋からタンディッシュへの溶鋼注入開始時に[1]式および[2]式を満たす。
a≦h/h
0
≦0.45・・・[1]
a=[VD
2
/2.05{(ρ
S
-ρ
P
)g/ρ
S
}
1/2
]
2/5
/h
0
・・・[2]
[1]式を満たすとき、タンディッシュ底部で取鍋からの溶鋼注入流の鉛直方向の流速vbが[3]式および[4]式を満たし、
vb≦9.91・・・[3]
vb=[2g{H
0
+H-(h-h
1
)}]
1/2
・・・[4]
かつ、取鍋からの溶鋼注入流に最も近いタンディッシュ側部または堰における、タンディッシュ底面に沿った溶鋼流の流速vwが[5]式および[6]式を満たす。
vw≦0.62・・・[5]
vw=3.5{(Hr
0
)
2
/r}(2gH
0
)
1/2
・・・[6]
【選択図】なし
特許請求の範囲
【請求項1】
鋼を連続鋳造する際、複数の取鍋の溶鋼を連続して鋳造する連々鋳において、
取鍋交換後、次の取鍋からタンディッシュへの溶鋼注入開始時に、以下の[1]式および[2]式を満たし、
a ≦ h/h
0
≦ 0.45 ・・・[1]
a = [VD
2
/2.05{(ρ
S
-ρ
P
)g/ρ
S
}
1/2
]
2/5
/h
0
・・・[2]
上記[1]式を満たすとき、
タンディッシュ底部において、取鍋からの溶鋼注入流の鉛直方向の流速vb(m/s)が以下の[3]式および[4]式を満たし、かつ、
vb ≦ 9.91 ・・・[3]
vb = [2g{H
0
+H-(h-h
1
)}]
1/2
・・・[4]
取鍋からの溶鋼注入流に最も近いタンディッシュ側部またはタンディッシュ内に配置された堰における、タンディッシュ底面に沿った溶鋼流の流速vw(m/s)が、以下の[5]式および[6]式を満たす
vw ≦ 0.62 ・・・[5]
vw = 3.5{(Hr
0
)
2
/r}(2gH
0
)
1/2
・・・[6]
ことを特徴とする、鋼の製造方法。
ここで、
h:タンディッシュ内の溶鋼高さ(m)
h
0
:定常時のタンディッシュ内の溶鋼高さ(m)
V:タンディッシュから鋳型への溶鋼注入速度 (m/s)
D:タンディッシュから鋳型への溶鋼注入出口の直径 (m)
ρ
S
:溶鋼密度(ton/m
3
)
ρ
P
:タンディッシュパウダーの密度(ton/m
3
)
g:重力加速度(m/s
2
)
H:取鍋内溶鋼の吐出出口から、タンディッシュ底部において前記吐出出口と鉛直方向に重なる第1底面部までの鉛直方向距離(m)
H
0
:取鍋内溶鋼の吐出出口から取鍋内溶鋼面までの溶鋼高さ(m)
h
1
:タンディッシュ底部の前記第1底面部と、タンディッシュ底部において注入孔の上端と同じ高さである第2底面部との鉛直方向距離(m)
r
0
:取鍋内溶鋼の吐出出口の半径(m)
r:タンディッシュ底部における、取鍋内溶鋼の吐出出口の中心と鉛直方向に重なる位置Pと、前記位置Pに最も近いタンディッシュ側部またはタンディッシュ内に配置された堰との水平方向距離(m)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼を製造する方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
鋼の連続鋳造において、複数の取鍋の溶鋼を連続的に鋳造する、いわゆる「連々鋳」が行われている。この操業では、取鍋内の溶鋼をタンディッシュへ注入し、取鍋内が空になったら、次の取鍋に交換し、次の取鍋の溶鋼をタンディッシュへ注入することを繰り返す。
【0003】
従来、連々鋳において、取鍋交換前後に、タンディッシュ内の溶鋼の清浄度が低くなることが知られている。取鍋交換前後などの非定常時の溶鋼の清浄度の低下は、定常時の溶鋼の清浄度に影響を及ぼすことがある。
【0004】
特許文献1および特許文献2には、取鍋交換前後のタンディッシュ内溶鋼の清浄度を高める方法が記載されている。取鍋交換時、タンディッシュへ溶鋼が注入されないが、タンディッシュから鋳型への溶鋼注入が続く。そのため、タンディッシュ内の溶鋼量が減少する。特許文献1に記載された方法では、取鍋交換後の「取鍋からタンディッシュへの溶鋼注入速度」を、取鍋交換前後の「タンディッシュから鋳型への溶鋼注入速度」より多くする。また、特許文献2に記載された方法では、取鍋交換後の「タンディッシュへの溶鋼供給量」を多くする。
【先行技術文献】
【特許文献】
【0005】
特許5760801号
特開平7-236947号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1および特許文献2に記載された方法以外の方法でも、タンディッシュ内溶鋼の清浄度を高めることができることが望ましい。例えば、取鍋からの溶鋼注入速度(取鍋からの溶鋼注入量)およびタンディッシュからの溶鋼供給量を制御する以外の方法により、タンディッシュ内溶鋼の清浄度を高めることができることが望ましい。さらに、非定常時の溶鋼の清浄度が定常時の溶鋼の清浄度に影響を及ぼすことを抑制できることが望ましい。
【0007】
本発明は、従来の方法と異なる方法により、非定常時のタンディッシュ内溶鋼の清浄度を高め、かつ、非定常時の溶鋼の清浄度が定常時の溶鋼の清浄度に影響を及ぼすことを抑制することを目的とする。
【課題を解決するための手段】
【0008】
本願明細書に開示される鋼の製造方法は、鋼を連続鋳造する際、複数の取鍋の溶鋼を連続して鋳造する連々鋳において、
取鍋交換後、次の取鍋からタンディッシュへの溶鋼注入開始時に、以下の[1]式および[2]式を満たす。
a ≦ h/h
0
≦ 0.45 ・・・[1]
a = [VD
2
/2.05{(ρ
S
-ρ
P
)g/ρ
S
}
1/2
]
2/5
/h
0
・・・[2]
上記[1]式を満たすとき、
タンディッシュ底部において、取鍋からの溶鋼注入流の鉛直方向の流速vb(m/s)が以下の[3]式および[4]式を満たし、かつ、
vb ≦ 9.91 ・・・[3]
vb = [2g{H
0
+H-(h-h
1
)}]
1/2
・・・[4]
取鍋からの溶鋼注入流に最も近いタンディッシュ側部またはタンディッシュ内に配置された堰における、タンディッシュ底面に沿った溶鋼流の流速vw(m/s)が、以下の[5]式および[6]式を満たす。
vw ≦ 0.62 ・・・[5]
vw = 3.5{(Hr
0
)
2
/r}(2gH
0
)
1/2
・・・[6]
ここで、
h:タンディッシュ内の溶鋼高さ(m)
h
0
:定常時のタンディッシュ内の溶鋼高さ(m)
V:タンディッシュから鋳型への溶鋼注入速度(m/s)
D:タンディッシュから鋳型への溶鋼注入出口の直径(m)
ρ
S
:溶鋼密度(ton/m
3
)
ρ
P
:タンディッシュパウダーの密度(ton/m
3
)
g:重力加速度(m/s
2
)
H:取鍋内溶鋼の吐出出口から、タンディッシュ底部において前記吐出出口と鉛直方向に重なる第1底面部までの鉛直方向距離(m)
H
0
:取鍋内溶鋼の吐出出口から取鍋内溶鋼面までの溶鋼高さ(m)
h
1
:タンディッシュ底部の前記第1底面部と、タンディッシュ底部において注入孔の上端と同じ高さである第2底面部との鉛直方向距離(m)
r
0
:取鍋内溶鋼の吐出出口の半径(m)
r:タンディッシュ底部における、取鍋内溶鋼の吐出出口の中心と鉛直方向に重なる位置Pと、前記位置Pに最も近いタンディッシュ側部またはタンディッシュ内に配置された堰との水平方向距離(m)
である。
【発明の効果】
【0009】
本発明によると、従来の方法と異なる方法により、非定常時のタンディッシュ内溶鋼の清浄度を高めることができ、かつ、非定常時の溶鋼の清浄度が定常時の溶鋼の清浄度に影響を及ぼすことを抑制できる。
【図面の簡単な説明】
【0010】
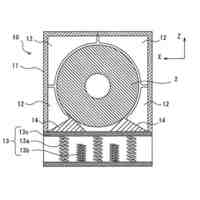
連続鋳造設備の一部の模式図である。
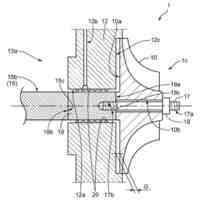
図1に示す連続鋳造設備の寸法を示す模式図である。
変形例の連続鋳造設備の一部の模式図である。
他の変形例の連続鋳造設備の一部の模式図である。
取鍋およびタンディッシュ底部の拡大模式図である。
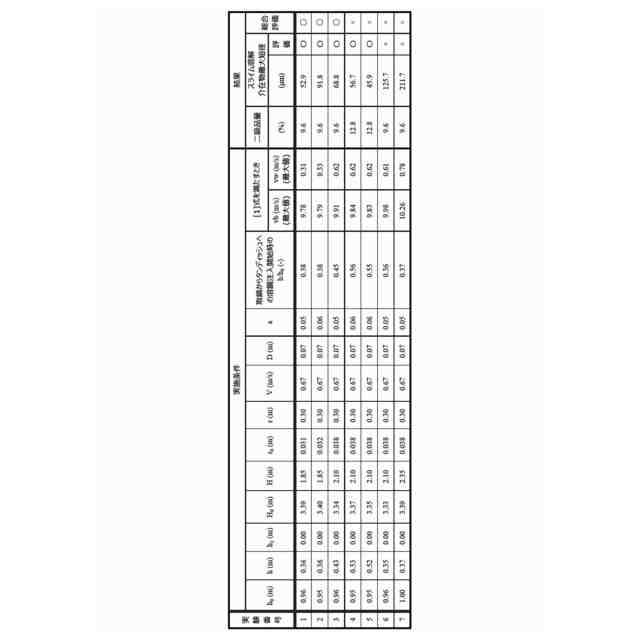
実験1の結果を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
輸送機構
6日前
株式会社神戸製鋼所
回転機械
15日前
株式会社神戸製鋼所
温調ケース
7日前
株式会社神戸製鋼所
溶銑の予備処理方法
今日
株式会社神戸製鋼所
カルシウム抽出方法
9日前
株式会社神戸製鋼所
導電材料およびその製造方法
8日前
株式会社神戸製鋼所
軟磁性線材および軟磁性棒鋼ならびに軟磁性部品
14日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
今日
株式会社神戸製鋼所
回転工具、回転工具の位置姿勢算出方法及び回転工具の位置姿勢算出システム
15日前
株式会社神戸製鋼所
炭素酸化物の還元方法、鉄鋼の製造方法、炭素酸化物の還元装置、及び鉄鋼の製造装置
14日前
個人
鋼の連続鋳造用鋳型
21日前
個人
ピストンの低圧鋳造金型
4か月前
UBEマシナリー株式会社
成形機
9か月前
トヨタ自動車株式会社
押湯入子
1か月前
友鉄工業株式会社
錫プレート成形方法
今日
大阪硅曹株式会社
無機中子用水性塗型剤
23日前
三菱電機株式会社
三次元造形装置
8か月前
株式会社 寿原テクノス
金型装置
8か月前
株式会社プロテリアル
合金粉末の製造方法
5か月前
株式会社エスアールシー
インゴット
8か月前
芝浦機械株式会社
成形機
7か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
芝浦機械株式会社
成形機
7か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
個人
透かし模様付き金属板の製造方法
7か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
株式会社キャステム
鋳造品の製造方法
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
6か月前
株式会社浅沼技研
半溶融金属の成形方法
8か月前
東洋機械金属株式会社
ダイカストマシン
8か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
東洋機械金属株式会社
ダイカストマシン
8か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ