TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025124214
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024020112
出願日
2024-02-14
発明の名称
H形鋼およびその製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
C22C
38/00 20060101AFI20250819BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】高い強度および優れた靱性を有するH形鋼を提供することを目的とする。
【解決手段】フランジの厚さが40~100mmであるH形鋼であって、化学組成が、質量%で、C:0.130~0.190%、Si:0.05~0.50%、Mn:1.20~1.70%、P:0.030%以下、S:0.030%以下、Nb:0.005~0.050%、Al:0.001~0.070%、N:0.0010~0.0070%、O:0.0050%以下、B:0.0005%以下、残部:Feおよび不純物であり、Ceqが0.360~0.450であり、評価位置における金属組織が、ポリゴナルフェライトおよびパーライトの合計面積率が90%以上であり、かつ、ポリゴナルフェライトの平均結晶粒径が35.0μm以下であり、降伏応力が320MPa以上、引張強さが430MPa以上、0℃でのシャルピー試験の吸収エネルギーが100J以上である、H形鋼。
【選択図】 なし
特許請求の範囲
【請求項1】
フランジの厚さが40~100mmであるH形鋼であって、
化学組成が、質量%で、
C :0.130~0.190%、
Si:0.05~0.50%、
Mn:1.20~1.70%、
P :0.030%以下、
S :0.030%以下、
Nb:0.005~0.050%、
Al:0.001~0.070%、
N :0.0010~0.0070%、
O :0.0050%以下、
B :0.0005%以下、
残部:Feおよび不純物であり、
下記(i)式によって定義される炭素当量Ceqが0.360~0.450であり、
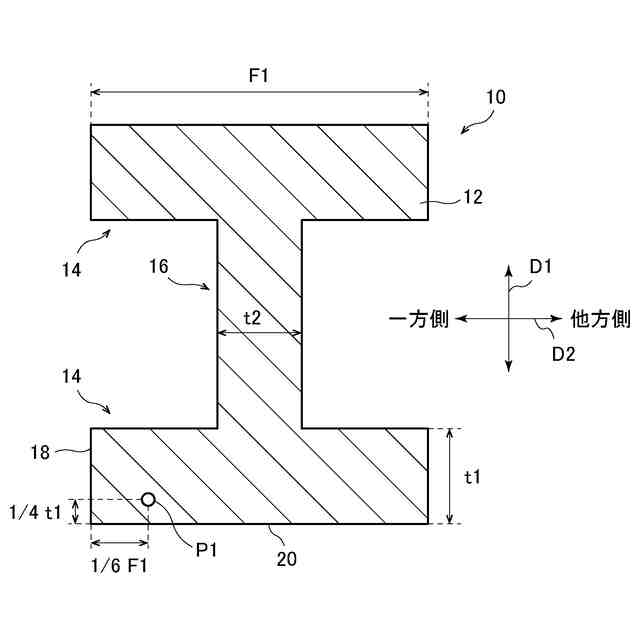
前記H形鋼の圧延方向に対して垂直な断面において、前記H形鋼の高さと平行な方向を第1方向とし、前記圧延方向および前記第1方向に対して垂直な方向を第2方向としたときに、
前記フランジの前記第2方向における端からの距離が、前記フランジの前記第2方向における長さの1/6であり、かつ、前記H形鋼の前記第1方向における端からの距離が、前記フランジの厚さの1/4である位置における金属組織が、
ポリゴナルフェライトおよびパーライトの合計面積率が90%以上であり、かつ、前記ポリゴナルフェライトの平均結晶粒径が35.0μm以下であり、
降伏応力が320MPa以上であり、
引張強さが430MPa以上であり、
0℃でのシャルピー試験の吸収エネルギーが100J以上である、
H形鋼。
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 ・・・(i)
但し、上記式中の元素記号は、H形鋼中に含まれる各元素の含有量(質量%)を表し、含有されない場合は0を代入するものとする。
続きを表示(約 1,400 文字)
【請求項2】
前記化学組成が、前記Feの一部に代えて、質量%で、
Ti:0.025%以下、
V:0.050%以下、
Cr:0.20%以下、
Mo:0.20%以下、
Ni:0.30%以下、
Cu:0.30%以下、
W:0.30%以下、
Ca:0.0050%以下、および
Zr:0.0050%以下、
から選択される1種以上を含有するものである、
請求項1に記載のH形鋼。
【請求項3】
化学組成が、質量%で、
C :0.130~0.190%、
Si:0.05~0.50%、
Mn:1.20~1.70%、
P :0.030%以下、
S :0.030%以下、
Nb:0.005~0.050%、
Al:0.001~0.070%、
N :0.0010~0.0070%、
O :0.0050%以下、
B :0.0005%以下、
残部:Feおよび不純物であり、
下記(i)式によって定義される炭素当量Ceqが0.360~0.450である鋼片を、1100~1350℃の温度域で加熱し、粗圧延して、粗圧延H形鋼とし、
前記粗圧延H形鋼を中間圧延するに際して、
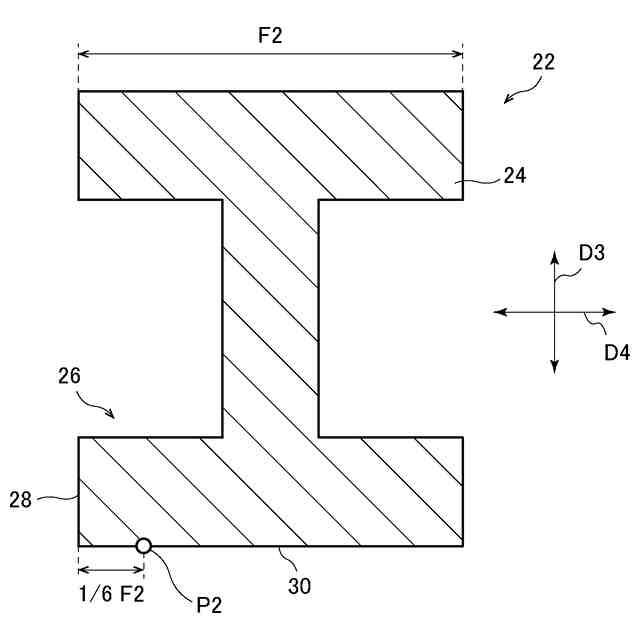
前記粗圧延H形鋼の圧延方向に対して垂直な断面において、前記粗圧延H形鋼の高さと平行な方向を第3方向とし、前記圧延方向および前記第3方向に対して垂直な方向を第4方向としたときに、
前記粗圧延H形鋼の第3方向における端であり、かつ、前記粗圧延H形鋼のフランジの前記第4方向における端からの距離が前記フランジの前記第4方向における長さの1/6である位置における表面温度が920℃超1100℃以下の温度域で15%以上圧下し、かつ前記表面温度が920℃以下の温度域で15%以上圧下して、中間圧延H形鋼とし、
前記中間圧延H形鋼を仕上圧延するに際して、
前記中間圧延H形鋼の圧延方向に対して垂直な断面において、前記中間圧延H形鋼の高さと平行な方向を第5方向とし、前記圧延方向および前記第5方向に対して垂直な方向を第6方向としたときに、
前記中間圧延H形鋼の第5方向における端であり、かつ、前記中間圧延H形鋼のフランジの前記第6方向における端からの距離が前記フランジの前記第6方向における長さの1/6である位置における表面温度が730℃以上の温度域で、前記中間圧延H形鋼を圧延し、放冷して、H形鋼を得る、
上記(1)に記載のH形鋼の製造方法。
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 ・・・(i)
但し、上記式中の元素記号は、H形鋼中に含まれる各元素の含有量(質量%)を表し、含有されない場合は0を代入するものとする。
【請求項4】
前記鋼片の化学組成が、前記Feの一部に代えて、質量%で、
Ti:0.025%以下、
V:0.050%以下、
Cr:0.20%以下、
Mo:0.200%以下、
Ni:0.30%以下、
Cu:0.30%以下、
W:0.30%以下、
Ca:0.0050%以下、および
Zr:0.0050%以下、
から選択される1種以上を含有するものである、
請求項2に記載のH形鋼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、H形鋼およびその製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
近年、高層ビルなど建築物の大型化および高層化が進んでおり、構造上の主要な強度部材として、厚手の鋼材が利用されている。しかし、一般に、鉄鋼材料は、製品の厚さが増大するほど、高い強度と高い靱性とを両立するのが難しくなる傾向にある。
【0003】
このような問題に対し、特許文献1には、Ca-Al系酸化物による旧γ粒径の微細化効果を利用して21℃における靱性を確保しつつ、加速冷却を施すことで高い強度を確保する技術が提案されている。
【0004】
また、特許文献2には、Mg-S系介在物による旧γ粒径の微細化効果を利用して21℃における靱性を確保しつつ、加速冷却を施すことで高い強度を確保する技術が提案されている。
【先行技術文献】
【特許文献】
【0005】
国際公開第2014/80818号
国際公開第2014/142060号
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1および2に開示される鋼材は、熱間圧延後に水冷が施され、ベイナイト分率が80%以上の金属組織を有するため、強度を確保できる。しかし、21℃より低い温度での靱性を得る観点から、改善の余地が残されている。
【0007】
本発明は、上記の課題を解決し、高い強度および優れた靱性を有するH形鋼を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記の課題を解決するためになされたものであり、下記のH形鋼およびその製造方法を要旨とする。
【0009】
(1)フランジの厚さが40~100mmであるH形鋼であって、
化学組成が、質量%で、
C :0.130~0.190%、
Si:0.05~0.50%、
Mn:1.20~1.70%、
P :0.030%以下、
S :0.030%以下、
Nb:0.005~0.050%、
Al:0.001~0.070%、
N :0.0010~0.0070%、
O :0.0050%以下、
B :0.0005%以下、
残部:Feおよび不純物であり、
下記(i)式によって定義される炭素当量Ceqが0.360~0.450であり、
前記H形鋼の圧延方向に対して垂直な断面において、前記H形鋼の高さと平行な方向を第1方向とし、前記圧延方向および前記第1方向に対して垂直な方向を第2方向としたときに、
前記フランジの前記第2方向における端からの距離が、前記フランジの前記第2方向における長さの1/6であり、かつ、前記H形鋼の前記第1方向における端からの距離が、前記フランジの厚さの1/4である位置における金属組織が、
ポリゴナルフェライトおよびパーライトの合計面積率が90%以上であり、かつ、前記ポリゴナルフェライトの平均結晶粒径が35.0μm以下であり、
降伏応力が320MPa以上であり、
引張強さが430MPa以上であり、
0℃でのシャルピー試験の吸収エネルギーが100J以上である、
H形鋼。
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 ・・・(i)
但し、上記式中の元素記号は、H形鋼中に含まれる各元素の含有量(質量%)を表し、含有されない場合は0を代入するものとする。
【0010】
(2)前記化学組成が、前記Feの一部に代えて、質量%で、
Ti:0.025%以下、
V:0.050%以下、
Cr:0.20%以下、
Mo:0.20%以下、
Ni:0.30%以下、
Cu:0.30%以下、
W:0.30%以下、
Ca:0.0050%以下、および
Zr:0.0050%以下、
から選択される1種以上を含有するものである、
上記(1)に記載のH形鋼。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
15日前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
耐摩耗鋼
16日前
日本製鉄株式会社
筒型構造
20日前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
鋼の製造方法
9日前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
高炉操業方法
8日前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
23日前
日本製鉄株式会社
溶鉄の製造方法
23日前
日本製鉄株式会社
溶鋼の製造方法
23日前
日本製鉄株式会社
ステンレス鋼材
29日前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
ステンレス鋼材
29日前
日本製鉄株式会社
鋼線及びロープ
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
日本製鉄株式会社
ステンレス鋼板
3日前
日本製鉄株式会社
焼結鉱の製造方法
3日前
日本製鉄株式会社
鉄源の溶解精錬方法
16日前
日本製鉄株式会社
鉄源の溶解精錬方法
16日前
日本製鉄株式会社
鉄源の溶解精錬方法
16日前
日本製鉄株式会社
溶銑の予備処理方法
1か月前
日本製鉄株式会社
搬送装置及び制御装置
24日前
日本製鉄株式会社
応力-歪関係推定方法
15日前
日本製鉄株式会社
浅絞り成形品の製造方法
29日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ