TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024171176
公報種別
公開特許公報(A)
公開日
2024-12-11
出願番号
2023088103
出願日
2023-05-29
発明の名称
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
出願人
株式会社プロテリアル
代理人
主分類
C21D
1/00 20060101AFI20241204BHJP(鉄冶金)
要約
【課題】加熱源を有しない中間焼鈍用保温槽において、熱間加工鋼材からの抜熱を低減し、中間焼鈍時間を必要以上に長時間とならないような構造とした中間焼鈍用保温槽と前記中間焼鈍用保温槽を用いた中間焼鈍方法を提供する。
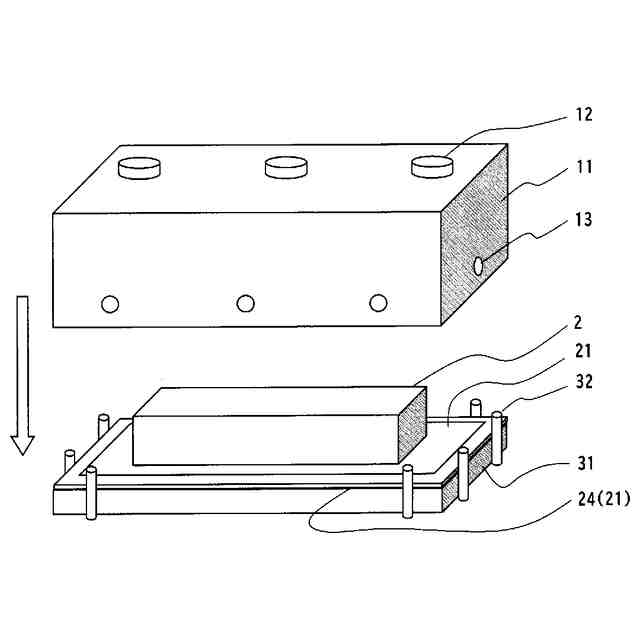
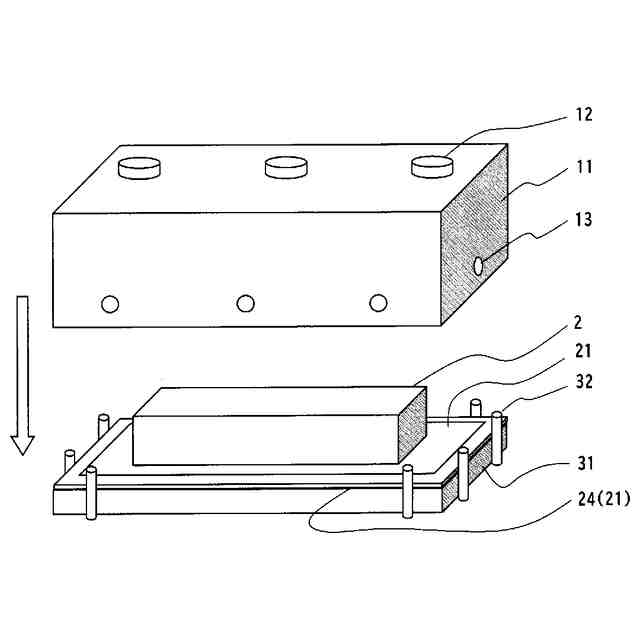
【解決手段】熱間加工後の熱間加工鋼材2の中間焼鈍に用いる加熱源を持たない中間焼鈍用保温槽であって、前記中間焼鈍用保温槽は、前記熱間加工鋼材を載置する載置台31と、前記載置台上に設置して前記熱間加工鋼材を覆って保温する保温室を形成する保温蓋11を有し、前記載置台上には、載置台断熱材が配置され、前記保温室は、前記保温室内の温度を低下させるための外気と通じる通気口12、13を複数有し、前記通気口は、開閉可能で、且つ、前記保温室の天井側及び側面側に設けられている中間焼鈍用保温槽。
【選択図】図1
特許請求の範囲
【請求項1】
熱間加工後の熱間加工鋼材の中間焼鈍に用いる加熱源を持たない中間焼鈍用保温槽であって、
前記中間焼鈍用保温槽は、前記熱間加工鋼材を載置する載置台と、前記載置台上に設置して前記熱間加工鋼材を覆って保温する保温室を形成する保温蓋を有し、
前記載置台上には、載置台断熱材が配置され、
前記保温室は、前記保温室内の温度を低下させるための外気と通じる通気口を複数有し、
前記通気口は、開閉可能で、且つ、前記保温室の天井側及び側面側に設けられていることを特徴とする中間焼鈍用保温槽。
続きを表示(約 140 文字)
【請求項2】
前記載置台と保温蓋とが接触する部分には、保温蓋の自重で変形するシール材を具備する請求項1に記載の中間焼鈍用保温槽。
【請求項3】
請求項1または2に記載の中間焼鈍用保温槽を用いて、熱間加工後の熱間加工鋼材を中間焼鈍する熱間加工鋼材の中間焼鈍方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法に関するものである。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
熱間加工と次の熱間加工との間に行う中間焼鈍について、加工後の熱間加工鋼材を加熱炉を使用することなく、中間焼鈍を行う提案として、本願出願人の国際公開第WO2007/119722号パンフレット(特許文献1)がある。
この発明は、パーライトノーズの変態完了点が30分以上の熱間金型用鋼等の半製品鋼材を対象として、前工程の熱間加工終了後の熱を利用するものである。具体的には、適切なタイミングで保温槽に熱間加工鋼材(半製品鋼材)を入材して熱間加工鋼材の温度を復熱させるとともに、熱間加工鋼材がパーライト変態するときに生じる変態潜熱を利用して中間焼鈍を終了させるもので、画期的な提案である。
【先行技術文献】
【特許文献】
【0003】
国際公開第WO2007/119722号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0004】
前述の特許文献1には、加熱源を有しない中間焼鈍用保温槽が開示されている。この中間焼鈍用保温槽は、熱間加工後の熱間加工鋼材が有する熱と変態潜熱とを組み合わせて、熱間加工鋼材をパーライト組織に調整する。しかしながら、熱間加工鋼材と載置台との接触による抜熱の問題や中間焼鈍中の中間焼鈍用保温槽内の温度が低下しにくく、結果として中間焼鈍の時間が長くなることがあった。また、中間焼鈍用保温槽には熱間加工鋼材を載置する載置台への熱間加工鋼材からの抜熱を低減させることが必要となる。また、この点において、特許文献1に示される中間焼鈍用保温槽には改善の余地が残っていた。
本発明の目的は、加熱源を有しない中間焼鈍用保温槽において、中間焼鈍時間を必要以上に長時間とならないような構造で、熱間加工鋼材からの抜熱を低減することが可能な中間焼鈍用保温槽と前記中間焼鈍用保温槽を用いた中間焼鈍方法を提供することである。
【課題を解決するための手段】
【0005】
本発明は上述した課題に鑑みてなされたものである。
すなわち本発明は、熱間加工後の熱間加工鋼材の中間焼鈍に用いる加熱源を持たない中間焼鈍用保温槽であって、前記中間焼鈍用保温槽は、前記熱間加工鋼材を載置する載置台と、前記載置台上に設置して前記熱間加工鋼材を覆って保温する保温室を形成する保温蓋を有し、前記載置台上には、載置台断熱材が配置され、前記保温室は、前記保温室内の温度を低下させるための外気と通じる通気口を複数有し、前記通気口は、開閉可能で、且つ、前記保温室の天井側及び側面側に設けられている中間焼鈍用保温槽である。
好ましくは、前記載置台と保温蓋とが接触する部分には、保温蓋の自重で変形するシール材を具備する中間焼鈍用保温槽である。
また本発明は、上記中間焼鈍用保温槽を用いて、熱間加工後の熱間加工鋼材を中間焼鈍する熱間加工鋼材の中間焼鈍方法である。
【発明の効果】
【0006】
本発明の加熱源を有しない中間焼鈍用保温槽は、中間焼鈍時間を適切に制御可能で、熱間加工鋼材からの抜熱を低減することが可能となるものである。
【図面の簡単な説明】
【0007】
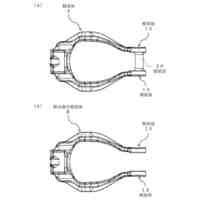
熱間加工後の熱間加工鋼材を中間焼鈍用保温槽に入材するときの様子の一例を示す模式図である。
中間焼鈍用保温槽内に熱間加工鋼材が入材中の様子の一例を示す模式図である。
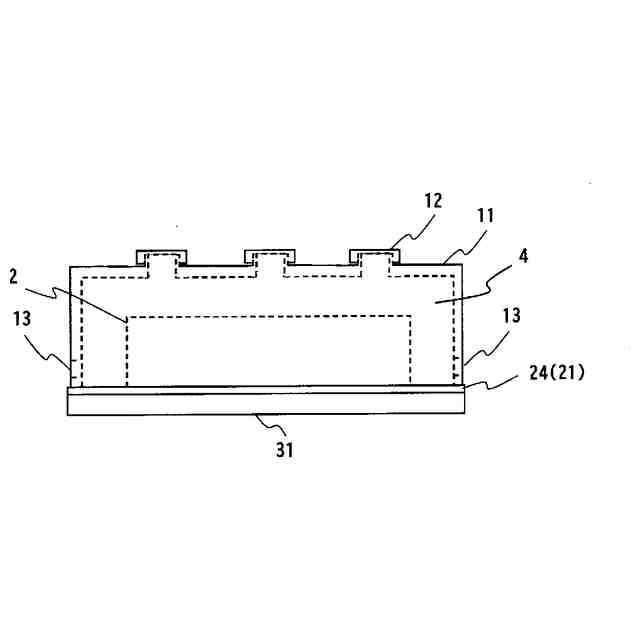
熱間加工鋼材が入材中の中間焼鈍用保温槽断面模式図である。
スペーサーを用いた熱間加工鋼材の載置の一例を示す模式図である。
スペーサーを用いた熱間加工鋼材の載置の別な一例を示す模式図である。
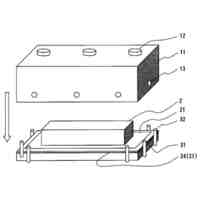
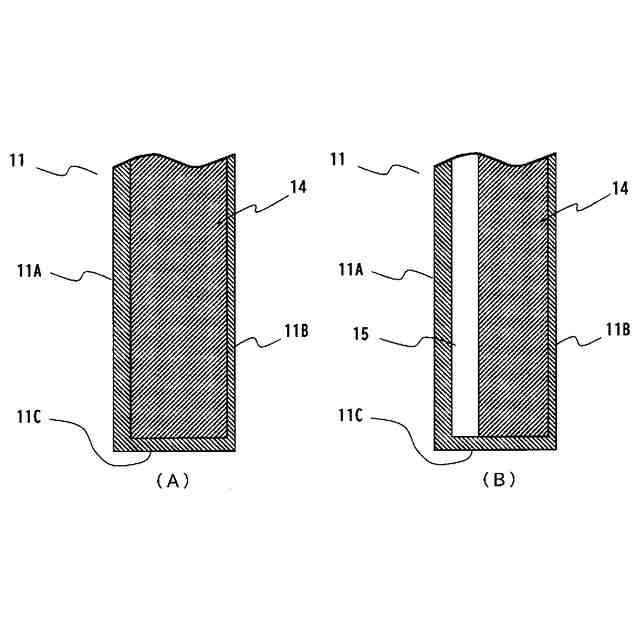
保温蓋の内部構造の一例を示す断面模式図である。
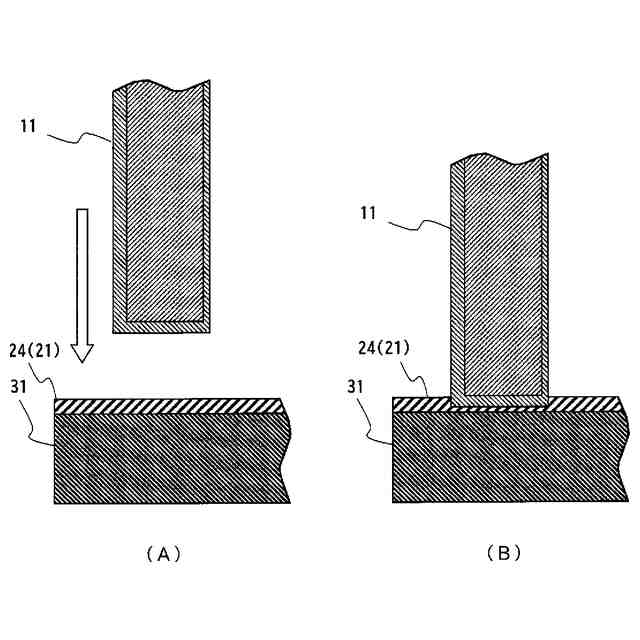
保温蓋の自重によって、保温台上に設けられたシール材が変形するときの様子の一例を示す断面模式図である。
【発明を実施するための形態】
【0008】
先ず、本発明に用いた用語について説明する。
本発明で言う“中間焼鈍”とは、前工程熱間加工と次工程熱間加工との間に行う熱間加工鋼材(半製品鋼材)に対する焼鈍を言う。熱間加工鋼材は、通常、500kg以上の重量を持つものである。中間焼鈍した熱間加工鋼材(中間焼鈍材と呼ぶことがある)の金属組織はパーライトとなる。従って、本発明で対象とする鋼材は、オーステナイトからパーライトへ変態可能な鋼種を指すものである。
また、“中間焼鈍用保温槽”は、熱間加工鋼材が有する熱と熱間加工鋼材自身の自己発熱である変態潜熱によって、パーライト変態させるものである。中間焼鈍中においては、ガス、石油などの燃料や、電気などによって、保温槽内を加熱する加熱源は一切有しない構造となる。
また、“熱間加工”には、例えば、熱間鍛造、熱間押出しなどの、オーステナイト領域で塑性加工を行うものを含むものである。
【0009】
次に、本発明について図面を用いて中間焼鈍方法を交えながら説明する。
代表例として、熱間加工は熱間鍛造を適用するものとし、中間焼鈍する熱間加工鋼材の材質は熱間金型用鋼のJIS-SKD61として説明する。
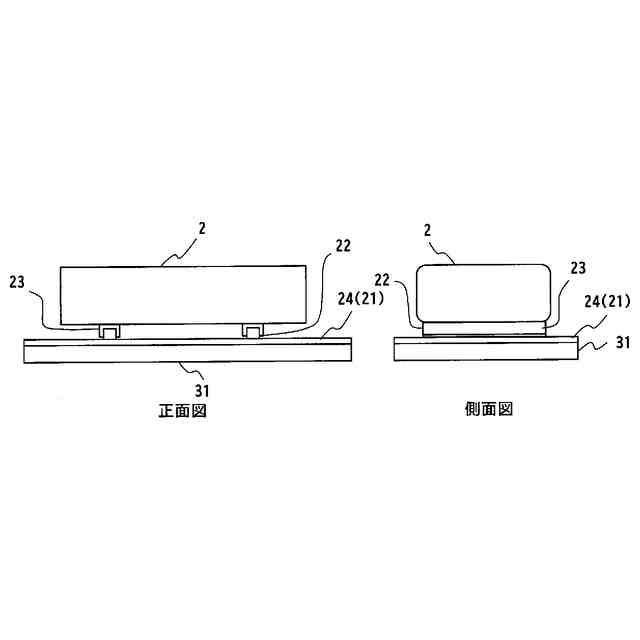
図1及び図2は、熱間加工後の熱間加工鋼材2を中間焼鈍用保温槽1に入材するときの様子を示す模式図である。図3は、熱間加工鋼材2を中間焼鈍用保温槽1内に入材したときの断面模式図である。
熱間加工鋼材2として、SKD61鋼塊を熱間鍛造したものを準備する。熱間鍛造温度は材質によって適切な温度範囲とすれば良く、SKD61であれば1100~1280℃であれば好ましい。準備した熱間加工鋼材2を載置台31上に搬送して載置する。
図1に示すように、載置台31は更に載置台断熱材21で覆われている。これにより、熱間加工鋼材2と載置台31とが直接接触することを防いでいる。この理由は、熱間加工鋼材2と載置台31とが直接接触することによる抜熱を防止または軽減するためである。
本発明の中間焼鈍用保温槽1は加熱源を有しないため、通常の加熱炉では特に考慮されない熱間加工鋼材2の抜熱による温度低下の問題がある。熱間加工鋼材2から載置台31に抜熱が大きいと、熱間加工鋼材2の載置台に接触する部分やその周辺で熱間加工鋼材2の温度が低下する。そうすると、熱間加工鋼材2のなかで温度差が生じることになり、中間焼鈍後の組織や硬さにバラツキが大きくなるおそれがある。この問題を防止する目的で、載置台断熱材21で載置台31を覆っておくことが好ましい。
抜熱防止用の載置台断熱材21の材質は、例えば、耐熱レンガ、ガラス繊維やセラミック繊維製などの耐熱シート、板状のガラス繊維やセラミック繊維製などの耐熱ボードなどから選択することができる。もちろん、例えば、耐熱レンガと耐熱シートを組み合わせて用いても良い。
【0010】
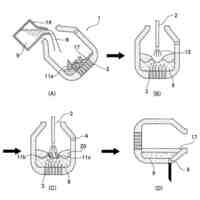
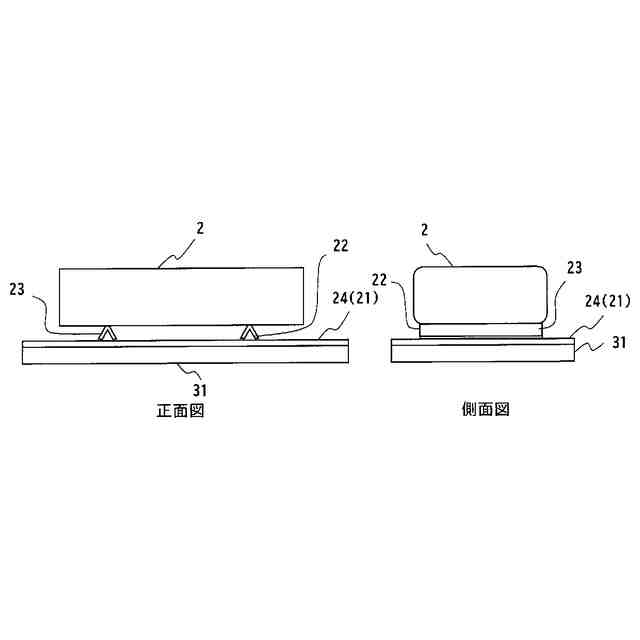
なお、図1では載置台31上の載置台断熱材21に、熱間加工鋼材2を直接載置しているが、より確実に熱間加工鋼材2からの抜熱を防止するには、図4や図5に示すように、スペーサ22を用いることができる。スペーサ22を用いる際には、熱間加工鋼材2と接触する部分にスペーサ断熱材23を用意して、熱間加工鋼材2とスペーサ22が直接接触するのを防止するのが好ましい。また、熱間加工鋼材をクレーンで搬送する場合、熱間加工鋼材はチェーンで吊ることになる。熱間加工材を載置台上へ搬送したとき、前記のチェーンの取り外すための空間をスペーサによって設けることもでき、安全性が向上する。
このスペーサ22を用いるのは、熱間加工鋼材2の形状が図4や図5に示すような、角柱状の形状を有するものに対して特に有効である。角柱であると、特定の面全体が載置台31上の載置台断熱材21に接触することになる。載置台断熱材21を設けているとはいえ、若干の抜熱のおそれがあるため、スペーサ断熱材23を配置したスペーサ22を用いて熱間加工鋼材2からの抜熱を防止するのが好ましい。また、スペーサ断熱材23の材質は、ガラス繊維やセラミック繊維製などの耐熱シート、板状のガラス繊維やセラミック繊維製などの耐熱ボードなどから選択することができる。もちろん、例えば、耐熱シートと耐熱ボードを組み合わせて用いても良い。
なお、熱間加工鋼材の重量は500kg以上の重量物の場合が多いため、スペーサを載置する位置には、載置台31にスペーサの沈み込みを防止するため、金属の棒材または板材(図示しない)を配しておくことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
2か月前
新和環境株式会社
炉システム
2か月前
株式会社戸畑製作所
高炉用羽口
3か月前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
2か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
株式会社伊原工業
還元鉄の製造方法
2か月前
日本製鉄株式会社
スラグの排出方法
2か月前
個人
製鋼用副資材及びその製造方法
3か月前
富士電子工業株式会社
焼き入れ装置
2か月前
中外炉工業株式会社
連続式熱処理炉
4日前
株式会社デンケン
高温炉
1か月前
東京窯業株式会社
溶鋼処理用の浸漬管
2か月前
日本製鉄株式会社
高炉の操業方法
16日前
日本製鉄株式会社
脱炭精錬方法
3か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
2か月前
JFEスチール株式会社
高強度鋼板の製造方法
3か月前
株式会社神戸製鋼所
溶銑の脱りん方法
3か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
3か月前
トヨタ自動車株式会社
鋼板部品の製造方法及び製造装置
9日前
株式会社サンノハシ
金属加工品の製造方法
1か月前
日本製鉄株式会社
鋼の製造方法
4日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
15日前
JFEスチール株式会社
高周波焼入部品の製造方法
3か月前
日本製鉄株式会社
高炉の還元粉化量の推定方法
2か月前
日本製鉄株式会社
金属溶解方法
2日前
日本製鉄株式会社
還元鉄の溶解方法
3か月前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
4か月前
日本製鉄株式会社
溶鋼の製造方法
2か月前
JFEスチール株式会社
溶銑の予備処理方法
1か月前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
5か月前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-ジ置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
1か月前
日本製鉄株式会社
溶鉄の精錬方法
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ