TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025070336
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023180574
出願日
2023-10-19
発明の名称
処理装置、処理方法、およびプログラム
出願人
日本製鉄株式会社
代理人
個人
主分類
C21B
5/00 20060101AFI20250424BHJP(鉄冶金)
要約
【課題】 容器内の物体の排出がいつ終了するのかを精度よく特定する。
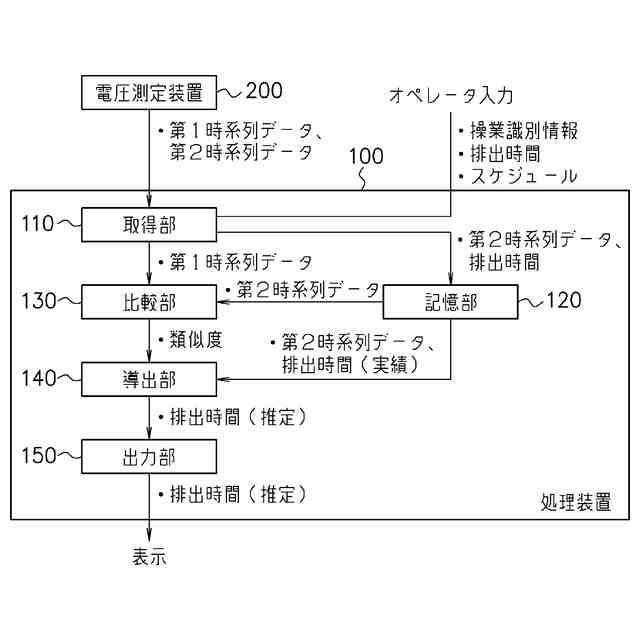
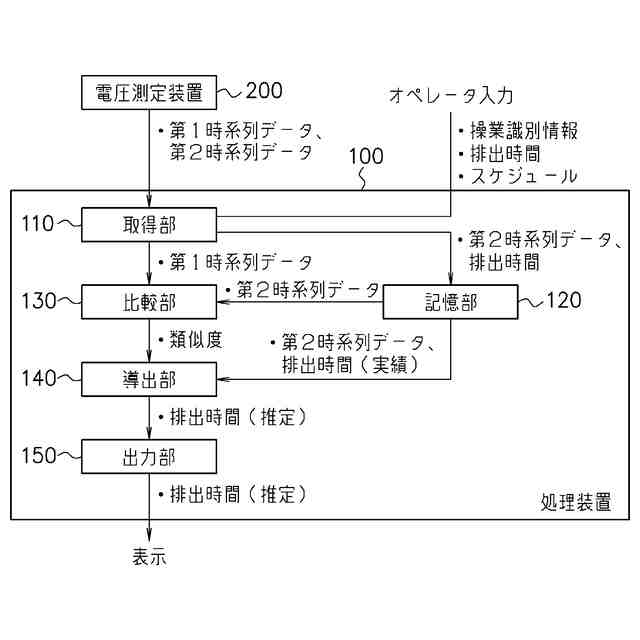
【解決手段】 処理装置100は、第1時系列データと第2時系列データとの比較の結果に基づいて、推定対象物体の排出時間を導出する。ここで、第1時系列データおよび第2時系列データは、物体の排出口からの排出の進行に応じて変化する所定の物理量の測定値または計算値の時系列データである。第1時系列データは、推定対象物体に対する時系列データである。一方、第2時系列データは、第1時系列データが取得される前に得られている時系列データである。また、第2時系列データには、排出時間の実績値が関連付けられている。また、推定対象物体の排出時間は、基準となるタイミングから、物体の排出口からの排出終了タイミングまでの時間である。また、第1時系列データおよび第2時系列データの比較は、基準となるタイミングを基準とした時間帯が同じ時間帯において行う。
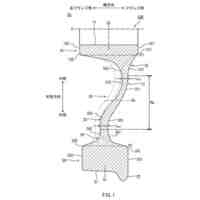
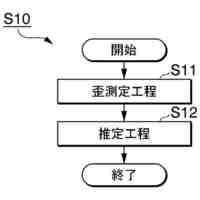
【選択図】 図1
特許請求の範囲
【請求項1】
容器内の物体の排出口からの排出時間として、基準となるタイミングから前記物体の前記排出口からの排出終了タイミングまでの時間を導出する処理を行う処理装置であって、
前記物体の排出口からの排出の進行に応じて変化する所定の物理量の測定値または計算値の時系列データであって、前記排出時間の推定対象の物体に対する時系列データである第1時系列データを取得する取得手段と、
前記所定の物理量の測定値または計算値の時系列データとして前記第1時系列データが取得される前に得られている時系列データであって、前記排出時間の実績値が関連付けられている時系列データである第2時系列データと、前記第1時系列データと、を比較する比較手段と、
前記比較手段による比較の結果に基づいて、前記推定対象の物体の前記排出時間を導出する導出手段と、
を備え、
前記比較手段は、前記基準となるタイミングを基準とした時間帯が同じ時間帯において、前記第1時系列データおよび前記第2時系列データを比較する、処理装置。
続きを表示(約 1,400 文字)
【請求項2】
前記取得手段は、前記物体の排出が行われている時に、前記第1時系列データを取得する、請求項1に記載の処理装置。
【請求項3】
前記比較手段は、前記基準となるタイミング以降の2つ以上の時間帯のそれぞれにおいて前記第1時系列データおよび前記第2時系列データを比較し、
前記2つ以上の時間帯の終了のタイミングは、相互に異なり、
前記導出手段は、前記比較手段により前記2つ以上の時間帯のうちの1つの前記時間帯での比較が行われると、当該1つの時間帯における前記第1時系列データおよび前記第2時系列データの比較の結果に基づいて、前記推定対象の物体の前記排出時間を導出する、請求項1または2に記載の処理装置。
【請求項4】
前記2つ以上の時間帯の開始のタイミングは同じである、請求項3に記載の処理装置。
【請求項5】
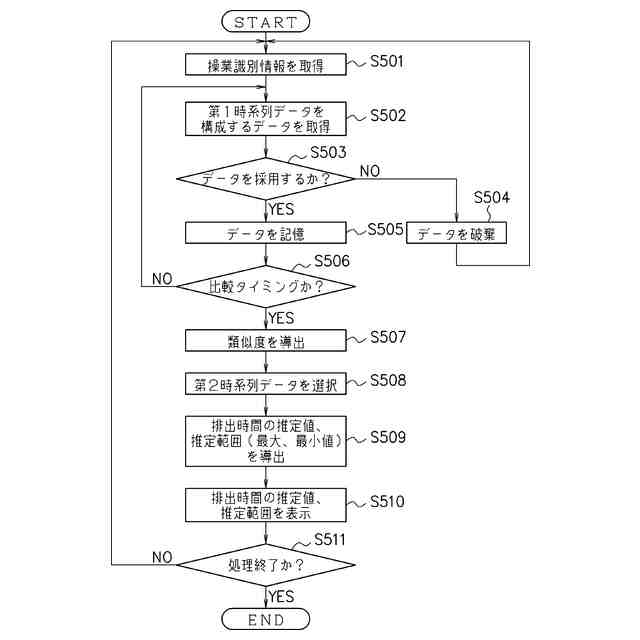
前記比較手段は、前記第1時系列データに対する前記第2時系列データの類似度を導出し、
前記導出手段は、前記類似度に基づいて、複数の前記第2時系列データのうちの1つ以上の前記第2時系列データを選択し、選択した前記第2時系列データに関連付けられている前記排出時間の実績値に基づいて、前記推定対象の物体の前記排出時間を導出する、請求項1または2に記載の処理装置。
【請求項6】
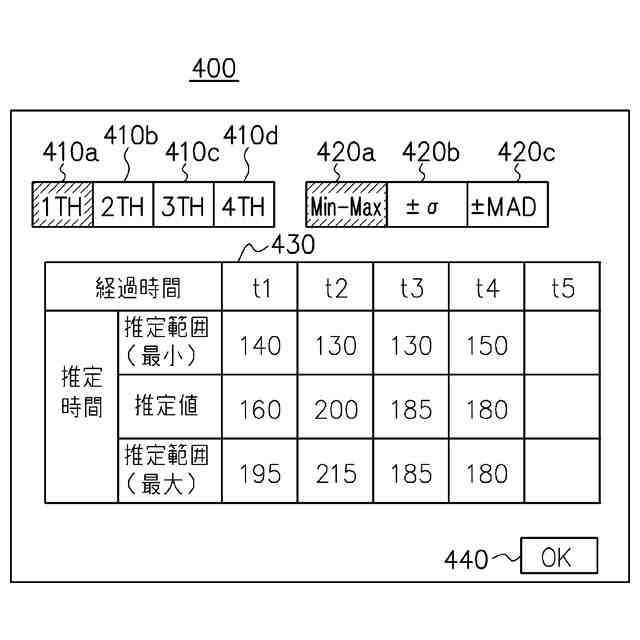
前記導出手段により導出された前記排出時間に基づく表示情報を出力する出力手段をさらに備え、
前記出力手段は、前記表示情報を表示装置に表示させることを少なくとも行う、請求項1または2に記載の処理装置。
【請求項7】
前記導出手段は、前記推定対象の物体の前記排出時間の推定値および推定範囲のうちの少なくとも一方を導出する、請求項1または2に記載の処理装置。
【請求項8】
前記基準となるタイミングは、前記物体の前記排出口からの排出開始タイミングである、請求項1または2に記載の処理装置。
【請求項9】
前記容器は、高炉であり、
前記排出口は、出銑口を含む、請求項1または2に記載の処理装置。
【請求項10】
容器内の物体の排出口からの排出時間として、基準となるタイミングから前記物体の前記排出口からの排出終了タイミングまでの時間を導出する処理を行う処理方法であって、
前記物体の排出口からの排出の進行に応じて変化する所定の物理量の測定値または計算値の時系列データであって、前記排出時間の推定対象の物体に対する時系列データである第1時系列データを取得する取得工程と、
前記所定の物理量の測定値または計算値の時系列データとして前記第1時系列データが取得される前に得られている時系列データであって、前記排出時間の実績値が関連付けられている時系列データである第2時系列データと、前記第1時系列データと、を比較する比較工程と、
前記比較工程による比較の結果に基づいて、前記推定対象の物体の前記排出時間を導出する導出工程と、
を備え、
前記比較工程は、前記基準となるタイミングを基準とした時間帯が同じ時間帯において、前記第1時系列データおよび前記第2時系列データを比較する、処理方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、処理装置、処理方法、およびプログラムに関し、特に、容器内の物体を炉外に排出する操業に用いて好適なものである。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
排出口を介して内部の物体を外部に排出する形態の容器として、例えば、高炉がある。高炉においては、出銑口に充填されたマッド材を開孔することにより、溶銑を含む物体を出銑口から排出する(いわゆる出銑を行う)ことが行われる。このような工業炉においては、操業トラブルの防止および操業の円滑化などのために、炉内の物体の排出が終了するタイミングを推定することが望まれる。この種の技術として特許文献1、2に記載の技術がある。
【0003】
特許文献1には、現在の出銑滓の状況、現在および過去の操業データ、出銑口の状況、履歴などを用いて「IF~THEN」で構成されるルールにより炉内状態を推定し、推定した炉内状態に基づいて、出銑終了時刻を予測することが開示されている。
【0004】
また、特許文献2では、以下のようにして出銑終了のタイミングを予測することが記載されている。まず、出銑口の開孔に使用した金棒および錐の情報(径および使用本数)に最も近い出銑速度パターンを選択し、選択した出銑パターン速度を3区間に分割して各区間における最高出銑速度を当該区間の終点での出銑速度とする。そして、現時点での出銑速度を起点として、それ以降の各区間の終点の出銑速度を順次直線で結んだものを出銑速度の予測値とする。このような出銑速度の予測値に基づいて現時点から時間tまでの出銑量の予測値を導出し、出銑開始から現時点までの出銑量に加算する。このようにして得られた出銑開始から時間tまでの出銑量の予測値と、出銑開始から時間tまでに出銑可能な溶銑量と、が等しくなる時間tを、出銑終了までの時間として導出する。
【先行技術文献】
【特許文献】
【0005】
特開平7-150201号公報
特開平8-302406号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の技術では、「IF~THEN」で構成されるルールにより炉内状態を推定する。したがって、出銑終了時刻の予測精度が、「IF~THEN」で構成されるルール(過程)に依存する。高炉おいては各種の操業パターンがある。また、炉の構成および状態も様々である。したがって、様々な場合を想定して、出銑終了時刻の予測精度が向上するルールを作成することは容易ではない。よって、出銑終了時刻の予測精度を向上させることが容易ではない。
【0007】
また、特許文献2に記載の技術では、出銑口の開孔に使用した金棒および錐の情報(径および使用本数)に最も近い出銑速度パターンを選択する。したがって、出銑終了までの時間の精度が、選択した出銑速度パターンの精度に依存する。前述したように高炉おいては各種の操業パターンがある。また、炉の構成および状態も様々である。よって、出銑終了までの時間の予測精度が後述するように多数の出銑速度パターンを用意することは容易ではない。また、特許文献2に記載の技術では、出銑開始からの期間を複数の区間に分割し、出銑速度パターンにおいて、各区間の最高出銑速度を、当該区間の終点の出銑速度とする。さらに、時点での出銑速度を起点として、それ以降の各区間の終点の出銑速度を順次直線で結んだものを出銑速度の予測値とする。また、出銑可能な溶銑量の導出の際に、装入物の挿入量と、鉱石比と、装入物が炉内を降下して溶融する比率と、の積を溶銑の生成量として導出する。以上のように特許文献2に記載の技術では、出銑終了までの時間を導出するために様々な仮定をおかなければならない。よって、出銑終了までの時間の予測精度を向上させることが容易ではない。
【0008】
以上のように特許文献1、2に記載の技術では、容器内の物体の排出がいつ終了するのかを精度よく特定することが容易ではない。
本発明は、以上のような問題点に鑑みてなされたものであり、容器内の物体の排出がいつ終了するのかを精度よく特定することを目的とする。
【課題を解決するための手段】
【0009】
本発明の処理装置は、容器内の物体の排出口からの排出時間として、基準となるタイミングから前記物体の前記排出口からの排出終了タイミングまでの時間を導出する処理を行う処理装置であって、前記物体の排出口からの排出の進行に応じて変化する所定の物理量の測定値または計算値の時系列データであって、前記排出時間の推定対象の物体に対する時系列データである第1時系列データを取得する取得手段と、前記所定の物理量の測定値または計算値の時系列データとして前記第1時系列データが取得される前に得られている時系列データであって、前記排出時間の実績値が関連付けられている時系列データである第2時系列データと、前記第1時系列データと、を比較する比較手段と、前記比較手段による比較の結果に基づいて、前記推定対象の物体の前記排出時間を導出する導出手段と、を備え、前記比較手段は、前記基準となるタイミングを基準とした時間帯が同じ時間帯において、前記第1時系列データおよび前記第2時系列データを比較する。
【0010】
本発明の処理方法は、容器内の物体の排出口からの排出時間として、基準となるタイミングから前記物体の前記排出口からの排出終了タイミングまでの時間を導出する処理を行う処理方法であって、前記物体の排出口からの排出の進行に応じて変化する所定の物理量の測定値または計算値の時系列データであって、前記排出時間の推定対象の物体に対する時系列データである第1時系列データを取得する取得工程と、前記所定の物理量の測定値または計算値の時系列データとして前記第1時系列データが取得される前に得られている時系列データであって、前記排出時間の実績値が関連付けられている時系列データである第2時系列データと、前記第1時系列データと、を比較する比較工程と、前記比較工程による比較の結果に基づいて、前記推定対象の物体の前記排出時間を導出する導出工程と、を備え、前記比較工程は、前記基準となるタイミングを基準とした時間帯が同じ時間帯において、前記第1時系列データおよび前記第2時系列データを比較する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
22日前
日本製鉄株式会社
車輪
3日前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
耐摩耗鋼
4日前
日本製鉄株式会社
筒型構造
8日前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
鋼線及びロープ
1か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
日本製鉄株式会社
ステンレス鋼材
18日前
日本製鉄株式会社
ステンレス鋼材
17日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
ステンレス鋼材
17日前
日本製鉄株式会社
溶鋼の製造方法
11日前
日本製鉄株式会社
溶鉄の製造方法
11日前
日本製鉄株式会社
溶鉄の製造方法
11日前
日本製鉄株式会社
補強H形鋼有孔梁
1か月前
日本製鉄株式会社
溶銑の予備処理方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
4日前
日本製鉄株式会社
鉄源の溶解精錬方法
4日前
日本製鉄株式会社
鉄源の溶解精錬方法
4日前
日本製鉄株式会社
応力-歪関係推定方法
3日前
日本製鉄株式会社
ガス漏洩部の補修方法
1か月前
日本製鉄株式会社
制御装置及び制御方法
1か月前
日本製鉄株式会社
搬送装置及び制御装置
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ