TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025009833
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2024070081
出願日
2024-04-23
発明の名称
高周波焼入部品の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
主分類
C21D
1/10 20060101AFI20250109BHJP(鉄冶金)
要約
【課題】高周波焼入れ部品の製造工程における、冷間鍛造前の焼鈍および高周波焼入れ前の焼入れ焼戻しの双方を省略しても、優れた冷間鍛造性および十分な部品性能(表面および芯部の硬度)を有する高周波焼入れ部品の製造方法について提案する。
【解決手段】鋼素材を熱間圧延にて棒鋼または線材に成形し、該棒鋼または線材を、軟化焼鈍を施すことなしに冷間鍛造に供して所定の条件を満足する部品に成形し、該冷間鍛造後の部品に、焼入れおよび焼戻しを施すことなしに所定の条件を満足する高周波焼入れ焼戻し処理を施す。
【選択図】なし
特許請求の範囲
【請求項1】
鋼素材を熱間圧延にて棒鋼または線材に成形し、該棒鋼または線材を、軟化焼鈍を施すことなしに冷間鍛造に供して下記式(1)を満足する部品に成形し、該冷間鍛造後の部品に、下記式(2)を満足する高周波焼入れ焼戻し処理の前に焼入れ焼戻しを施すことなしに、前記高周波焼き入れ焼き戻し処理を施す高周波焼入部品の製造方法。
記
H
CF
≧200 ・・・(1)
ここで、H
CF
は冷間鍛造後のビッカース硬度である。
JPEG
2025009833000008.jpg
8
170
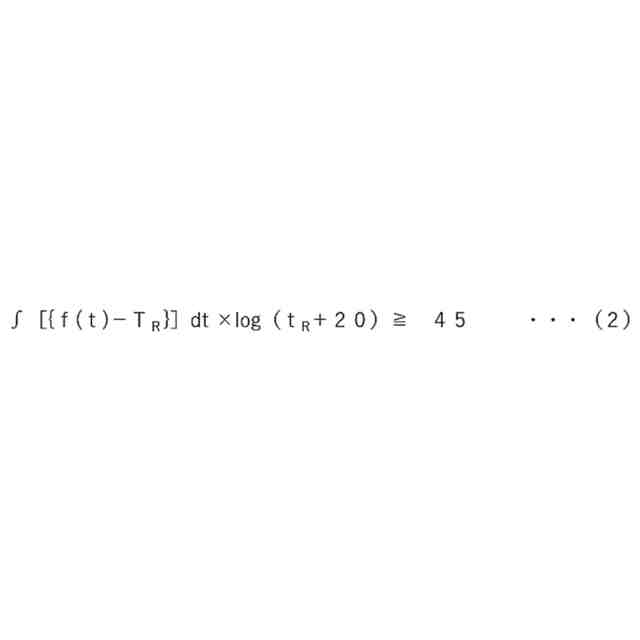
ここで、高周波加熱の温度T(K)と時間t(s)の関数をfとし、すなわちT=f(t)とする。ただし、f(t)はf(t)≧T
R
の範囲とする。T
R
は高周波加熱中のオーステナイト変態完了温度(K)である。t
R
は高周波加熱中のオーステナイト変態完了温度T
R
以上にある時間(s)である。また、logは常用対数である。
続きを表示(約 660 文字)
【請求項2】
前記棒鋼または線材は、
C:0.15~0.55質量%、
Si:0.35質量%以下、
Mn:0.85質量%以下、
P:0.050質量%以下、
S:0.050質量%以下、
Al:0.010~0.090質量%、
Mo:0.05~0.50質量%、
Ti:0.010~0.200質量%、
B:0.0005~0.0100質量%および
N:0.0150質量%以下
を含み、残部はFe及び不可避的不純物の成分組成を有する、請求項1に記載の高周波焼入部品の製造方法。
【請求項3】
前記成分組成として、さらに、
以下のA~D群のうちの1以上の群より選ばれる1種または2種以上を含有する請求項2に記載の高周波焼入部品の製造方法。
A群:
Cr:0.65質量%以下、
Cu:1質量%以下および
Ni:1質量%以下
B群:
Se:0.3質量%以下、
Ca:0.05質量%以下、
Pb:0.3質量%以下、
Bi:0.3質量%以下、
Mg:0.05質量%以下、
Zr:0.2質量%以下、
REM:0.01質量%以下および
O:0.025質量%以下
C群:
Nb:0.1質量%以下および
V:0.3質量%以下
D群:
Sn:0.1質量%以下および
Sb:0.1質量%以下
発明の詳細な説明
【技術分野】
【0001】
本発明は、高周波焼入部品の製造方法に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
一般に、自動車等の機械構造用部品は、熱間鍛造または冷間鍛造にて成形後、切削を施して最終形状に整えられる。とくに、冷間鍛造は、寸法精度に優れるために鍛造後の切削量が低減できる利点があり、近年適用例が増大している。また、高周波焼入れは、短時間の処理で鋼の疲労強度を向上させることが可能であり、CO
2
排出を抑制可能な利点もあり、適用が進んできている。
【0003】
例えば、特許文献1では、鋼組成を規定するとともに、有効硬化層深さと部品半径から投影芯部硬さを規定した、冷間加工性に優れる高捩り疲労強度高周波焼入れ鋼材が提案されている。また、特許文献2では、鋼組成の規定に加え、球状セメンタイトの個数密度をはじめとしたミクロ組織の特徴を規定し、焼入れ焼戻しを省略可能な、高周波焼入れ用圧延鋼材の製造方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開平10-195589号公報
特開2011-241468号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
部品に成形後の最終熱処理に高周波焼入れを施して得られる、部品は、冷間鍛造前の軟化焼鈍や高周波焼入れ前の調質熱処理(焼入れ焼戻し)を経るのが通例である。例えば、特許文献1に記載の技術では、冷間鍛造前の焼鈍が必須である。同様に、特許文献2に記載の技術では、冷間鍛造前の焼鈍が必須である。すなわち、熱間圧延後の鋼材を焼鈍によって軟化しておくことによって、その後の冷間鍛造時の変形抵抗を下げて冷間鍛造性を確保する必要がある。また、高周波焼入れ前の調質熱処理(焼入れ焼戻し)は、最終製品の部品において所定の硬度を与えるために必要であった。
【0006】
一方で、近年の部品価格競争激化ならびにカーボンニュートラル(CO
2
排出抑制)の機運の高まりを受け、部品製造工程の熱処理省略ニーズが増大している。このような状況において、上述の通り、特許文献1に記載の技術では、冷間鍛造前の焼鈍を省略できないことが問題であった。同様に、特許文献2に記載の技術では、焼入れ焼戻しは省略可能であるが、やはり冷間鍛造前の焼鈍を省略できないことが問題であった。
【0007】
本発明は、上記の実情に鑑み開発されたものであり、冷間鍛造前の焼鈍および高周波焼入れ前の焼入れ焼戻しの双方を省略可能な、優れた冷間鍛造性および十分な部品性能(表面および芯部の硬度)を有する高周波焼入れ部品の製造方法について提案することを目的とする。
【課題を解決するための手段】
【0008】
発明者らは、上記の目的を達成すべく、高周波焼入れ部品の製造工程について鋭意研究した。その結果、冷間鍛造時の加工硬化と高周波焼入れの条件を適切に制御することにより、冷間鍛造前および高周波焼入れ前の熱処理を省略しても冷間鍛造性を阻害することなく、高性能の部品製造が可能であることを見出した。
【0009】
本発明は、上記知見に由来するものであり、その要旨は次の通りである。
1.鋼素材を熱間圧延にて棒鋼または線材に成形し、該棒鋼または線材を、軟化焼鈍を施すことなしに冷間鍛造に供して下記式(1)を満足する部品に成形し、該冷間鍛造後の部品に、下記式(2)を満足する高周波焼入れ焼戻し処理の前に焼入れ焼戻しを施すことなしに、前記高周波焼き入れ焼き戻し処理を施す高周波焼入部品の製造方法。
記
H
CF
≧200 ・・・(1)
ここで、H
CF
は冷間鍛造後のビッカース硬度である。
JPEG
2025009833000001.jpg
8
170
ここで、高周波加熱の温度T(K)と時間t(s)の関数をfとし、すなわちT=f(t)とする。ただし、f(t)はf(t)≧T
R
の範囲とする。T
R
は高周波加熱中のオーステナイト変態完了温度(K)である。t
R
は高周波加熱中のオーステナイト変態完了温度T
R
以上にある時間(s)である。また、logは常用対数である。
【0010】
2.前記棒鋼または線材は、
C:0.15~0.55質量%、
Si:0.35質量%以下、
Mn:0.85質量%以下、
P:0.050質量%以下、
S:0.050質量%以下、
Al:0.010~0.090質量%、
Mo:0.05~0.50質量%、
Ti:0.010~0.200質量%、
B:0.0005~0.0100質量%および
N:0.0150質量%以下
を含み、残部はFe及び不可避的不純物の成分組成を有する、前記1に記載の高周波焼入部品の製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
4か月前
新和環境株式会社
炉システム
4か月前
日本製鉄株式会社
転炉精錬方法
3か月前
株式会社戸畑製作所
高炉用羽口
6か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
日本製鉄株式会社
溶銑の脱硫方法
6か月前
個人
製鋼用副資材及びその製造方法
5か月前
中外炉工業株式会社
連続式熱処理炉
2か月前
日本製鉄株式会社
スラグの排出方法
4か月前
株式会社伊原工業
還元鉄の製造方法
4か月前
富士電子工業株式会社
焼き入れ装置
5か月前
中外炉工業株式会社
前処理装置
1か月前
日本製鉄株式会社
溶銑の予備処理方法
21日前
株式会社デンケン
高温炉
4か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
1か月前
大同特殊鋼株式会社
浸炭部材の製造方法
1か月前
日本製鉄株式会社
脱りん方法
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
21日前
東京窯業株式会社
溶鋼処理用の浸漬管
4か月前
JFEスチール株式会社
高炉の原料装入方法
4日前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
脱炭精錬方法
5か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
4か月前
富士電子工業株式会社
クランクシャフト支持装置
2か月前
日本製鉄株式会社
鋼の製造方法
3か月前
日本製鉄株式会社
棒製品の製造方法
1か月前
JFEスチール株式会社
高強度鋼板の製造方法
6か月前
株式会社神戸製鋼所
溶銑の脱りん方法
6か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
6か月前
トヨタ自動車株式会社
鋼板部品の製造方法及び製造装置
2か月前
株式会社サンノハシ
金属加工品の製造方法
3か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
2か月前
JFEスチール株式会社
高周波焼入部品の製造方法
6か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ