TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025117433
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024012268
出願日
2024-01-30
発明の名称
溶接組立箱形断面柱及びその製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
E04C
3/32 20060101AFI20250804BHJP(建築物)
要約
【課題】本発明は、溶接組立箱形断面柱とその製造方法の提供を目的とする。
【解決手段】本発明に係る溶接組立箱形断面柱は、4面の柱スキンプレートと内側の1つ以上のダイアフラムを有し、ダイアフラムの周辺部が柱スキンプレートの内面に隣接する位置に、ダイアフラムの周辺部をダイアフラムの厚さ方向両側から挟んで配置された裏当て金を有した溶接組立箱形断面柱であって、柱スキンプレートの内面とダイアフラムの周辺部と裏当て金とで囲まれる位置にエレクトロスラグ溶接金属部を有し、周回り3面において柱スキンプレートと裏当て金の間に第1の隅肉溶接部を有し、裏当て金とダイアフラムの周辺部の間に第2の隅肉溶接部を有し、周回り1面において柱スキンプレートと裏当て金の間に第1の隅肉溶接部を有し、各隅肉溶接部の柱幅方向の長さが柱接合用の梁の幅以上である。
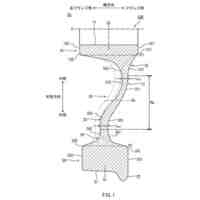
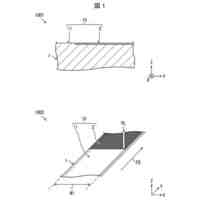
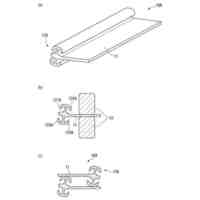
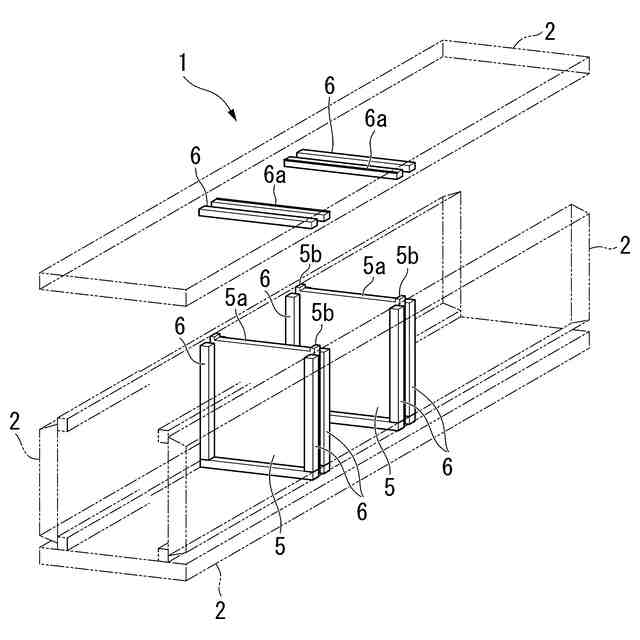
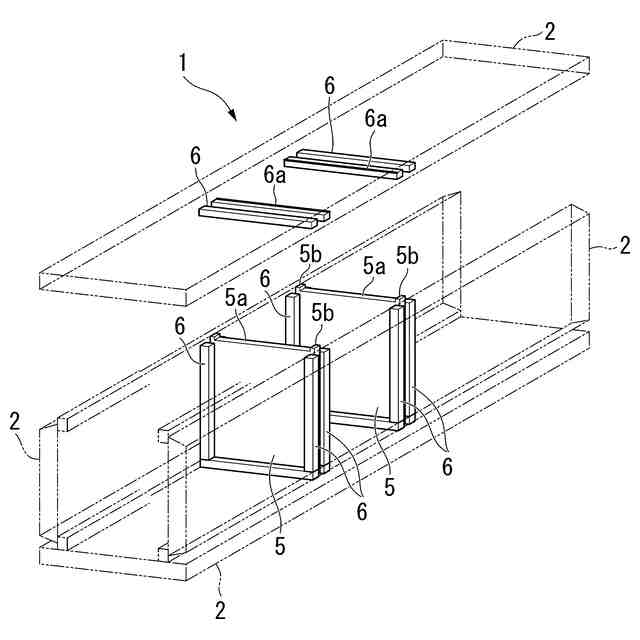
【選択図】図1
特許請求の範囲
【請求項1】
周回り4面に配置された柱スキンプレートを有し、4面の前記柱スキンプレートの内側に1つ以上のダイアフラムを有し、前記ダイアフラムの周辺部が前記柱スキンプレートの内面に隣接する位置に、前記ダイアフラムの周辺部を前記ダイアフラムの厚さ方向両側から挟むように配置された裏当て金を有した溶接組立箱形断面柱であって、
前記柱スキンプレートの内面と前記ダイアフラムの周辺部と前記裏当て金とで囲まれる位置にエレクトロスラグ溶接金属部を有し、
周回りに3面の柱スキンプレートにおいては、前記柱スキンプレートと前記裏当て金との間に第1の隅肉溶接部を有し、
周回り残り1面の柱スキンプレートにおいては、前記柱スキンプレートと前記裏当て金との間に第1の隅肉溶接部を有し、
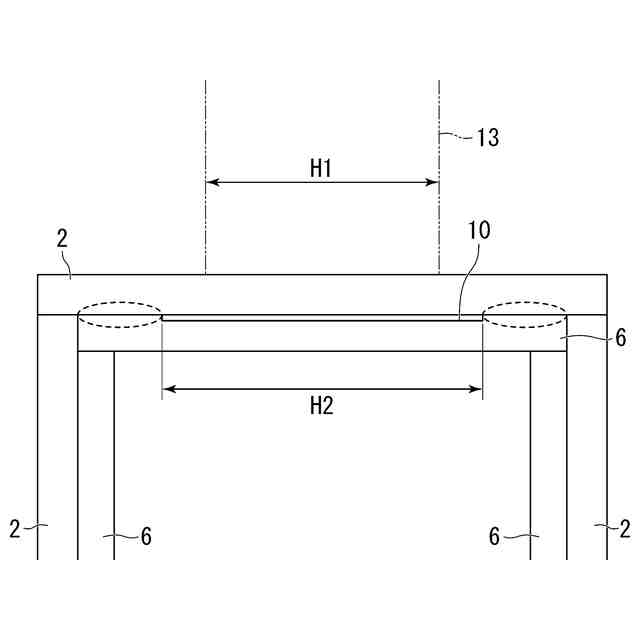
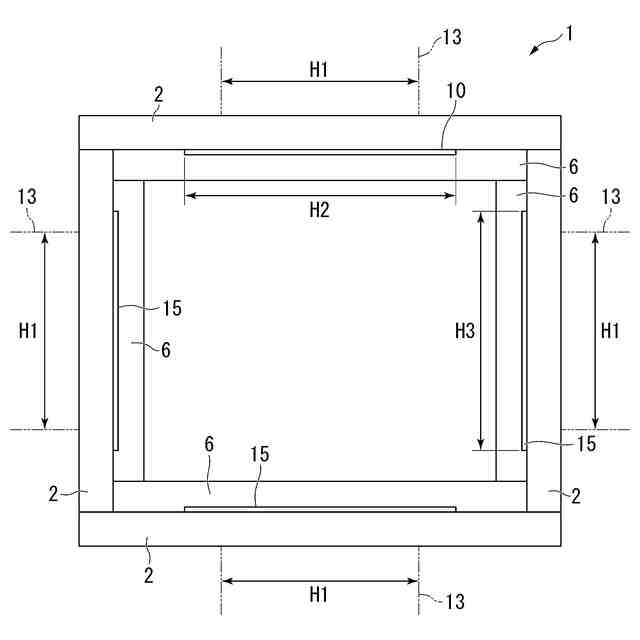
前記第1の隅肉溶接部の柱幅方向の長さが、少なくとも柱接合用の梁の幅と板厚の2倍を合算した幅以上である、
溶接組立箱形断面柱。
続きを表示(約 1,900 文字)
【請求項2】
周回りに配置された3枚の柱スキンプレートにおいては、前記ダイアフラムの周辺部をその厚さ方向両側から挟む前記裏当て金のそれぞれと前記柱スキンプレートの内面との間に前記第1の隅肉溶接部を有する、
請求項1に記載の溶接組立箱形断面柱。
【請求項3】
周回りに配置された3枚の柱スキンプレートにおいては、前記ダイアフラムの周辺部をその厚さ方向両側から挟む前記裏当て金のそれぞれと前記柱スキンプレートの内面との間に前記第1の隅肉溶接部を有し、
周回りに配置された残り1枚の柱スキンプレートにおいては、前記ダイアフラムの周辺部をその厚さ方向両側から挟む前記裏当て金の一方と前記柱スキンプレートとの間に前記第1の隅肉溶接部を有する、
請求項1に記載の溶接組立箱形断面柱。
【請求項4】
周回りに配置された残り1枚の柱スキンプレートにおいては、前記柱スキンプレートと前記裏当て金との間に第2の隅肉溶接部を有し、前記第2の隅肉溶接部の柱幅方向の長さが、前記柱接合用の梁の幅と板厚の2倍を合算した幅以上である、
請求項1~3のいずれか一項に記載の溶接組立箱形断面柱。
【請求項5】
前記裏当て金の一部と前記柱スキンプレートの内面との間に接着層を有する、
請求項1~3のいずれか一項に記載の溶接組立箱形断面柱。
【請求項6】
周回り4面に配置された柱スキンプレートを有し、4面の前記柱スキンプレートの内側に1つ以上のダイアフラムを有し、前記ダイアフラムの周辺部が前記柱スキンプレートの内面に隣接する位置に、前記ダイアフラムの周辺部を前記ダイアフラムの厚さ方向両側から挟むように配置された裏当て金を有した溶接組立箱形断面柱の製造方法であって、
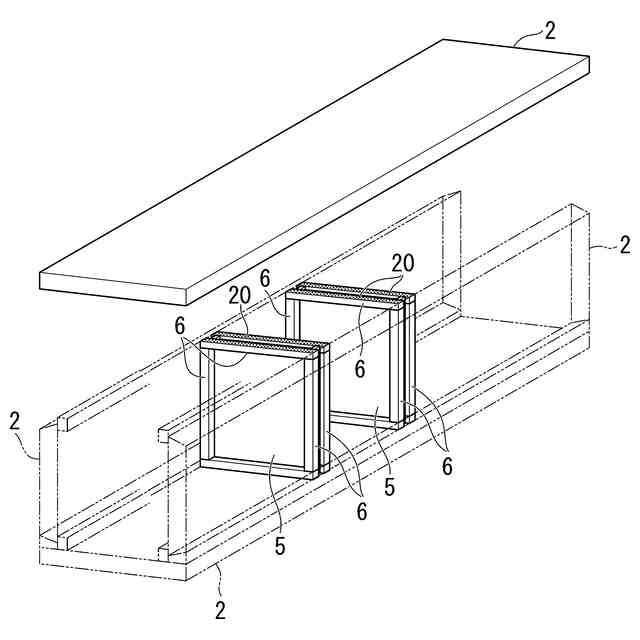
周回り3面配置となるように前記柱スキンプレートを側面視U字状に配置し、側面視U字状に配置した前記柱スキンプレートの内面側において、前記ダイアフラムの設置位置周辺部を前記ダイアフラムの厚さ方向両側から挟むように側面視U字状に前記裏当て金を配置し、
3面配置した柱スキンプレートについては、前記柱スキンプレートと前記裏当て金との間に第1の隅肉溶接部を形成し、前記裏当て金と前記ダイアフラムの周辺部との間に第2の隅肉溶接部を形成し、
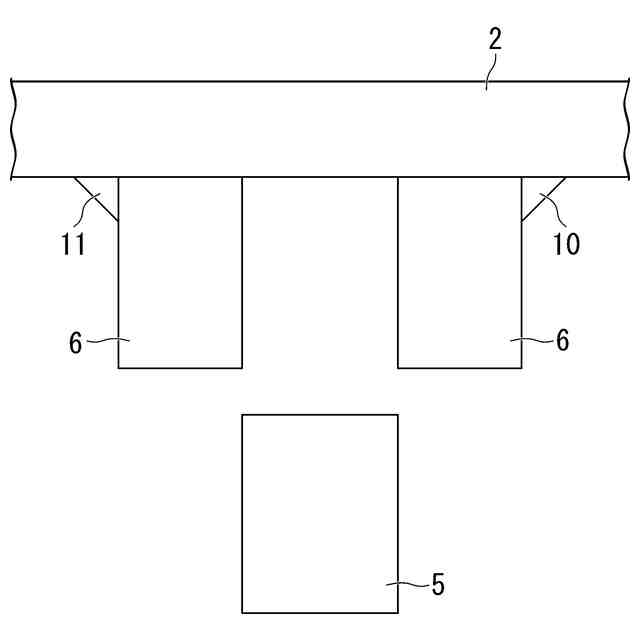
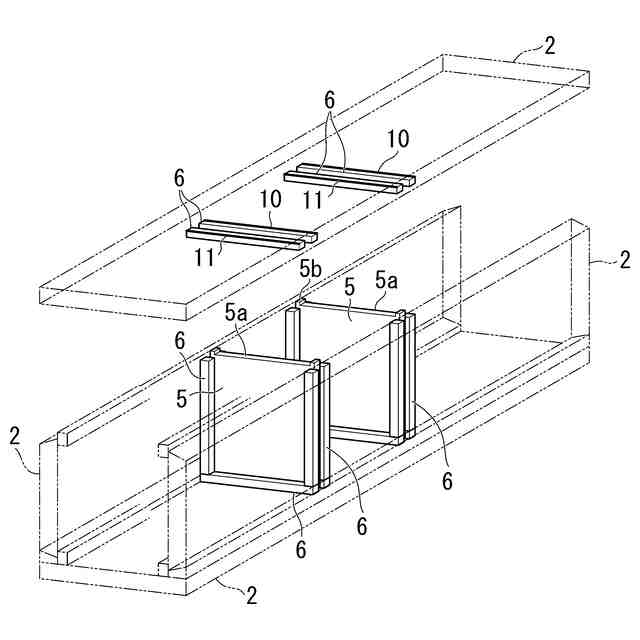
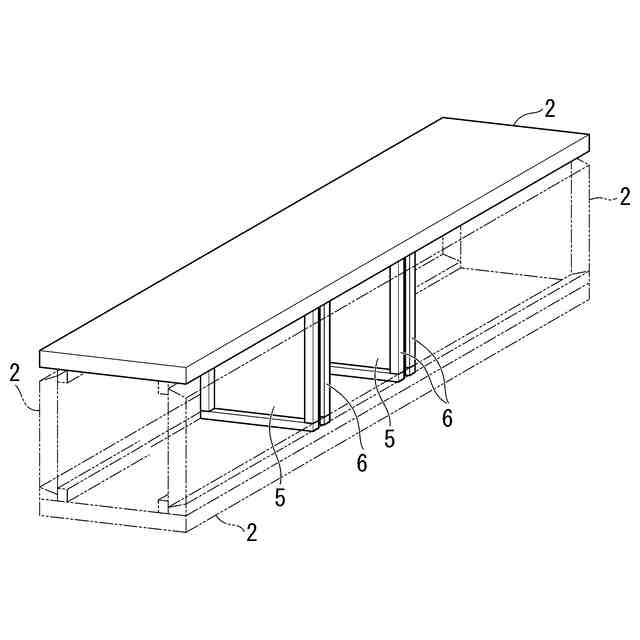
側面視U字状に配置した前記裏当て金に対し、追加の裏当て金を他の裏当て金とともに側面視口型となるように仮置きし、その上面に接着層を形成後、残り1面用の柱スキンプレートを3面配置した前記柱スキンプレートに位置合わせして被せ、残り1面用の柱スキンプレートの目的位置に接着層により裏当て金を仮固定し、残り1面用の柱スキンプレートを溶接組立箱形断面柱から取り外した後に、該柱スキンプレートと仮固定した前記裏当て金との間に第1の隅肉溶接部を形成する、
溶接組立箱形断面柱の製造方法。
【請求項7】
周回りに配置された3枚の柱スキンプレートにおいては、前記ダイアフラムの周辺部をその厚さ方向両側から挟む前記裏当て金のそれぞれと前記柱スキンプレートの内面との間に前記第1の隅肉溶接部を形成する、
請求項6に記載の溶接組立箱形断面柱の製造方法。
【請求項8】
周回りに配置された3枚の柱スキンプレートにおいては、前記ダイアフラムの周辺部をその厚さ方向両側から挟む前記裏当て金のそれぞれと前記柱スキンプレートの内面との間に前記第1の隅肉溶接部を形成し、
周回りに配置された残り1枚の柱スキンプレートにおいては、前記ダイアフラムの周辺部をその厚さ方向両側から挟む前記裏当て金の一方と前記柱スキンプレートとの間に前記第1の隅肉溶接部を形成し、前記ダイアフラムの周辺部をその厚さ方向両側から挟む前記裏当て金の他方と前記ダイアフラムの周辺部との間に前記第2の隅肉溶接部を形成する、
請求項6に記載の溶接組立箱形断面柱の製造方法。
【請求項9】
前記第1の隅肉溶接部の柱幅方向の長さを少なくとも柱接合用の梁の幅と板厚の2倍を合算した幅以上とする、
請求項6~請求項8のいずれか一項に記載の溶接組立箱形断面柱の製造方法。
【請求項10】
前記第2の隅肉溶接部の柱幅方向の長さを前記柱接合用の梁の幅と板厚の2倍を合算した幅以上とする、
請求項9に記載の溶接組立箱形断面柱の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接組立箱形断面柱及びその製造方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
一般的に、建築構造物などに用いられるボックス柱(箱形断面柱)は、図19に例示するように梁フランジからの応力を柱スキンプレートに伝達することを目的として、ボックス柱100の内部に複数のダイアフラム101が設けられている。ボックス柱100は、4枚の柱スキンプレート102をそれらの長辺どうしを添わせて配置し、隣接する長辺どうしをサブマージアーク溶接などによって角溶接することにより組み立てられる。
ダイアフラム101は、その周辺4辺を柱スキンプレート102に対しエレクトロスラグ溶接により接合される。
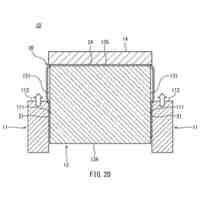
【0003】
図19に示すボックス柱100において一般的なエレクトロスラグ溶接金属部の断面構造を図20に示す。柱スキンプレート102に対しT字型に交差するようにダイアフラム101が設置され、ダイアフラム101において柱スキンプレート102との交差部分の厚さ方向両側を挟む位置に裏当て金103、104が設置されている。さらに、ダイアフラム101と柱スキンプレート102と裏当て金103、104で囲まれた位置にエレクトロスラグ溶接金属部106が形成されている。また、図20に示す構造では、裏当て金103、104の外側の側面と柱スキンプレート102の内面とが交差する部分に隅肉溶接部107が形成され、裏当て金103、104の外側の側面に隣接する側面とダイアフラム101の表面または裏面が交差する部分に隅肉溶接部108が形成されている。
【0004】
エレクトロスラグ溶接は400~1300kJ/cmの大きな溶接入熱量で溶接するため、エレクトロスラグ溶接の熱影響を受けた溶接熱影響部106aが周囲に生成し、この溶接熱影響部106aでは靭性が母材に比べて劣化し得る問題がある。
さらに、エレクトロスラグ溶接は、ダイアフラム101と柱スキンプレート102と裏当て金103、104により囲われた開先部で行われる。しかし、溶接後、裏当て金103、104と柱スキンプレート102の間に図20、図21に示すように未溶着部(スリット)105が残留する。なお、図21は柱スキンプレート102の外側に梁フランジ110をメタルアーク溶接した構造として示している。
前述のスリット105の先端105aはスリット先端に位置する部分であり、大地震などにより梁フランジの材軸方向、柱スキンプレートの材軸方向に図21に矢印で例示するような引張力が作用すると、図22に示すようなエレクトロスラグ溶接金属部を起点とした破断を生じ得る問題がある。特に、溶接熱影響部106aの靭性が低い場合には、梁部材が期待する耐力を発揮する前に、早期に脆性破断することが起こり得る。
【0005】
スリット105の先端からの早期脆性破断を抑制するためには、裏当て金103、104と柱スキンプレート102を組立溶接等により確実に固定し、大地震の際のスリット105の開口を抑制し、スリット105の先端側への歪集中を回避する方法が考えられる。
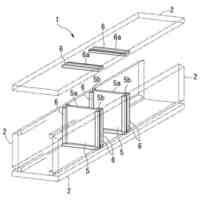
ボックス柱100を製造する場合、図23に示すように3枚の柱スキンプレート102を側面視U字状に組み立ててボックス柱100の3面を構成した後、残りの1面(蓋面)に残りの柱スキンプレート102を被せる。図23、図24は、ダイアフラム101の蓋面側に裏当て金103、104を隅肉溶接により接合し、接合した裏当て金103、104の上にスキンプレート102を被せる直前の状態を示している。
ボックス柱100の組み立てにおいて、蓋面以外の3面においては、裏当て金103、104とスキンプレート102の組立溶接は可能である。しかし、蓋面側においては、裏当て金103、104とその周囲を柱スキンプレート102が閉鎖することから、基本的に裏当て金103、104の溶接作業ができない問題がある。
【0006】
柱スキンプレートとダイアフラムの接合部を溶接した構造において、以下の特許文献1に記載のように、スキンプレートに接する当て金の側面部分に傾斜開口となる隙間が空くようなレ型の開先を設け、隙間の部分を隅肉溶接で完全に埋め込み接合した構造が知られている。
また、柱スキンプレートとダイアフラムの接合部を溶接した構造において、以下の特許文献2に記載のように、ダイアフラムを厚さ方向に貫通する救数の貫通スリットを形成し、溶接後に少なくとも1本以上のスリットを残留させた構造が知られている。
【先行技術文献】
【特許文献】
【0007】
特開平08-155661号公報
特開2008-280759号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1、2に記載されている従来方法では、何れの方法においても、前述した課題を解決できる訳ではない課題がある。
【0009】
本発明は、上述の課題に鑑みなされたものであり、地震等による外力が作用した時に、溶接部分に応力が負荷されたとして、エレクトロスラグ溶接金属部周囲のスリット開口からの早期脆性破壊を抑制できる溶接組立箱形断面柱及びその製造方法の提供を課題とする。
【課題を解決するための手段】
【0010】
(1)上記課題を解決するために、本発明に係る一形態の溶接組立箱形断面柱は、周回り4面に配置された柱スキンプレートを有し、4面の前記柱スキンプレートの内側に1つ以上のダイアフラムを有し、前記ダイアフラムの周辺部が前記柱スキンプレートの内面に隣接する位置に、前記ダイアフラムの周辺部を前記ダイアフラムの厚さ方向両側から挟むように配置された裏当て金を有した溶接組立箱形断面柱であって、前記柱スキンプレートの内面と前記ダイアフラムの周辺部と前記裏当て金とで囲まれる位置にエレクトロスラグ溶接金属部を有し、周回りに3面の柱スキンプレートにおいては、前記柱スキンプレートと前記裏当て金との間に第1の隅肉溶接部を有し、前記裏当て金と前記ダイアフラムの周辺部との間に第2の隅肉溶接部を有し、周回り残り1面の柱スキンプレートにおいては、前記柱スキンプレートと前記裏当て金との間に第1の隅肉溶接部を有するか、前記第1の隅肉溶接部に加えて前記裏当て金と前記ダイアフラムとの間に第2の隅肉溶接部を有し、前記第1の隅肉溶接部の柱幅方向の長さが、少なくとも柱接合用の梁の幅と板厚の2倍を合算した幅以上であることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
車輪
6日前
日本製鉄株式会社
鋼材
1日前
日本製鉄株式会社
鋼材
1日前
日本製鉄株式会社
鋼材
1日前
日本製鉄株式会社
鋼材
1日前
日本製鉄株式会社
鋼材
25日前
日本製鉄株式会社
耐摩耗鋼
7日前
日本製鉄株式会社
筒型構造
11日前
日本製鉄株式会社
鋼の製造方法
今日
日本製鉄株式会社
溶鉄の製造方法
14日前
日本製鉄株式会社
ステンレス鋼材
20日前
日本製鉄株式会社
溶鋼の製造方法
14日前
日本製鉄株式会社
ステンレス鋼材
20日前
日本製鉄株式会社
溶鉄の製造方法
14日前
日本製鉄株式会社
ステンレス鋼材
21日前
日本製鉄株式会社
鉄源の溶解精錬方法
7日前
日本製鉄株式会社
鉄源の溶解精錬方法
7日前
日本製鉄株式会社
鉄源の溶解精錬方法
7日前
日本製鉄株式会社
搬送装置及び制御装置
15日前
日本製鉄株式会社
応力-歪関係推定方法
6日前
日本製鉄株式会社
浅絞り成形品の製造方法
20日前
日本製鉄株式会社
鉄道用安全確認支援システム
18日前
日本製鉄株式会社
鋼材、及び、機械構造用部品
13日前
日本製鉄株式会社
距離測定装置及び距離測定方法
4日前
日本製鉄株式会社
セグメント及びシールドトンネル
1日前
日本製鉄株式会社
金属缶の製造方法及び金型セット
27日前
日本製鉄株式会社
金属缶の製造方法及び金型セット
27日前
日本製鉄株式会社
鋼板及び鋼管並びに鋼板の製造方法
22日前
日本製鉄株式会社
溶接組立箱形断面柱及びその製造方法
7日前
日本製鉄株式会社
ステンレス鋼およびステンレス鋼の製造方法
14日前
日本製鉄株式会社
連結部材、鋼矢板壁および連結部材の製造方法
19日前
日本製鉄株式会社
フェライト系ステンレス鋼板およびその製造方法
18日前
日本製鉄株式会社
フェライト系ステンレス鋼板及びレーザ溶接構造体
7日前
日本製鉄株式会社
高温流体の加熱移送装置および高温流体の加熱装置
13日前
日本製鉄株式会社
フェライト系ステンレス鋼板及びレーザ溶接構造体
7日前
日本製鉄株式会社
電池部品用フェライト系ステンレス鋼材及び電池部品
14日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ