TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025069504
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2023179252
出願日
2023-10-18
発明の名称
鋳片の連続鋳造方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B22D
11/108 20060101AFI20250423BHJP(鋳造;粉末冶金)
要約
【課題】黒スジ欠陥の発生を抑制することのできる鋳片の連続鋳造方法を提供する。
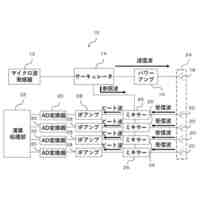
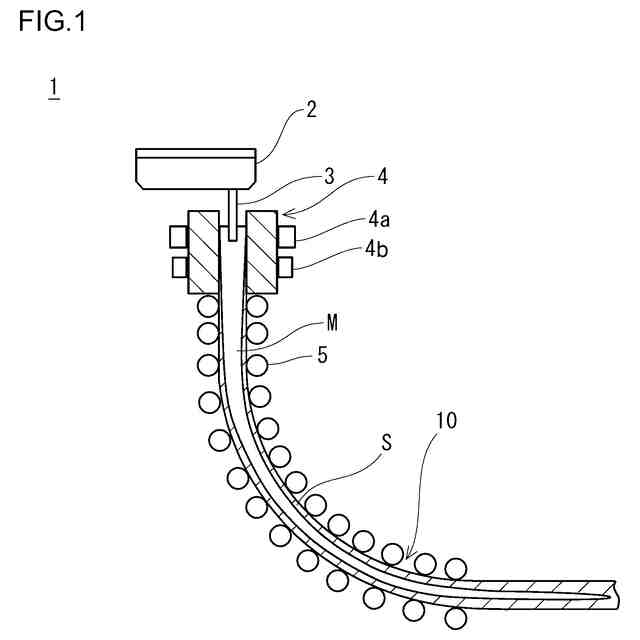
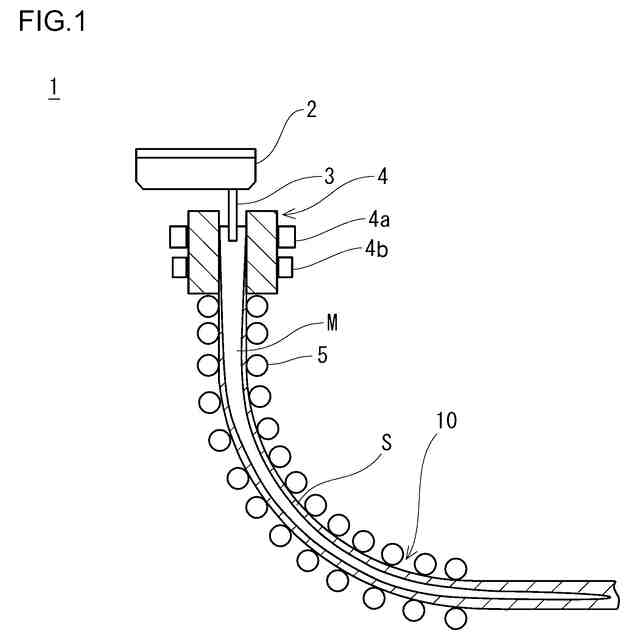
【解決手段】連続鋳造方法は、連続鋳造機(1)を用いる。連続鋳造機(1)は、電磁攪拌コア(4a)を含む鋳型(4)を備える。当該連続鋳造方法は、供給工程と、印加工程と、を備える。供給工程では、P
2
O
5
の含有率が1.0%以下のモールドパウダーを鋳型(4)内に供給する。印加工程では、電磁攪拌コア(4a)を用いて、鋳型(4)内の溶鋼(M)に0.05T以上且つ0.20T以下の交流磁場を印加して、メニスカスにおける湯面変動量を10mm以下とする。
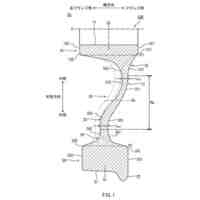
【選択図】図1
特許請求の範囲
【請求項1】
電磁攪拌コアを含む鋳型を備える連続鋳造機を用いた、鋳片の連続鋳造方法であって、
P
2
O
5
の含有率が1.0%以下のモールドパウダーを前記鋳型内に供給する、供給工程と、
前記電磁攪拌コアを用いて、前記鋳型内の溶鋼に0.05T以上且つ0.20T以下の交流磁場を印加して、メニスカスにおける湯面変動量を10mm以下とする、印加工程と、を備える、連続鋳造方法。
続きを表示(約 130 文字)
【請求項2】
請求項1に記載の連続鋳造方法であって、
前記鋳型は、電磁ブレーキコアをさらに含み、
前記印加工程では、さらに、前記電磁ブレーキコアを用いて、前記鋳型内の溶鋼に0.10T以上且つ0.40T以下の静磁場を印加する、連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋳片の連続鋳造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
連続鋳造では、鋳型と鋳片との間の潤滑材としてモールドパウダーが用いられる。一般に、モールドパウダーにはP
2
O
5
が含まれる。鋳型内にモールドパウダーを供給すると、モールドパウダーは鋳型の内面に沿って流入する。流入したモールドパウダーは、鋳型の表面に付着する。すると、モールドパウダー中のリンが鋳片の表面に拡散する。このとき、モールドパウダーは鋳片中のアルミニウムによって還元される。これにより、鋳片においてリンの濃化した部分(以下、「P濃化部」とも言う。)が形成される。P濃化部を有する鋳片(スラブ)を熱間圧延してコイルを製造すると、P濃化部が圧延方向に延伸されてスジ模様の表面欠陥(以下、「黒スジ欠陥」とも言う。)が発生する場合がある。
【0003】
連続鋳造で製造される鋳片は、表面品質が求められる。例えば、自動車向けの極低炭素鋼薄板(特に外装材)の素材となる鋳片は、極めて厳格な表面品質が求められる。この場合、鋳片を圧延して得られるコイルにおいて、黒スジ欠陥の発生を極力抑制することが求められる。
【0004】
黒スジ欠陥の発生を抑制する技術として、例えば特許文献1が知られている。特許文献1には、極低炭素鋼の連続鋳造方法が開示されている。特許文献1の連続鋳造方法では、P
2
O
5
の含有率を制御して、溶融時の粘度を0.3~6.0poise、凝固点を1050~1250℃としたモールドフラックス(モールドパウダー)が用いられる。特許文献1には、モールドフラックス成分中のP
2
O
5
の含有率を0.5%以下としたことにより、鋳片の表面にモールドフラックスが付着したとしてもリンの濃化を抑制することができ、その結果、黒スジ欠陥の発生を抑制できる、と記載されている。
【先行技術文献】
【特許文献】
【0005】
特許6699345号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載されているように、モールドパウダーのP
2
O
5
の含有率をある程度小さくすれば、黒スジ欠陥の発生を低減することができると考えられる。しかしながら、連続鋳造における製造条件によっては、モールドパウダーのP
2
O
5
の含有率を制御したとしても黒スジ欠陥が発生する場合がある。
【0007】
本開示の目的は、黒スジ欠陥の発生を抑制することのできる鋳片の連続鋳造方法を提供することである。
【課題を解決するための手段】
【0008】
本開示に係る連続鋳造方法は、連続鋳造機を用いる。連続鋳造機は、電磁攪拌コアを含む鋳型を備える。当該連続鋳造方法は、供給工程と、印加工程と、を備える。供給工程では、P
2
O
5
の含有率が1.0%以下のモールドパウダーを鋳型内に供給する。印加工程では、電磁攪拌コアを用いて、鋳型内の溶鋼に0.05T以上且つ0.20T以下の交流磁場を印加して、メニスカスにおける湯面変動量を10mm以下とする。
【発明の効果】
【0009】
本開示に係る鋳片の連続鋳造方法によれば、黒スジ欠陥の発生を抑制することができる。
【図面の簡単な説明】
【0010】
図1は、実施形態に係る連続鋳造方法で用いられる連続鋳造機の模式図である。
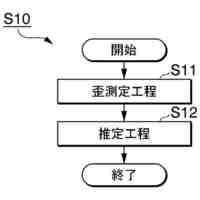
図2は、実施形態に係る鋳片の連続鋳造方法を示すフロー図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
車輪
16日前
日本製鉄株式会社
筒型構造
21日前
日本製鉄株式会社
耐摩耗鋼
17日前
日本製鉄株式会社
鋼の製造方法
10日前
日本製鉄株式会社
高炉操業方法
9日前
日本製鉄株式会社
溶鉄の製造方法
24日前
日本製鉄株式会社
溶鉄の製造方法
24日前
日本製鉄株式会社
ステンレス鋼板
4日前
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
鉄源の溶解精錬方法
17日前
日本製鉄株式会社
鉄源の溶解精錬方法
17日前
日本製鉄株式会社
鉄源の溶解精錬方法
17日前
日本製鉄株式会社
応力-歪関係推定方法
16日前
日本製鉄株式会社
H形鋼およびその製造方法
3日前
日本製鉄株式会社
鋼材、及び、機械構造用部品
23日前
日本製鉄株式会社
フェライト系ステンレス鋼板
8日前
日本製鉄株式会社
フェライト系ステンレス鋼板
9日前
日本製鉄株式会社
距離測定装置及び距離測定方法
14日前
日本製鉄株式会社
磁粉探傷装置及び磁粉探傷方法
1日前
日本製鉄株式会社
オーステナイト系ステンレス鋼
1日前
日本製鉄株式会社
オーステナイト系ステンレス鋼
1日前
日本製鉄株式会社
既設堤防の補強方法および堤防
7日前
日本製鉄株式会社
セグメント及びシールドトンネル
11日前
日本製鉄株式会社
海域向け製鋼スラグのpH評価方法
7日前
日本製鉄株式会社
溶接組立箱形断面柱及びその製造方法
17日前
日本製鉄株式会社
焼結用原料の調整方法及び焼結鉱の製造方法
8日前
日本製鉄株式会社
ステンレス鋼およびステンレス鋼の製造方法
24日前
日本製鉄株式会社
フェライト系ステンレス鋼板及びレーザ溶接構造体
17日前
日本製鉄株式会社
フェライト系ステンレス鋼板及びレーザ溶接構造体
17日前
日本製鉄株式会社
高温流体の加熱移送装置および高温流体の加熱装置
23日前
日本製鉄株式会社
電池部品用フェライト系ステンレス鋼材及び電池部品
24日前
日本製鉄株式会社
建材火災シミュレータ及び建材火災シミュレート方法
16日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ