TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025117401
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024012221
出願日
2024-01-30
発明の名称
フェライト系ステンレス鋼板及びレーザ溶接構造体
出願人
日本製鉄株式会社
代理人
アクシス国際弁理士法人
主分類
C22C
38/00 20060101AFI20250804BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】レーザ溶接を行った場合にレーザ溶接部を含む全体の耐食性(耐すき間腐食性を含む)及び加工性に優れるフェライト系ステンレス鋼板を提供する。
【解決手段】質量基準で、C:0.020%以下、Si:0.20%超1.00%以下、Mn:0.20%以下、P:0.040%以下、S:0.030%以下、Cr:21.5~27.0%、Cu:0.40%以下、Ni:0.20~1.00%、Mo:0.40%以下、Ti:4(C+N)+0.10%~0.40%、Al:0.030~0.100%、N:0.020%以下を含み、残部がFe及び不純物からなるフェライト系ステンレス鋼板である。このフェライト系ステンレス鋼板は、アスペクト比が5以上となる結晶粒の面積率が0.20%以下である。
【選択図】なし
特許請求の範囲
【請求項1】
質量基準で、C:0.020%以下、Si:0.20%超1.00%以下、Mn:0.20%以下、P:0.040%以下、S:0.030%以下、Cr:21.5~27.0%、Cu:0.40%以下、Ni:0.20~1.00%、Mo:0.40%以下、Ti:4(C+N)+0.10%~0.40%、Al:0.030~0.100%、N:0.020%以下を含み、残部がFe及び不純物からなり、
アスペクト比が5以上となる結晶粒の面積率が0.20%以下であるフェライト系ステンレス鋼板。
続きを表示(約 530 文字)
【請求項2】
質量基準で、Nb:0.10%以下を更に含む、請求項1に記載のフェライト系ステンレス鋼板。
【請求項3】
質量基準で、V:0.20%以下、W:0.20%以下、Co:0.50%以下、Zr:0.20%以下、Sn:0.50%以下、B:0.0050%以下、Ca:0.0100%以下、Mg:0.0100%以下、REM:0.0100%以下から選択される一種以上を更に含む、請求項1又は2に記載のフェライト系ステンレス鋼板。
【請求項4】
請求項1又は2に記載のフェライト系ステンレス鋼板から構成される母材と、レーザ溶接部とを含むレーザ溶接構造体。
【請求項5】
前記母材のビッカース硬度と前記レーザ溶接部のビッカース硬度との差が30HV以下である、請求項4に記載のレーザ溶接構造体。
【請求項6】
前記レーザ溶接部の中性塩水噴霧サイクル試験における最大孔食深さが0.20mm以下である、請求項4に記載のレーザ溶接構造体。
【請求項7】
すき間構造を有する前記レーザ溶接部の中性塩水噴霧サイクル試験における最大孔食深さが0.40mm以下である、請求項4に記載のレーザ溶接構造体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フェライト系ステンレス鋼板及びレーザ溶接構造体に関する。詳細には、本発明は、レーザ溶接によって得られるレーザ溶接構造体(特に、テーラードブランク)の作製に最適なフェライト系ステンレス鋼板、及びそれを用いて得られるレーザ溶接構造体に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
フェライト系ステンレス鋼板は、希少金属に分類されて高価なNiを多く含むオーステナイト系ステンレス鋼板よりも安価であることから、多くの用途に使用されている。
近年、環境保全の観点から製造時の省エネルギー化が要請されているため、焼鈍省略や焼鈍温度低下が可能なフェライト系ステンレス鋼板が要求されている。また、フェライト系ステンレス鋼板は、溶接して使用されることが多いため、溶接部の耐食性も確保することが要求されている。しかしながら、フェライト相中には炭素及び窒素が固溶し難いため、溶接時の熱影響でCr炭窒化物が結晶粒界に析出し、鋭敏化と称される耐食性の低下が生じる。このため、Crよりも炭素及び窒素と結合力の強いTiやNbを添加することが知られている。
【0003】
また近年、各種の部品を製造する上で、工程の簡素化、金型数の削減の観点から、素材を連続溶接した後、プレスにて一体化成形して用いられるテーラードブランクの技術が用いられ始めている。フェライト系ステンレス鋼板をテーラードブランクの材料として適用する場合、生産性の観点からレーザ溶接が用いられることが多い。その際、十分にガスシールドを実施しても溶接部の酸化や窒素の侵入を抑制できない場合があり、TiやNbを添加しても、溶接部の耐食性及び加工性を確保できないことがある。
さらに、テーラードブランクは、成形後に更に接合されて部品となることも多く、ステンレス鋼に特有のすき間腐食も課題となる。特に、部品のすき間構造にテーラードブランクのレーザ溶接部が位置すると、すき間腐食が誘発され易くなる。
【0004】
フェライト系ステンレス鋼板の溶接部の耐すきま腐食性を向上させる手段として、例えば、特許文献1には、所定の組成を有するフェライト系ステンレス鋼を用い、溶接隙間部の耐食性に優れかつTIG突合せ溶接部の引張強さを550N/mm
2
以上にする技術が開示されている。
また、フェライト系ステンレス鋼板の溶接部の耐食性を向上させる手段として、例えば、特許文献2には、溶接部に生成するブラックスポットが加工後に剥離することを抑制し、溶接後に加工された際の耐食性を確保する技術が開示されている。
さらに、フェライト系ステンレス鋼板の溶接部の加工性を向上させる手段として、例えば、特許文献3には、Ca及びZrを複合添加することによって溶接部の凝固結晶粒を微細化して溶接部の加工性を改善する技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2011-184732号公報
国際公開第2017/169377号
特表2010-507021号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1は、TIG溶接部を高強度化する技術であるため、テーラードブランクに適用すると成形性が不足する可能性がある。また、特許文献2は、加工後のブラックスポットの剥離は回避できるものの、レーザ溶接部の耐食性や加工性が不十分となる場合がある。さらに、特許文献3は、レーザ溶接部の耐食性について特に問題としておらず、レーザ溶接部の耐食性が不十分となる可能性がある。
【0007】
本発明は、上記のような問題を解決するためになされたものであり、レーザ溶接を行った場合にレーザ溶接部を含む全体の耐食性(耐すき間腐食性を含む)及び加工性に優れるフェライト系ステンレス鋼板を提供することを目的とする。
また、本発明は、レーザ溶接部を含む全体の耐食性(耐すき間腐食性を含む)及び加工性に優れるレーザ溶接構造体を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者は、フェライト系ステンレス鋼板における上記の問題を解決すべく、N
2
シールドガスを用いたレーザ溶接部を含む全体の耐食性及び加工性を鋭意検討した結果、組成及び熱延条件を厳格に管理することで、レーザ溶接部を含む全体の耐食性(耐すき間腐食性を含む)及び加工性が向上することを見出した。具体的には、以下の知見を得た。
(1)Cr添加量を21.5%以上とした上で、Tiを4(C+N)+0.10%以上添加し、固溶NをTiNとして析出させることにより、酸化皮膜下のCr欠乏及び溶接部の鋭敏化が抑制され、耐食性を確保できる。
(2)レーザ溶接部の固溶強化として作用するNbを極力添加せず、Tiを4(C+N)+0.10%以上添加し、レーザ溶接時に混入するNをTiNとして析出させることにより、溶接部の硬質化を抑制して加工性を確保できる。
(3)所定量のSi及びNiを添加することにより、すき間腐食の発生及びその進行を抑制できる。
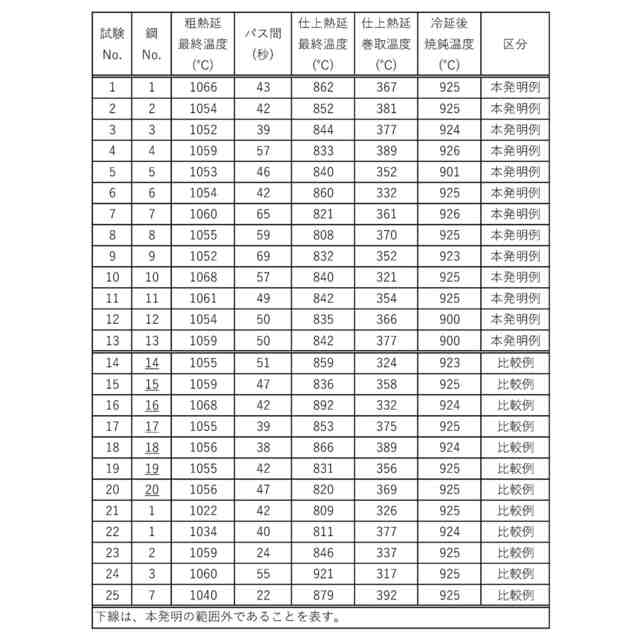
(4)熱延条件のうち粗熱延条件を厳格化することで粗熱延後に整粒化し、その後の仕上熱延における仕上温度及び巻取温度を厳格化することで仕上熱延後に加工ひずみを残存させ、熱延焼鈍を省略しても、冷延焼鈍時に整粒化することで耐食性(耐すき間腐食性を含む)及び加工性を確保できる。
【0009】
本発明は、上記知見の下、更なる検討を行って完成するに至ったものであり、以下のように例示される。
【0010】
[1] 質量基準で、C:0.020%以下、Si:0.20%超1.00%以下、Mn:0.20%以下、P:0.040%以下、S:0.030%以下、Cr:21.5~27.0%、Cu:0.40%以下、Ni:0.20~1.00%、Mo:0.40%以下、Ti:4(C+N)+0.10%~0.40%、Al:0.030~0.100%、N:0.020%以下を含み、残部がFe及び不純物からなり、
アスペクト比が5以上となる結晶粒の面積率が0.20%以下であるフェライト系ステンレス鋼板。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
車輪
2日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
筒型構造
7日前
日本製鉄株式会社
溶接継手
2か月前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
耐摩耗鋼
3日前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
軸受用鋼管
2か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼線及びロープ
1か月前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
ステンレス鋼材
17日前
日本製鉄株式会社
ステンレス鋼材
16日前
日本製鉄株式会社
ステンレス鋼材
16日前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
溶鋼の製造方法
10日前
日本製鉄株式会社
溶鉄の製造方法
10日前
日本製鉄株式会社
溶鉄の製造方法
10日前
日本製鉄株式会社
補強H形鋼有孔梁
1か月前
日本製鉄株式会社
溶銑の脱りん方法
1か月前
日本製鉄株式会社
棒製品の製造方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ