TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025074418
公報種別
公開特許公報(A)
公開日
2025-05-14
出願番号
2023185200
出願日
2023-10-30
発明の名称
金型
出願人
トヨタ自動車株式会社
,
岐阜精機工業株式会社
代理人
個人
主分類
B22D
17/22 20060101AFI20250507BHJP(鋳造;粉末冶金)
要約
【課題】入れ子の強度を確保しつつ冷却効率を高めた金型を提供すること。
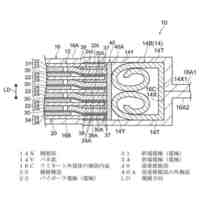
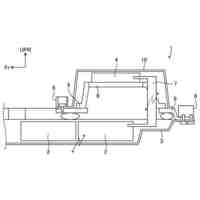
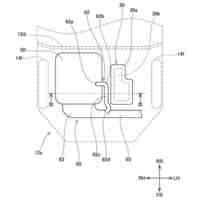
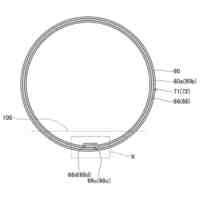
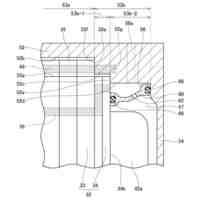
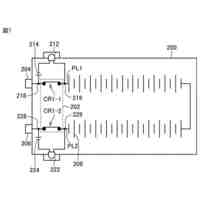
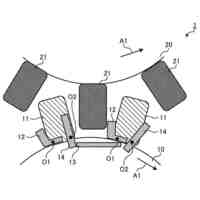
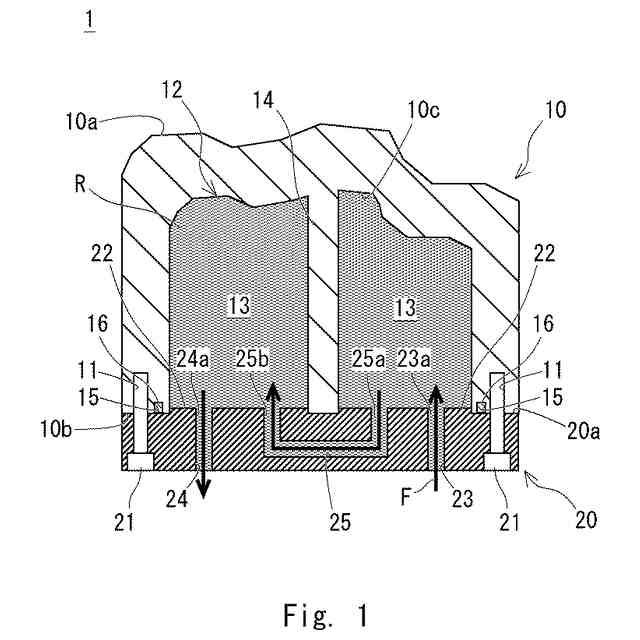
【解決手段】金型1は、冷媒Rが給排出される冷媒保持空間12を内部に有し、冷媒保持空間12を複数の分割空間13に区切るリブ14が設けられた入れ子10と、入れ子10の背面10bに取り付けられ、分割空間13の開口を塞ぐ閉塞部材と、を有し、リブ14は、冷媒保持空間12を形成する入れ子10の内周面10cから閉塞部材の冷媒保持空間12側の端面20aに向かって延びるように形成される。
【選択図】図1
特許請求の範囲
【請求項1】
冷媒が給排出される冷媒保持空間を内部に有し、前記冷媒保持空間を複数の分割空間に区切るリブが設けられた入れ子と、
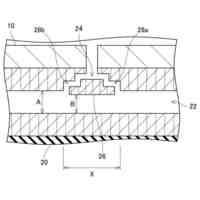
前記入れ子の背面に取り付けられ、前記分割空間の開口を塞ぐ閉塞部材と、を有し、
前記リブは、前記冷媒保持空間を形成する前記入れ子の内周面から前記閉塞部材の前記冷媒保持空間側の端面に向かって延びるように形成される金型。
続きを表示(約 330 文字)
【請求項2】
前記閉塞部材は、
前記冷媒を前記分割空間に供給する供給流路と、前記冷媒を前記分割空間から排出する排出流路と、を内部に有する請求項1に記載の金型。
【請求項3】
前記閉塞部材は、前記分割空間同士を繋ぐ接続流路を内部に有する請求項1に記載の金型。
【請求項4】
前記入れ子は、前記冷媒保持空間を包囲するように前記背面に形成された第1の環状溝に取り付けられた第1のシール部材を有する請求項1に記載の金型。
【請求項5】
前記入れ子は、複数の前記分割空間を個別に包囲するように前記背面に形成された複数の第2の環状溝のそれぞれに取り付けられた第2のシール部材を有する請求項1に記載の金型。
発明の詳細な説明
【技術分野】
【0001】
本開示は金型に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
例えばダイカスト鋳造等の各種鋳造では、高温の溶湯を金型のキャビティに注入してキャビティの形状に対応する形状の成形品を成形する。近年、生産性の向上を図るために、成形のサイクルタイムが短縮されていることに伴って金型の冷却時間が短くなっている。金型の冷却時間が短くなると、金型が昇温して成形品の焼き付きやかじり不良、金型自体の熱疲労によるヒートクラック等が発生しやすい。そのため、金型の内部に設けられた冷却用流路に冷媒を流通させることで、金型の冷却効率を高める技術が提案されている。
【0003】
特許文献1には、成形金型内に設けられ冷媒が流れる冷媒流路と、前記冷媒流路を流れる冷媒を成形金型内における冷却対象の近傍に導く冷却用流路とを備え、前記冷媒流路の、前記冷却用流路の入口と接続する上流側部位の流路方向は、前記冷却用流路の流路方向に冷媒を流入させる向きであり、前記冷却用流路の入口の口径は、該入口に接続される前記冷媒流路の口径より大きく構成されている射出成形装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2009-196138号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、金型は、互いに対向配置される固定側型板(キャビティプレート、雌型)と可動側型板(コアプレート、雄型)とを含む。固定側型板及び可動側型板の互いの対向面にはそれぞれ凹部が形成され、高温の溶湯等の成形材料が注入されるキャビティの一部を形成する型面を有する入れ子がそれぞれの凹部内に取り付けられる場合がある。そこで、金型の冷却効率を高めるために、入れ子の内部に開口(入口)の口径が大きい冷却用流路を設けることが考えられる。しかしながら、入れ子の内部に冷却用流路として大きな空間を設けると、高い冷却効率が得られるものの、入れ子の強度が不十分になるという問題があった。入れ子の強度が不十分であると、鋳造時に生じる鋳造圧や熱変形によって入れ子が割れてしまう虞がある。
【0006】
本開示は、このような問題を解決するためになされたものであり、入れ子の強度を確保しつつ冷却効率を高めた金型を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
一実施形態にかかる金型は、冷媒が給排出される冷媒保持空間を内部に有し、冷媒保持空間を複数の分割空間に区切るリブが設けられた入れ子と、入れ子の背面に取り付けられ、分割空間の開口を塞ぐ閉塞部材と、を有し、リブは、冷媒保持空間を形成する入れ子の内周面から閉塞部材の冷媒保持空間側の端面に向かって延びるように形成される。
【発明の効果】
【0008】
本開示により、入れ子の強度を確保しつつ冷却効率を高めた金型を提供することができる。
【図面の簡単な説明】
【0009】
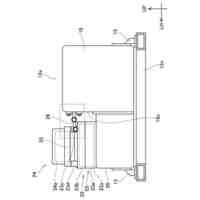
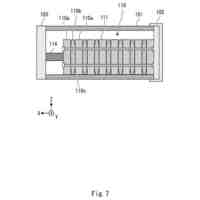
実施の形態1にかかる金型の一部を示す模式的な断面図である。
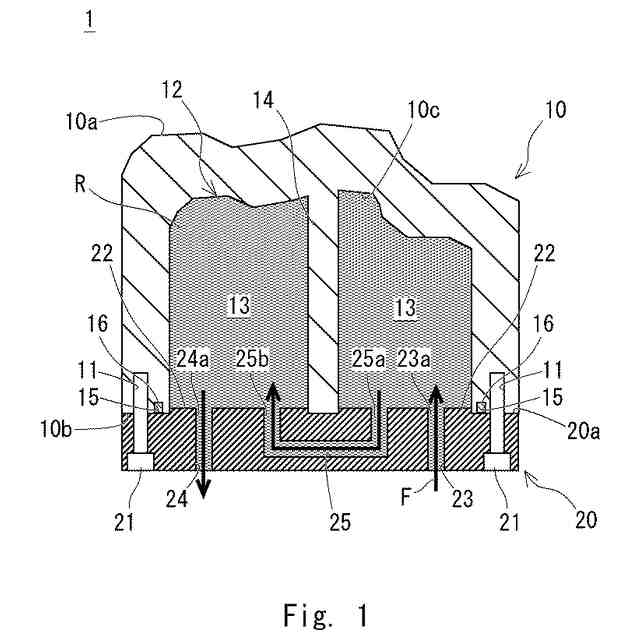
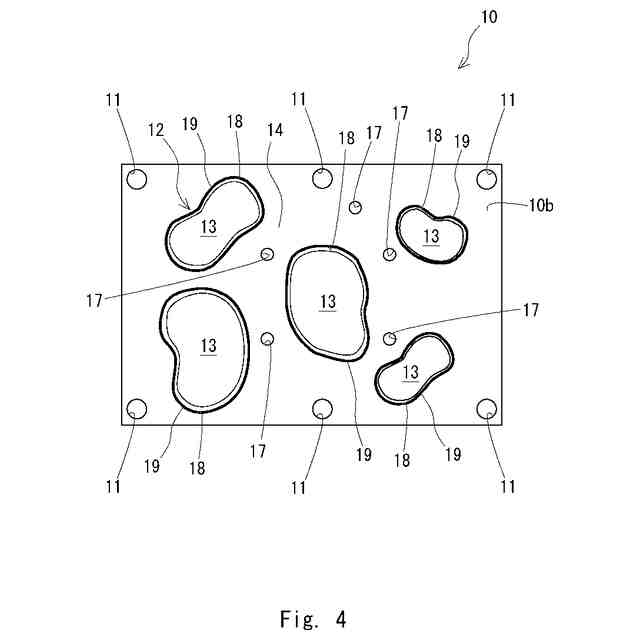
実施の形態1にかかる金型の入れ子を示す模式的な背面図である。
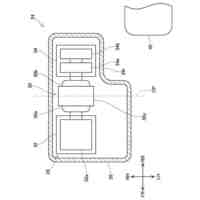
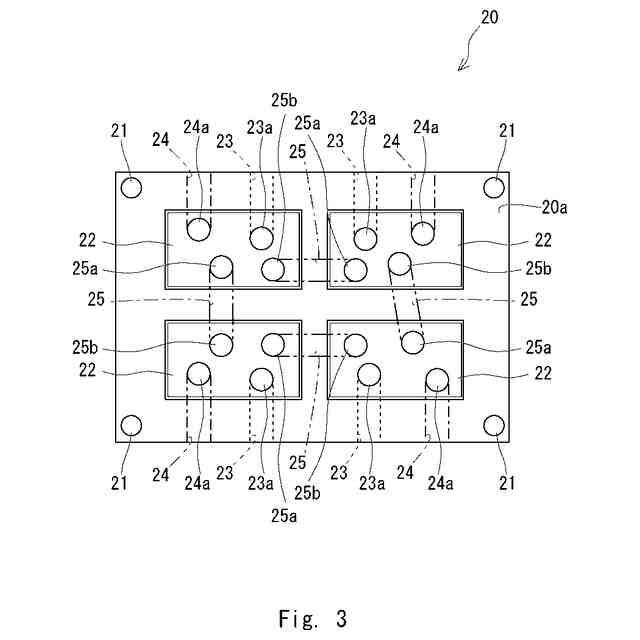
実施の形態1にかかる金型の冷却板を示す模式的な正面図である。
実施の形態1の変形例にかかる金型の入れ子を示す模式的な背面図である。
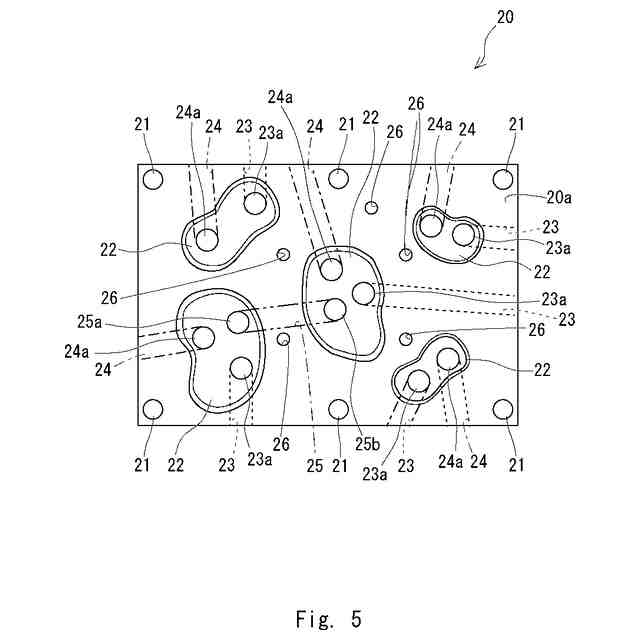
実施の形態1の変形例にかかる金型の冷却板を示す模式的な正面図である。
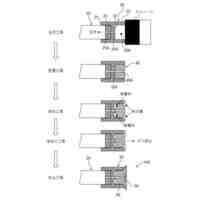
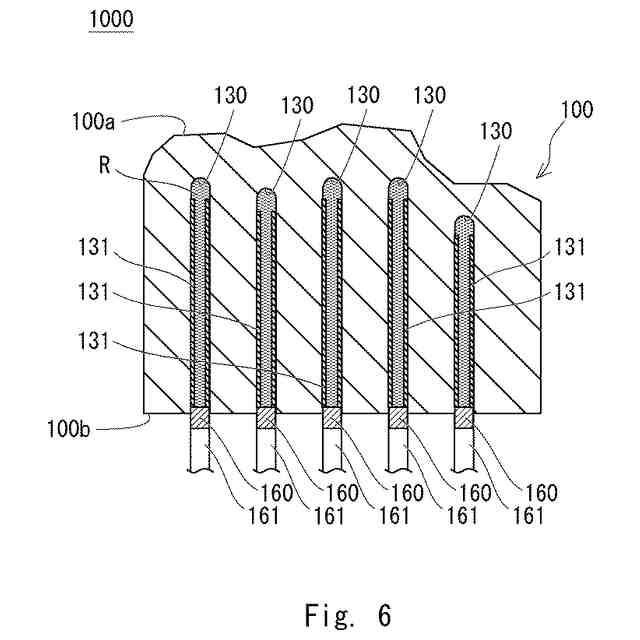
比較例の金型の一部を示す模式的な断面図である。
【発明を実施するための形態】
【0010】
実施の形態1
以下、図面を参照して本開示の実施の形態について説明する。ただし、本開示が以下の実施の形態に限定される訳ではない。また、説明を明確にするため、以下の記載及び図面は、適宜、簡略化されている。図中に示したものは、全体の一部であり、図示しないその他の構成が実際には多く含まれる。なお、以下の説明において、同一又は同等の要素には同一の符号を付し、重複する説明は省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
電池
19日前
トヨタ自動車株式会社
車両
15日前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
方法
8日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電池
18日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
車両
19日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
車両
12日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
モータ
24日前
トヨタ自動車株式会社
電動車
15日前
トヨタ自動車株式会社
ロータ
24日前
トヨタ自動車株式会社
負極層
15日前
トヨタ自動車株式会社
電動車
19日前
トヨタ自動車株式会社
モータ
15日前
トヨタ自動車株式会社
電動車
12日前
トヨタ自動車株式会社
モータ
19日前
トヨタ自動車株式会社
モータ
19日前
トヨタ自動車株式会社
ロータ
19日前
トヨタ自動車株式会社
制御装置
12日前
トヨタ自動車株式会社
電源装置
4日前
トヨタ自動車株式会社
通信装置
4日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
ギア構造
23日前
トヨタ自動車株式会社
路側装置
15日前
トヨタ自動車株式会社
積層電池
11日前
トヨタ自動車株式会社
制御装置
15日前
トヨタ自動車株式会社
蓄電装置
15日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ