TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025029451
公報種別
公開特許公報(A)
公開日
2025-03-06
出願番号
2023134121
出願日
2023-08-21
発明の名称
処理装置、処理方法、およびプログラム
出願人
日本製鉄株式会社
代理人
個人
主分類
C21D
9/52 20060101AFI20250227BHJP(鉄冶金)
要約
【課題】 冷却対象の金属帯が切り替わった場合に、切り替わり後の金属帯の出側温度を目標値に近づける。
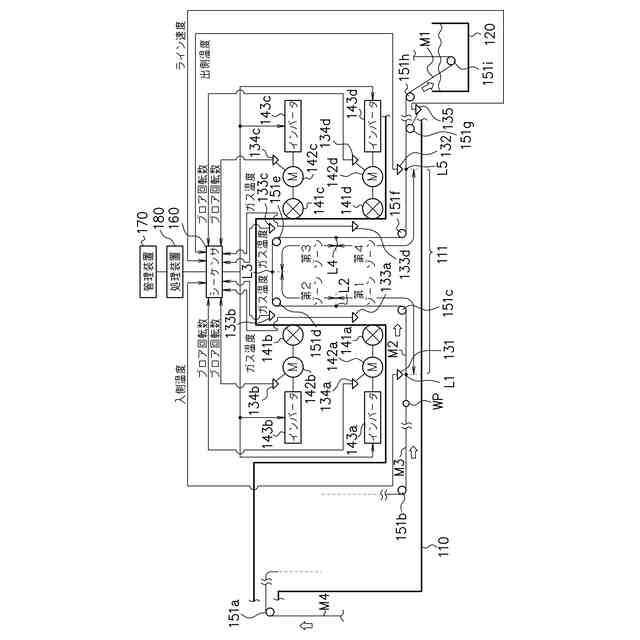
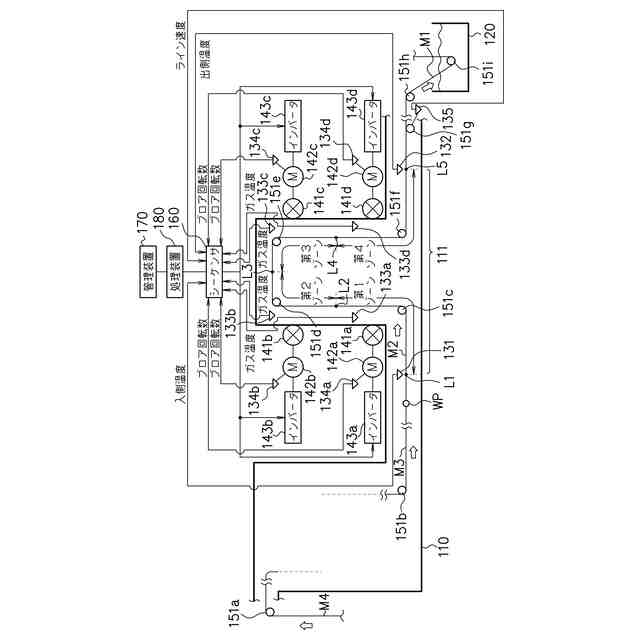
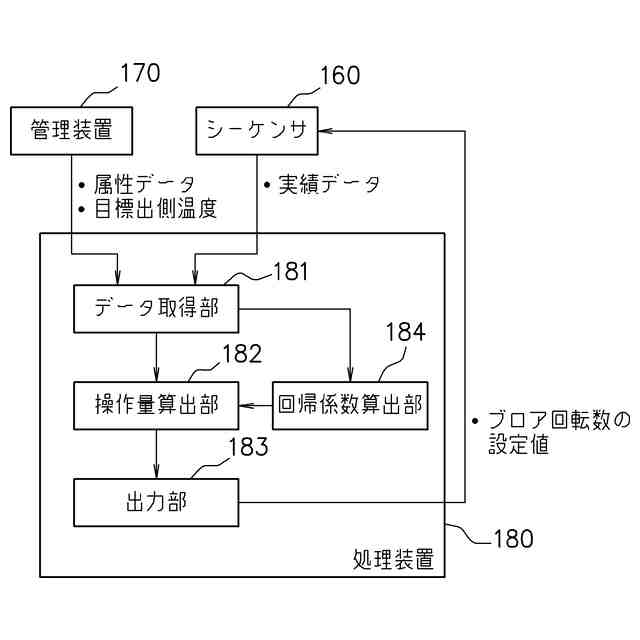
【解決手段】 処理装置180は、鋼帯Mの属性データと、ブロワー回転数、入側温度、および冷却用ガスの温度を含む実績データと、に基づいて、急冷炉111内の設備途中位置を含む所定の予測位置にある鋼帯部位の出側温度の予測値を算出し、算出した出側温度の予測値と目標出側温度と基づいて、ブロア141a~141dのうち当該予測位置よりも下流側に設置されている所定のブロアのブロア回転数Rを算出する。
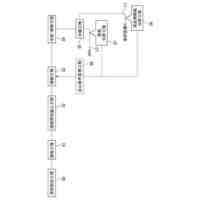
【選択図】 図1
特許請求の範囲
【請求項1】
複数の冷却媒体供給装置を備え、相互に接続された状態で搬送路を搬送する複数の金属帯を連続して冷却する冷却設備を制御するための処理を行う処理装置であって、
前記金属帯の属性を示す属性データと、前記冷却媒体供給装置に対する操作量と、前記金属帯の入側温度と、前記冷却媒体の温度と、を含む実績データと、当該金属帯に対応する出側温度の目標値と、を含むデータを取得するデータ取得部と、
前記操作量を算出する操作量算出部と、を備え、
前記操作量算出部は、
冷却対象の前記金属帯の部位のうち、所定の予測位置にある部位の出側温度の予測値を、前記属性データおよび前記実績データを用いて算出することと、
当該算出した出側温度の予測値と、当該金属帯に対応する前記出側温度の目標値と、に基づいて、当該所定の予測位置よりも下流側に設置されている前記冷却媒体供給装置のうちの所定の前記冷却媒体供給装置に対する前記操作量を算出することと、
を行い、
前記所定の予測位置は、前記冷却設備の入側位置よりも下流側の位置であり、且つ、前記冷却設備の出側位置よりも上流側の位置である設備途中位置を含む、処理装置。
続きを表示(約 1,100 文字)
【請求項2】
前記操作量算出部は、前記所定の予測位置となる前記設備途中位置にある前記部位の出側温度の予測値を、当該設備途中位置よりも上流側の領域のうち、前記冷却設備内の領域において得られる前記実績データを用いて算出する、請求項1に記載の処理装置。
【請求項3】
前記操作量算出部は、前記所定の予測位置にある部位の出側温度の予測値の算出と、当該出側温度の予測値および前記出側温度の目標値に基づく前記操作量の算出と、を時間ステップごとに繰り返す、請求項1または2に記載の処理装置。
【請求項4】
前記操作量算出部は、前記冷却対象の金属帯の先端が前記出側位置に到達する前に、前記所定の予測位置にある前記部位の前記出側温度の予測値を算出する、請求項1または2に記載の処理装置。
【請求項5】
前記所定の予測位置となる前記設備途中位置が複数ある、請求項1または2に記載の処理装置。
【請求項6】
前記所定の予測位置にある部位の出側温度の予測値の算出に用いる予測式には、前記所定の予測位置にある部位が前記出側位置に到達した場合の当該部位の温度を少なくとも算出する数式である物理モデルが含まれる、請求項1または2に記載の処理装置。
【請求項7】
前記予測式には、前記物理モデルにより算出される前記温度の誤差を補正するための誤差補正量算出式がさらに含まれる、請求項6に記載の処理装置。
【請求項8】
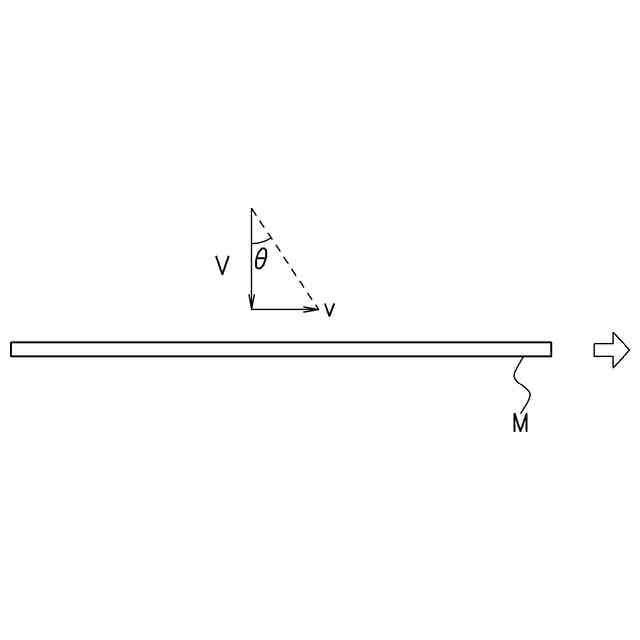
前記誤差補正量算出式によって金属帯搬送起因誤差に対する補正量が少なくとも算出され、
前記金属帯搬送起因誤差は、前記金属帯の搬送速度および前記冷却媒体の速度に応じて前記冷却媒体が前記金属帯に当たる方向が変わることに起因する誤差である、請求項7に記載の処理装置。
【請求項9】
前記物理モデルにより算出される前記温度の誤差に対する補正量を独立変数として含む回帰式の回帰係数を算出する回帰係数算出部をさらに有し、
前記予測式は、前記回帰式を含み、
前記データ取得部は、前記実績データとして前記出側温度をさらに取得し、
前記回帰係数算出部は、前記データ取得部により取得された前記実績データを用いた回帰分析を行うことにより、前記回帰係数を算出する、請求項7に記載の処理装置。
【請求項10】
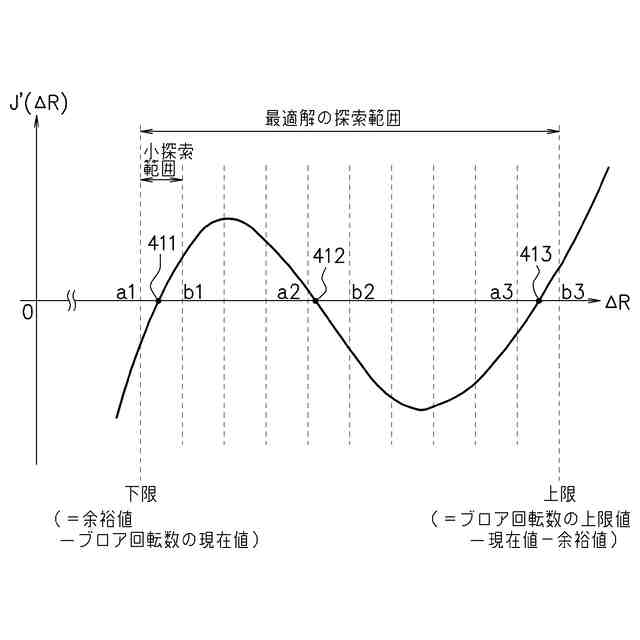
前記操作量算出部は、前記所定の予測位置にある部位の出側温度の予測値と、前記出側温度の目標値と、の差を評価する第1評価指標を含む評価関数の最適解を探索する計算を行うことによって、前記所定の冷却媒体供給装置に対する操作量を算出する、請求項1または2に記載の処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、処理装置、処理方法、およびプログラムに関し、特に、相互に接続された状態で搬送路を搬送する複数の金属帯を連続して冷却するために用いて好適なものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
先行する金属帯の後端と後行する金属帯の先端とが溶接等によって相互に接続された状態で複数の金属帯を冷却設備に搬送し、冷却設備内で複数の金属帯を連続して冷却することが行われる。このような冷却設備における金属帯の温度を制御する技術として特許文献1、2に記載の技術がある。
【0003】
特許文献1には、冷却炉に設置された各ブロアのトータルの回転数が与えられた場合の各ブロアの回転数の比率を算出することが開示されている。また、特許文献2には、ライン速度変更時に、金属帯の部位のうち、冷却帯の入側位置にある部位の出側温度をライン速度変更時に予測し、ライン速度変更後の出側温度がライン速度変更前の出側温度になるようなガスジェットの圧力を算出することが開示されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2013/084870号
特開2020-63497号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1、2に記載に記載の技術では、冷却対象の金属帯が切り替わる場合の操作量(ブロアの回転数、ガスジェットの圧力)についての具体的な検討がなされていない。冷却対象の金属帯が切り替わる際には、冷却対象の金属帯の属性(例えば、幅、厚み、種類)や出側温度の目標値が変更され得る。このような場合、操作量を適切に変更しないと、出側温度が目標値から乖離する虞がある。そうすると、金属帯の品質に影響を与え、金属帯の歩留まりが低下する虞がある。したがって、冷却対象の金属帯が切り替わった場合に、切り替わり後の金属帯の出側温度を目標値に近づけるための技術が望まれる。
【0006】
本発明は、以上のような問題点に鑑みてなされたものであり、冷却対象の金属帯が切り替わった場合に、切り替わり後の金属帯の出側温度を目標値に近づけることを目的とする。
【課題を解決するための手段】
【0007】
本発明の処理装置は、複数の冷却媒体供給装置を備え、相互に接続された状態で搬送路を搬送する複数の金属帯を連続して冷却する冷却設備を制御するための処理を行う処理装置であって、前記金属帯の属性を示す属性データと、前記冷却媒体供給装置に対する操作量と、前記金属帯の入側温度と、前記冷却媒体の温度と、を含む実績データと、当該金属帯に対応する出側温度の目標値と、を含むデータを取得するデータ取得部と、前記操作量を算出する操作量算出部と、を備え、前記操作量算出部は、冷却対象の前記金属帯の部位のうち、所定の予測位置にある部位の出側温度の予測値を、前記属性データおよび前記実績データを用いて算出することと、当該算出した出側温度の予測値と、当該金属帯に対応する前記出側温度の目標値と、に基づいて、当該所定の予測位置よりも下流側に設置されている前記冷却媒体供給装置のうちの所定の前記冷却媒体供給装置に対する前記操作量を算出することと、を行い、前記所定の予測位置は、前記冷却設備の入側位置よりも下流側の位置であり、且つ、前記冷却設備の出側位置よりも上流側の位置である設備途中位置を含む。
【0008】
本発明の処理方法は、複数の冷却媒体供給装置を備え、相互に接続された状態で搬送路を搬送する複数の金属帯を連続して冷却する冷却設備を制御するための処理を行う処理方法であって、前記金属帯の属性を示す属性データと、前記冷却媒体供給装置に対する操作量と、前記金属帯の入側温度と、前記冷却媒体の温度と、を含む実績データと、当該金属帯に対応する出側温度の目標値と、を含むデータを取得するデータ取得工程と、前記操作量を算出する操作量算出工程と、を備え、前記操作量算出工程は、冷却対象の前記金属帯の部位のうち、所定の予測位置にある部位の出側温度の予測値を、前記属性データおよび前記実績データを用いて算出することと、当該算出した出側温度の予測値と、当該金属帯に対応する前記出側温度の目標値と、に基づいて、当該所定の予測位置よりも下流側に設置されている前記冷却媒体供給装置のうちの所定の前記冷却媒体供給装置に対する前記操作量を算出することと、を行い、前記所定の予測位置は、前記冷却設備の入側位置よりも下流側の位置であり、且つ、前記冷却設備の出側位置よりも上流側の位置である設備途中位置を含む。
【0009】
本発明のプログラムは、前記処理装置の各部としてコンピュータを機能させる。
【発明の効果】
【0010】
本発明によれば、冷却対象の金属帯が切り替わった場合に、切り替わり後の金属帯の出側温度を目標値に近づけることが出来る。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
角形鋼管
26日前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
柱梁接合部
25日前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
圧延H形鋼
26日前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
クランク軸
2か月前
日本製鉄株式会社
軸受用鋼管
1か月前
日本製鉄株式会社
転炉吹錬方法
27日前
日本製鉄株式会社
転炉吹錬方法
27日前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
パネル用支持具
25日前
日本製鉄株式会社
パネル用支持具
25日前
日本製鉄株式会社
鋼線及びロープ
26日前
日本製鉄株式会社
鋼管用ねじ継手
25日前
日本製鉄株式会社
鋼線及び撚り線
26日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
ステンレス鋼材
6日前
日本製鉄株式会社
ステンレス鋼材
5日前
日本製鉄株式会社
ステンレス鋼材
5日前
日本製鉄株式会社
棒製品の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
溶銑の脱りん方法
1か月前
日本製鉄株式会社
補強H形鋼有孔梁
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ