TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025108329
公報種別
公開特許公報(A)
公開日
2025-07-23
出願番号
2024002202
出願日
2024-01-10
発明の名称
金属缶の製造方法及び金型セット
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B21D
22/30 20060101AFI20250715BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】板厚減少を抑制しつつ、側壁間のコーナー部の曲率半径が小さい金属缶を得ることができる金属缶の製造方法を提供する。
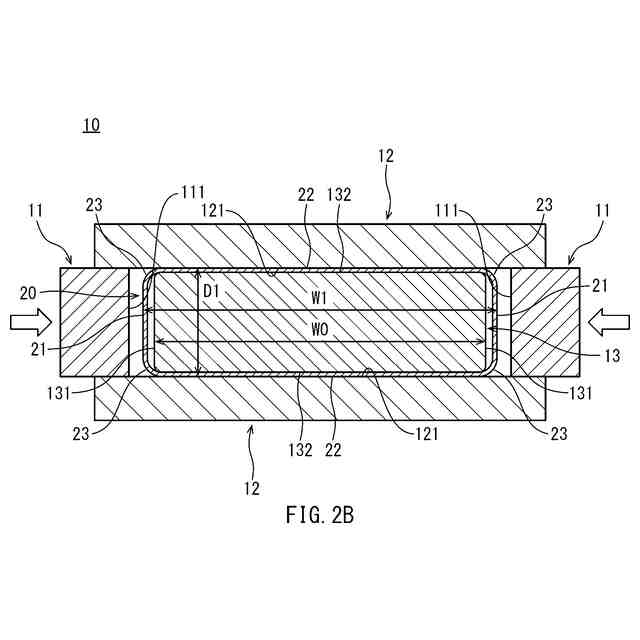
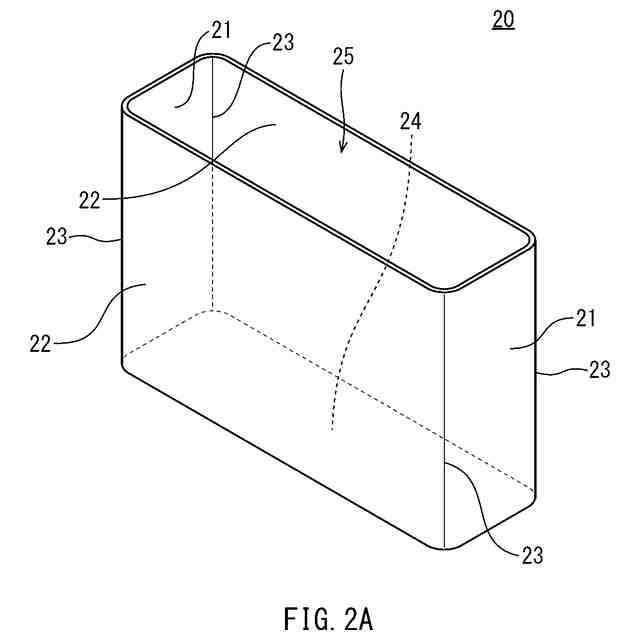
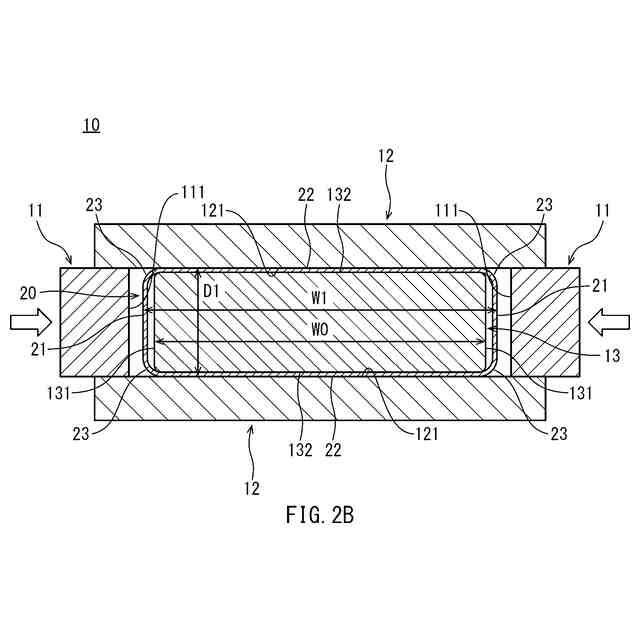
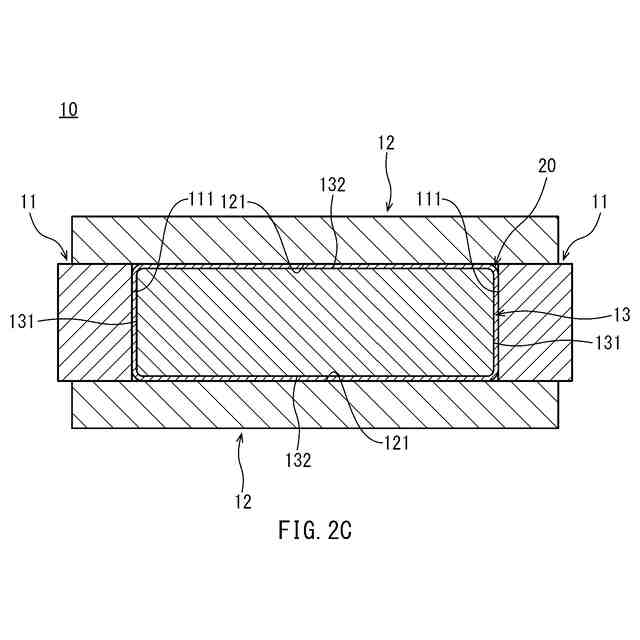
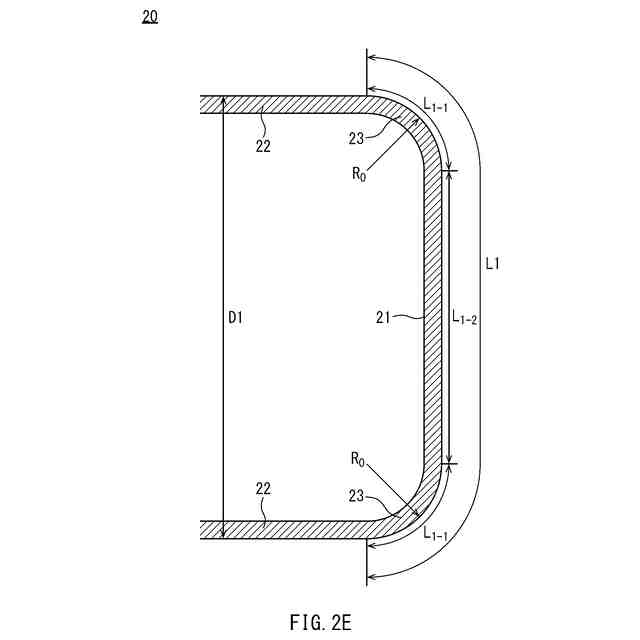
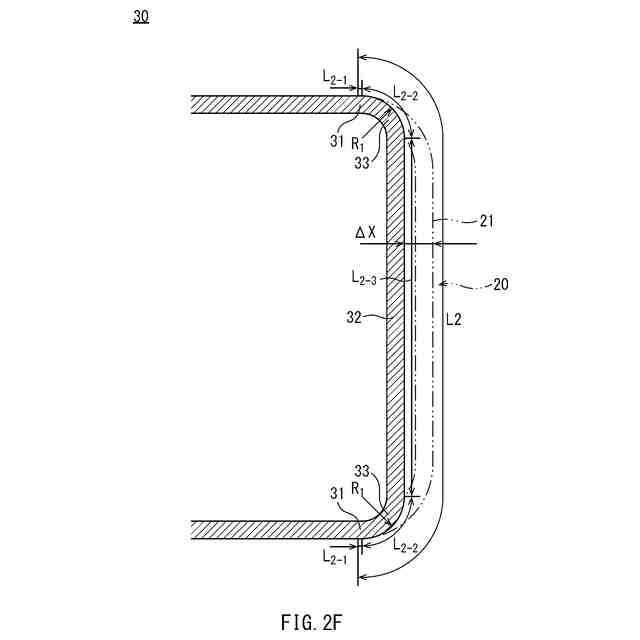
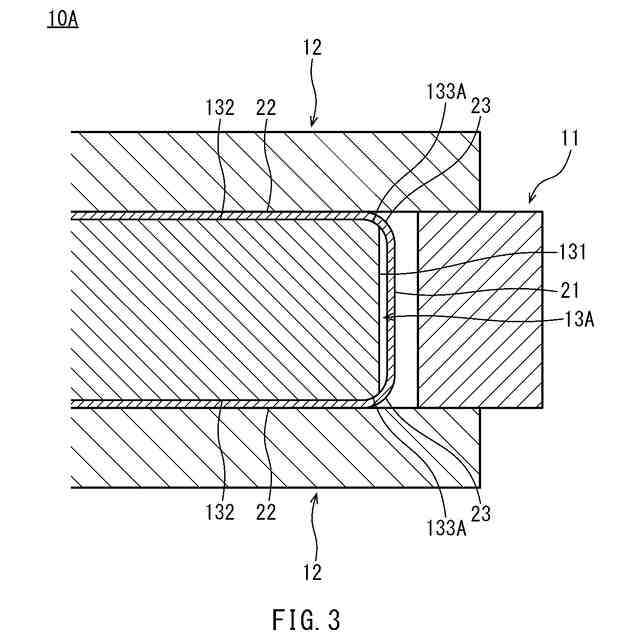
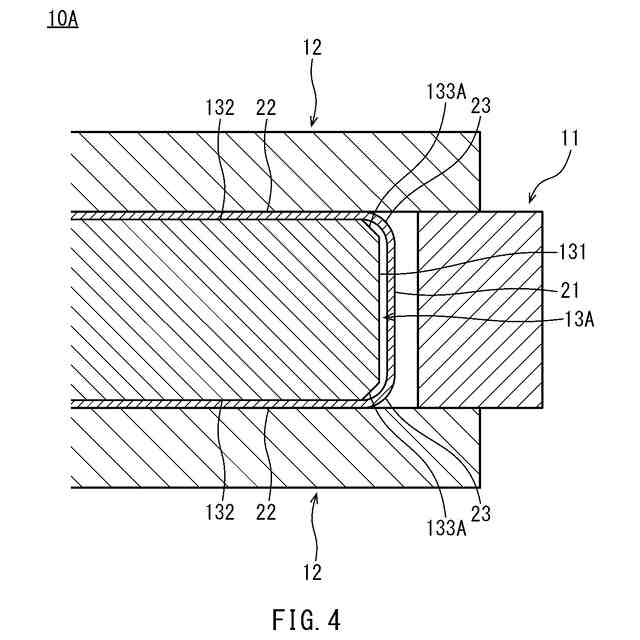
【解決手段】製造方法は、素材缶(20)を準備する工程と、金型セット(10,10A)を用い、素材缶(20)を矯正して金属缶(30)を得る工程とを備える。素材缶(20)は、一対の第1側壁(21)と、コーナー部(23)と、一対の第2側壁(22)とを含む。金型セット(10,10A)は、一対の第1金型(11)と、一対の第2金型(12)と、中子(13,13A)とを含む。素材缶(20)を矯正する工程では、第2金型(12)及び中子(13,13A)によって第2側壁(22)を支持した状態で、第1金型(11)によって第1側壁(21)及びコーナー部(23)を中子(13,13A)側に押し付ける。
【選択図】図2B
特許請求の範囲
【請求項1】
金属缶の製造方法であって、
互いに対向するように配置される一対の第1側壁と、前記第1側壁の各々の両側に設けられるコーナー部と、それぞれ前記コーナー部を介して前記第1側壁の双方に接続される一対の第2側壁とを含む素材缶を準備する工程と、
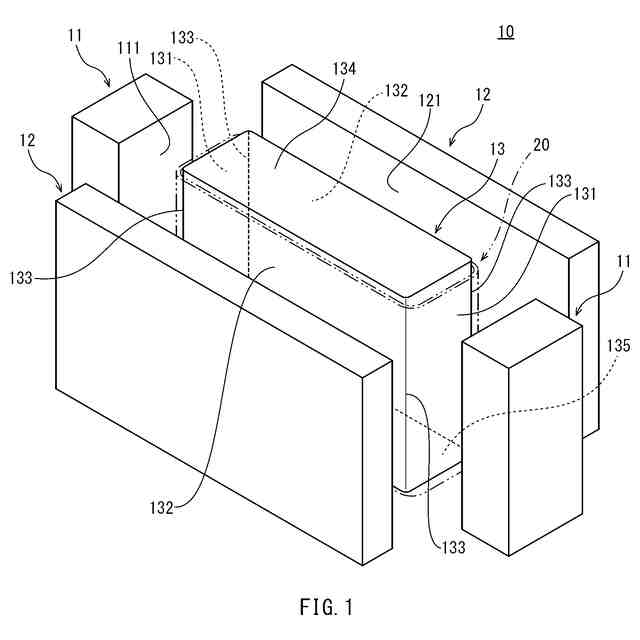
前記素材缶の外側に配置され、前記第1側壁にそれぞれ対向する一対の第1金型と、前記素材缶の外側に配置され、前記第2側壁にそれぞれ対向する一対の第2金型と、前記第2側壁に接するとともに前記第1側壁の各々との間に隙間が生じるように前記素材缶内に配置される中子とを含む金型セットを用い、前記素材缶を矯正して金属缶を得る工程と、
を備え、
前記素材缶を矯正する工程では、前記第2金型及び前記中子によって前記第2側壁を支持した状態で、前記第1金型によって前記第1側壁及び前記コーナー部を前記中子側に押し付ける、製造方法。
続きを表示(約 850 文字)
【請求項2】
請求項1に記載の製造方法であって、
矯正前の前記コーナー部の曲率半径をR
0
(mm)、矯正後の前記コーナー部の曲率半径をR
1
(mm)、矯正による前記第1側壁の変位量をΔX(mm)としたとき、R
0
、R
1
、及びΔXは、以下の式を満たす、製造方法。
ΔX≦(R
0
-0.5708R
0
)-(R
1
-0.5708R
1
)+2.0
【請求項3】
請求項1に記載の製造方法であって、
矯正前の前記コーナー部は、20.0mm以下の曲率半径を有する、製造方法。
【請求項4】
請求項1に記載の製造方法であって、
前記第1側壁は、鋼板で形成され、0.1mm以上2.0mm以下の板厚を有する、製造方法。
【請求項5】
互いに対向するように配置される一対の第1側壁と、前記第1側壁の各々の両側に設けられるコーナー部と、それぞれ前記コーナー部を介して前記第1側壁の双方に接続される一対の第2側壁とを含む素材缶を矯正するための金型セットであって、
一対の第1側面と、それぞれ前記第1側面同士を連結する一対の第2側面とを含み、前記金型セットの使用時において前記素材缶内に配置される中子と、
前記第1側面にそれぞれ対応し、前記金型セットの使用時において前記素材缶の外側に配置される一対の第1金型と、
前記第2側面にそれぞれ対応し、前記金型セットの使用時において前記素材缶の外側に配置される一対の第2金型と、
を備え、
前記第1金型は、前記素材缶の前記第1側壁及び前記コーナー部を前記第1側面側に押し潰すように構成され、
前記第2金型は、前記第2側面とともに前記素材缶の前記第2側壁を支持するように構成される、金型セット。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金属缶の製造方法及び金型セットに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
近年、バッテリ式電気自動車(BEV)やハイブリッド自動車(HEV)を含む電気自動車の普及が進められている。電気自動車では、例えば、非水電解質二次電池が使用される。電気自動車には、高出力及び高容量を確保するため、一般に、互いに接続された複数の電池が搭載される。
【0003】
電気自動車等では、電池の大型化及び高エネルギー密度化が要求されている。電池の大型化により、電気自動車等への電池の搭載数(搭載セル数)を削減することができる。これにより、電池の搭載スペースにおいて単位面積当たりの電池ケースの面積が低減するため、高エネルギー密度化を期待することができる。例えば電池ケースとして角筒状の金属缶が用いられる場合、金属缶の側壁間のコーナー部の曲率半径が小さくなるほど電池を密に並べることができ、電池の搭載スペースのロスを少なくすることができる。
【0004】
角筒状の金属缶は、一般に、金属板の深絞り加工によって製造される。例えば特許文献1に記載されているように、金属缶を製造する際、素材としての金属板に対して多段階の深絞り加工が施される。特許文献1では、深絞り加工により、略楕円形状の横断面を有する第1の中間カップ体が金属板から成形される。次に、多段の再絞り加工により、第1の中間カップ体から第2の中間カップ体が成形される。第2の中間カップ体は、短径と長径との比率(短径/長径)が第1の中間カップ体よりも小さい略楕円形状の横断面を有する。その後、第2の中間カップ体に再絞り加工及び多段のしごき加工が施されることにより、角筒状の金属缶が製造される。
【0005】
深絞り時のしごき加工により、金属缶の側壁が薄肉化されることに加え、金属缶の外表面において側壁間のコーナー部が小径化される可能性がある。しかしながら、薄肉の金属缶の製造にしごき加工を適用することは難しい。具体的に説明すると、しごき加工では、金型同士のクリアランスが素材である金属板の板厚よりも小さく設定される。そして、これらの金型により、元の金属板の板厚よりも薄肉の金属缶が成形される。元の金属板の板厚が小さい場合、しごき加工において金型から金属板に対して板厚方向に負荷される荷重が大きくなり、金型の変形又は損傷が生じることがある。大型の金属缶を製造する場合も、金型に大きな負荷が生じやすく、しごき加工の適用が困難なことがある。しごき加工を行うことなく、深絞り加工のみで金属缶を成形する場合、側壁間のコーナー部を小径化することは難しい。
【0006】
これに対して、例えば特許文献2には、アルミニウム樹脂複合積層板に絞り加工を施して三次元成形品を製造する方法が開示されている。特許文献2では、押込治具によってコーナー部が三次元成形品の内側から外側に向かって押圧される。特許文献2には、これにより、コーナー部の曲率半径をアルミニウム樹脂複合積層板の板厚未満まで小さくできると記載されている。
【先行技術文献】
【特許文献】
【0007】
特許第4119612号公報
特開2018-043275号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献2では、三次元成形品の内側から外側に向かい、押圧治具によってコーナー部を押圧することでコーナー部の小径化を図っている。しかしながら、この方法では、コーナー部において板厚減少が生じる可能性がある。特に三次元成形品が薄肉である場合、板厚減少によってコーナー部に割れが発生するおそれがある。
【0009】
本開示は、板厚減少を抑制しつつ、側壁間のコーナー部の曲率半径が小さい金属缶を得ることができる金属缶の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本開示に係る金属缶の製造方法は、素材缶を準備する工程と、金型セットを用い、素材缶を矯正して金属缶を得る工程とを備える。素材缶は、一対の第1側壁と、コーナー部と、一対の第2側壁とを含む。一対の第1側壁は、互いに対向するように配置される。コーナー部は、第1側壁の各々の両側に設けられる。一対の第2側壁は、それぞれ、コーナー部を介して第1側壁の双方に接続される。金型セットは、一対の第1金型と、一対の第2金型と、中子とを含む。一対の第1金型は、素材缶の外側に配置され、第1側壁にそれぞれ対向する。一対の第2金型は、素材缶の外側に配置され、第2側壁にそれぞれ対向する。中子は、第2側壁に接するとともに第1側壁の各々との間に隙間が生じるように素材缶内に配置される。素材缶を矯正する工程では、第2金型及び中子によって第2側壁を支持した状態で、第1金型によって第1側壁及びコーナー部を中子側に押し付ける。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
3日前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
角形鋼管
19日前
日本製鉄株式会社
溶接継手
3か月前
日本製鉄株式会社
鉄道車輪
1か月前
日本製鉄株式会社
鉄道車輪
1か月前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
クランク軸
2か月前
日本製鉄株式会社
脱りん方法
2か月前
日本製鉄株式会社
直流電気炉
27日前
日本製鉄株式会社
直流電気炉
27日前
日本製鉄株式会社
冷却構造体
2か月前
日本製鉄株式会社
冷却構造体
2か月前
日本製鉄株式会社
圧延H形鋼
19日前
日本製鉄株式会社
軸受用鋼管
1か月前
日本製鉄株式会社
柱梁接合部
18日前
日本製鉄株式会社
衝撃吸収部材
2か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
金属溶解方法
27日前
日本製鉄株式会社
転炉吹錬方法
20日前
日本製鉄株式会社
転炉吹錬方法
20日前
日本製鉄株式会社
衝撃吸収部材
2か月前
日本製鉄株式会社
衝撃吸収部材
2か月前
日本製鉄株式会社
衝撃吸収部材
2か月前
日本製鉄株式会社
パネル用支持具
18日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
鋼線及びロープ
19日前
日本製鉄株式会社
直流電気溶解炉
27日前
日本製鉄株式会社
高炉の操業方法
25日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































