TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025126050
公報種別
公開特許公報(A)
公開日
2025-08-28
出願番号
2024022416
出願日
2024-02-16
発明の名称
磁粉探傷装置及び磁粉探傷方法
出願人
日本製鉄株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
G01N
21/91 20060101AFI20250821BHJP(測定;試験)
要約
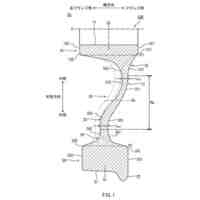
【課題】比較的簡易な構成で、被探傷材の表面の3次元形状と、この3次元形状に対する磁粉探傷で検出した欠陥の位置と、を表示可能な磁粉探傷装置等を提供する。
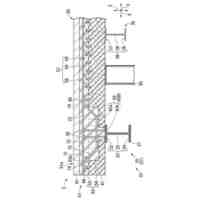
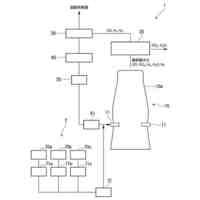
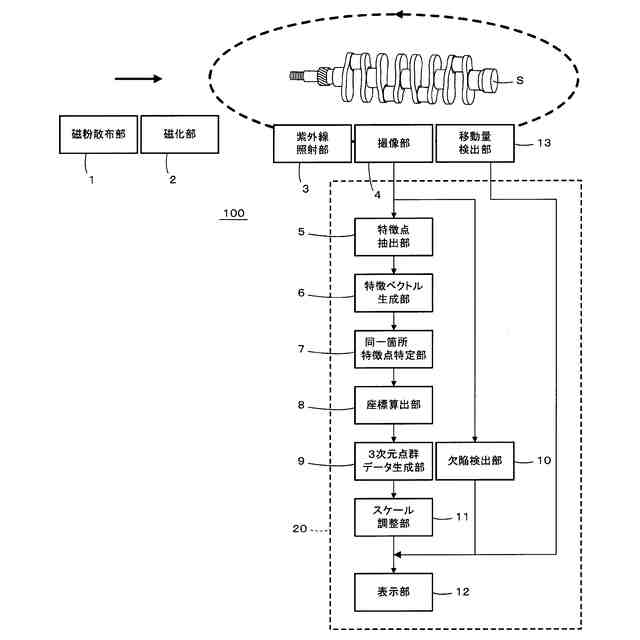
【解決手段】磁粉探傷装置100は、磁粉散布部1と、磁化部2と、紫外線照射部3と、撮像部4と、複数の撮像画像に対して蛍光磁粉に対応する特徴点を抽出する特徴点抽出部5と、特徴ベクトルを生成する特徴ベクトル生成部6と、第1及び第2撮像画像における特徴点の特徴ベクトルの類似度に基づいて、被探傷材Sの同一箇所を示す特徴点を特定する同一箇所特徴点特定部7と、同一箇所を示す特徴点と第1及び第2撮像画像をそれぞれ取得した際の撮像部の位置及び姿勢とに基づいて、同一箇所の3次元座標を算出する座標算出部8と、被探傷材表面の3次元点群データを生成する3次元点群データ生成部9と、欠陥検出部10と、被探傷材表面の3次元形状と欠陥の位置とを表示する表示部12と、を備える。
【選択図】 図1
特許請求の範囲
【請求項1】
被探傷材を磁粉探傷する磁粉探傷装置であって、
前記被探傷材に蛍光磁粉を散布する磁粉散布部と、
前記被探傷材を磁化する磁化部と、
前記磁粉散布部によって前記蛍光磁粉が散布され、前記磁化部によって磁化されることで、表面に前記蛍光磁粉が付着した前記被探傷材に、紫外線を照射し、前記蛍光磁粉を発光させる紫外線照射部と、
前記被探傷材に対して相対的に移動し、前記紫外線照射部によって発光した前記蛍光磁粉が表面に付着した前記被探傷材を、所定の移動位置毎に撮像視野が互いに重複する部分を有するように撮像することで、複数の撮像画像を取得する撮像部と、
前記複数の撮像画像に対して、前記蛍光磁粉に対応する特徴点を抽出する特徴点抽出部と、
前記特徴点の周囲の画素領域の特徴を表す特徴ベクトルを生成する特徴ベクトル生成部と、
前記複数の撮像画像から選択された第1撮像画像における前記特徴点の前記特徴ベクトルと、前記複数の撮像画像から選択された前記第1撮像画像と異なる第2撮像画像における前記特徴点の前記特徴ベクトルとの類似度に基づいて、前記第1撮像画像及び前記第2撮像画像のそれぞれに対して、前記被探傷材の同一箇所を示す前記特徴点を特定する、同一箇所特徴点特定部と、
前記同一箇所を示す前記特徴点と、前記第1撮像画像を取得した際の前記撮像部の位置及び姿勢と、前記第2撮像画像を取得した際の前記撮像部の位置及び姿勢と、に基づいて、前記同一箇所の3次元座標を算出する座標算出部と、
前記紫外線照射部による前記紫外線の照射と、前記撮像部による前記撮像画像の取得と、前記特徴点抽出部による前記特徴点の抽出と、前記特徴ベクトル生成部による前記特徴ベクトルの生成と、前記同一箇所特徴点特定部による前記同一箇所を示す前記特徴点の特定と、前記座標算出部による前記同一箇所の3次元座標の算出と、が繰り返されることで得られる複数の3次元座標に基づいて、前記被探傷材の表面の3次元点群データを生成する3次元点群データ生成部と、
前記複数の撮像画像において、所定以上の輝度値及び大きさを有する画素領域を欠陥として検出し、前記欠陥の3次元座標を算出する欠陥検出部と、
前記被探傷材の表面の3次元点群データに対応する3次元形状と、前記3次元形状に対する前記欠陥の位置と、を表示する表示部と、
を備える、磁粉探傷装置。
続きを表示(約 1,300 文字)
【請求項2】
前記3次元点群データにおける寸法を実際の寸法と合致するように調整するスケール調整部を備える、請求項1に記載の磁粉探傷装置。
【請求項3】
前記表示部には、前記被探傷材の表面の3次元形状をモデル化した設計モデルが記憶されており、
前記表示部は、前記3次元点群データを、前記前記設計モデルとの距離が最小になるように平行移動及び回転移動させて前記設計モデルに重ね合わせ、前記設計モデルに重ね合わせるための平行移動量及び回転移動量に基づいて、前記欠陥検出部で検出した欠陥の位置を前記設計モデル上に表示する、請求項1又は2に記載の磁粉探傷装置。
【請求項4】
被探傷材を磁粉探傷する磁粉探傷方法であって、
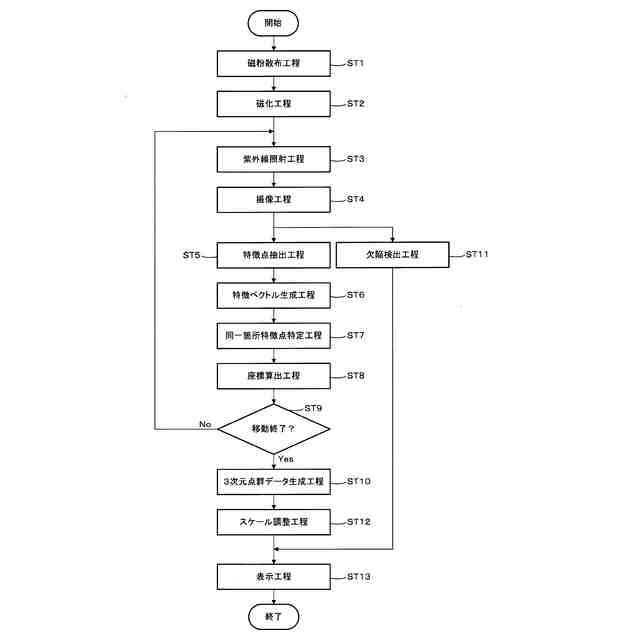
磁粉散布部を用いて、前記被探傷材に蛍光磁粉を散布する磁粉散布工程と、
磁化部を用いて、前記被探傷材を磁化する磁化工程と、
前記磁粉散布工程において前記蛍光磁粉が散布され、前記磁化工程において磁化されることで、表面に前記蛍光磁粉が付着した前記被探傷材に、紫外線照射部を用いて、紫外線を照射し、前記蛍光磁粉を発光させる紫外線照射工程と、
前記被探傷材に対して相対的に移動する撮像部を用いて、前記紫外線照射工程において発光した前記蛍光磁粉が表面に付着した前記被探傷材を、所定の移動位置毎に撮像視野が互いに重複する部分を有するように撮像することで、複数の撮像画像を取得する撮像工程と、
特徴点抽出部を用いて、前記複数の撮像画像に対して、前記蛍光磁粉に対応する特徴点を抽出する特徴点抽出工程と、
特徴ベクトル生成部を用いて、前記特徴点の周囲の画素領域の特徴を表す特徴ベクトルを生成する特徴ベクトル生成工程と、
同一箇所特徴点特定部を用いて、前記複数の撮像画像から選択された第1撮像画像における前記特徴点の前記特徴ベクトルと、前記複数の撮像画像から選択された前記第1撮像画像と異なる第2撮像画像における前記特徴点の前記特徴ベクトルとの類似度に基づいて、前記第1撮像画像及び前記第2撮像画像のそれぞれに対して、前記被探傷材の同一箇所を示す前記特徴点を特定する、同一箇所特徴点特定工程と、
座標算出部を用いて、前記同一箇所を示す前記特徴点と、前記第1撮像画像を取得した際の前記撮像部の位置及び姿勢と、前記第2撮像画像を取得した際の前記撮像部の位置及び姿勢と、に基づいて、前記同一箇所の3次元座標を算出する座標算出工程と、
前記紫外線照射工程と、前記撮像工程と、前記特徴点抽出工程と、前記特徴ベクトル生成工程と、前記同一箇所特徴点特定工程と、前記座標算出工程と、を繰り返すことで得られる複数の3次元座標に基づいて、3次元点群データ生成部を用いて、前記被探傷材の表面の3次元点群データを生成する3次元点群データ生成工程と、
欠陥検出部を用いて、前記複数の撮像画像において、所定以上の輝度値及び大きさを有する画素領域を欠陥として検出し、前記欠陥の3次元座標を算出する欠陥検出工程と、
表示部を用いて、前記被探傷材の表面の3次元点群データに対応する3次元形状と、前記3次元形状に対する前記欠陥の位置と、を表示する表示工程と、
を有する、磁粉探傷方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、クランクシャフト、鉄道車輪、歯車等の複雑な表面の3次元形状を有する被探傷材を磁粉探傷するのに好適な磁粉探傷装置及び磁粉探傷方法に関する。特に、本発明は、比較的簡易な構成で、被探傷材の表面の3次元形状と、この3次元形状に対する磁粉探傷で検出した欠陥の位置と、を表示可能な磁粉探傷装置及び磁粉探傷方法に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
従来、複雑な表面の3次元形状を有する被探傷材を磁粉探傷し、被探傷材の表面の3次元形状と、この3次元形状に対する欠陥の位置と、を求める手法が提案されている(例えば、特許文献1、2参照)。このように、被探傷材に対する欠陥の3次元位置を求めることは、欠陥が多く発生する被探傷材の部位を把握することによる被探傷材の製造工程の改善や、被探傷材の品質保証やトレーサビリティの観点で重要である。
【0003】
しかしながら、従来提案されている手法は、装置が大掛かりなものになるという問題がある。例えば、特許文献1に記載の手法では、磁粉探傷に用いる光源としてのブラックライト以外に、ステレオ視による被探傷材の3次元形状計測を行うための光源としての白色ストロボが必要となる。また、特許文献2に記載の手法では、被探傷材の3次元形状計測を行うための距離計測センサを設け、この距離計測センサで測定した被探傷材の表面の3次元形状と、磁粉探傷用の撮影カメラで取得した蛍光静止画像との位置合わせが必要となる。
【0004】
一方、複雑な表面の3次元形状を有する被探傷材を磁粉探傷する場合には、例えば、特許文献3、4に記載のような、携帯型の磁粉探傷装置が用いられる場合がある。携帯型の磁粉探傷装置を用いれば、特許文献1、2に記載のような固定設置型の磁粉探傷装置を用いる場合に比べて、磁粉探傷自体は行い易いという利点があるものの、被探傷材の表面の3次元形状や、この3次元形状に対する欠陥の位置を求めることは困難である。
【0005】
なお、特許文献5には、被写体に対して移動する単眼のカメラによって取得された複数の撮像画像に、SfM(Structure-from-Motion)やVisual-SLAM(Visual-Simultaneous-Localization-and-Mapping)を適用することで、被写体の3次元形状と、カメラの位置及び姿勢と、を同時に計測する手法が記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2007-017377号公報
特開2008-309603号公報
特開平11-237368号公報
特開2007-033043号公報
国際公開第2023/007641号
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記の従来技術の問題を解決するためになされたものであり、比較的簡易な構成で、被探傷材の表面の3次元形状と、この3次元形状に対する磁粉探傷で検出した欠陥の位置と、を表示可能な磁粉探傷装置及び磁粉探傷方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明は、被探傷材を磁粉探傷する磁粉探傷装置であって、前記被探傷材に蛍光磁粉を散布する磁粉散布部と、前記被探傷材を磁化する磁化部と、前記磁粉散布部によって前記蛍光磁粉が散布され、前記磁化部によって磁化されることで、表面に前記蛍光磁粉が付着した前記被探傷材に、紫外線を照射し、前記蛍光磁粉を発光させる紫外線照射部と、前記被探傷材に対して相対的に移動し、前記紫外線照射部によって発光した前記蛍光磁粉が表面に付着した前記被探傷材を、所定の移動位置毎に撮像視野が互いに重複する部分を有するように撮像することで、複数の撮像画像を取得する撮像部と、前記複数の撮像画像に対して、前記蛍光磁粉に対応する特徴点を抽出する特徴点抽出部と、前記特徴点の周囲の画素領域の特徴を表す特徴ベクトルを生成する特徴ベクトル生成部と、前記複数の撮像画像から選択された第1撮像画像における前記特徴点の前記特徴ベクトルと、前記複数の撮像画像から選択された前記第1撮像画像と異なる第2撮像画像における前記特徴点の前記特徴ベクトルとの類似度に基づいて、前記第1撮像画像及び前記第2撮像画像のそれぞれに対して、前記被探傷材の同一箇所を示す前記特徴点を特定する、同一箇所特徴点特定部と、前記同一箇所を示す前記特徴点と、前記第1撮像画像を取得した際の前記撮像部の位置及び姿勢と、前記第2撮像画像を取得した際の前記撮像部の位置及び姿勢と、に基づいて、前記同一箇所の3次元座標を算出する座標算出部と、前記紫外線照射部による前記紫外線の照射と、前記撮像部による前記撮像画像の取得と、前記特徴点抽出部による前記特徴点の抽出と、前記特徴ベクトル生成部による前記特徴ベクトルの生成と、前記同一箇所特徴点特定部による前記同一箇所を示す前記特徴点の特定と、前記座標算出部による前記同一箇所の3次元座標の算出と、が繰り返されることで得られる複数の3次元座標に基づいて、前記被探傷材の表面の3次元点群データを生成する3次元点群データ生成部と、前記複数の撮像画像において、所定以上の輝度値及び大きさを有する画素領域を欠陥として検出し、前記欠陥の3次元座標を算出する欠陥検出部と、前記被探傷材の表面の3次元点群データに対応する3次元形状と、前記3次元形状に対する前記欠陥の位置と、を表示する表示部と、を備える、磁粉探傷装置を提供する。
【0009】
本発明に係る磁粉探傷装置によれば、撮像部の所定の移動位置(被探傷材に対する相対的な移動位置)毎に、磁粉散布部、磁化部及び紫外線照射部によって発光した蛍光磁粉が表面に付着した被探傷材が、撮像部によって撮像され、撮像画像が取得される。
そして、本発明に係る磁粉探傷装置によれば、特徴点抽出部によって、所定の移動位置毎に取得した複数の撮像画像に対して、蛍光磁粉に対応する特徴点が抽出される。撮像画像において、蛍光磁粉に対応する画素領域は、その他の画素領域に比べて輝度値が大きいため、この輝度値の差を利用する公知の画像処理手法を適用することで抽出可能である。ここで、磁粉探傷では、欠陥からの漏洩磁束によって、欠陥及びその近傍に蛍光磁粉が凝集して付着し、欠陥の寸法よりも大きな磁粉模様が形成される。一方、被探傷材の欠陥が存在しない箇所にも、表面の微細な凹凸や磁化のムラによって、蛍光磁粉が付着し、星空状の細かな磁粉模様(以下、これを「地肌模様」という)が形成される。この地肌模様は、欠陥によって生じる磁粉模様と異なり、所定の移動位置毎に取得した複数の撮像画像の全てに存在することが期待できる。このため、本発明に係る磁粉探傷装置が備える特徴点抽出部は、主としてこの地肌模様を特徴点(蛍光磁粉に対応する画素領域)として抽出することになる。
【0010】
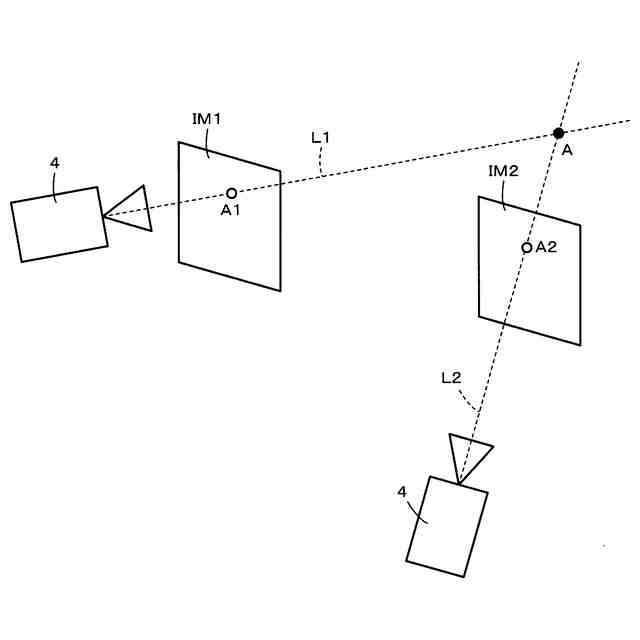
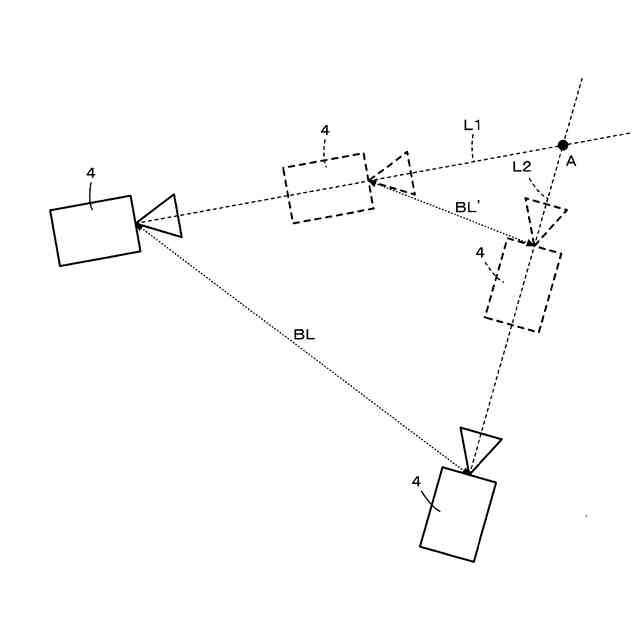
次に、本発明に係る磁粉探傷装置によれば、特徴ベクトル生成部によって、特徴点の周囲の画素領域の特徴を表す特徴ベクトルが生成され、同一箇所特徴点特定部によって、異なる撮像画像における被探傷材の同一箇所を示す特徴点が特定される。具体的には、複数の撮像画像から選択された第1撮像画像における特徴点の特徴ベクトルと、複数の撮像画像から選択された第1撮像画像と異なる第2撮像画像における特徴点の特徴ベクトルとの類似度に基づいて、第1撮像画像及び第2撮像画像のそれぞれに対して、同一箇所を示す特徴点が特定される。そして、座標算出部によって、特定した同一箇所を示す特徴点と、第1撮像画像を取得した際の撮像部の位置及び姿勢と、第2撮像画像を取得した際の撮像部の位置及び姿勢と、に基づいて、同一箇所の3次元座標が算出される。異なる撮像画像における同一箇所を示す特徴点と、異なる撮像画像(第1撮像画像、第2撮像画像)を取得した際の撮像部の位置及び姿勢とが分かれば、ステレオ計測の原理に基づいて、同一箇所の3次元座標を算出可能である。
なお、特徴点の抽出、特徴ベクトルの生成、撮像画像における同一箇所の特定、撮像部の位置及び姿勢の特定、及び、これらを用いたステレオ計測(同一箇所の3次元座標の算出)は、例えば、特許文献5に記載のような、SfM(Structure-from-Motion)又はVisual-SLAM(Visual-Simultaneous-Localization-and-Mapping)を利用することで実行可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
ボルト
20日前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
管理装置
13日前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
構造部材
2日前
日本製鉄株式会社
耐火構造物
4日前
日本製鉄株式会社
耐火構造物
4日前
日本製鉄株式会社
リクレーマ
13日前
日本製鉄株式会社
柱梁接合部
2か月前
日本製鉄株式会社
耐火構造物
4日前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
高Ni合金板
13日前
日本製鉄株式会社
転炉精錬方法
2日前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
ステンレス鋼板
27日前
日本製鉄株式会社
パネル用支持具
2か月前
日本製鉄株式会社
溶鉄の製造方法
19日前
日本製鉄株式会社
高炉の冷却構造
16日前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
パネル用支持具
2か月前
日本製鉄株式会社
高炉の操業方法
12日前
日本製鉄株式会社
高炉の操業方法
10日前
日本製鉄株式会社
合成梁及び床構造
2日前
日本製鉄株式会社
焼結鉱の製造方法
2日前
日本製鉄株式会社
焼結鉱の製造方法
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ