TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024173739
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2024083310
出願日
2024-05-22
発明の名称
測定装置
出願人
新東工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22C
9/00 20060101AFI20241205BHJP(鋳造;粉末冶金)
要約
【課題】鋳物砂の品質評価の精度を向上させる。
【解決手段】
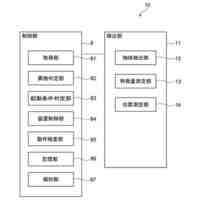
一側面に係る測定装置は、鋳物砂の強熱減量を測定に用いられる。この測定装置は、鋳物砂を収容する容器であり、鋳物砂を排出位置に排出する排出口を有する、該容器と、容器内の鋳物砂を加熱する加熱装置と、排出口から排出された鋳物砂を排出位置から測定位置に搬送する搬送装置と、測定位置に配置された鋳物砂の重量を測定する秤と、鋳物砂を加熱する炉と、を備える。
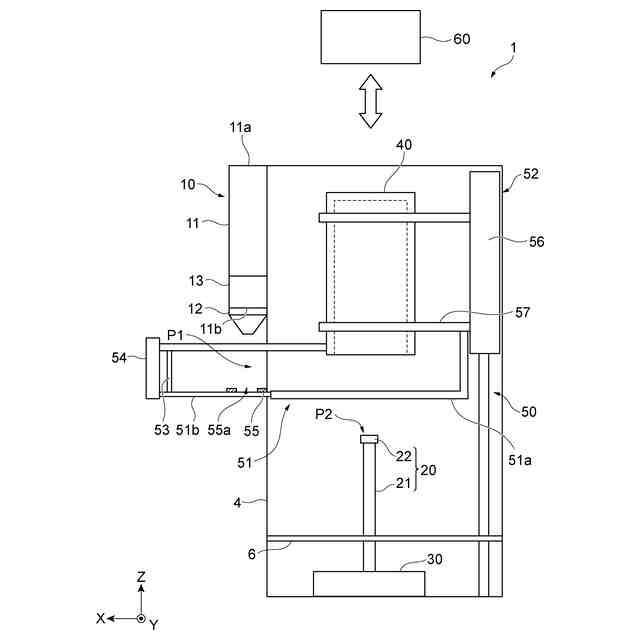
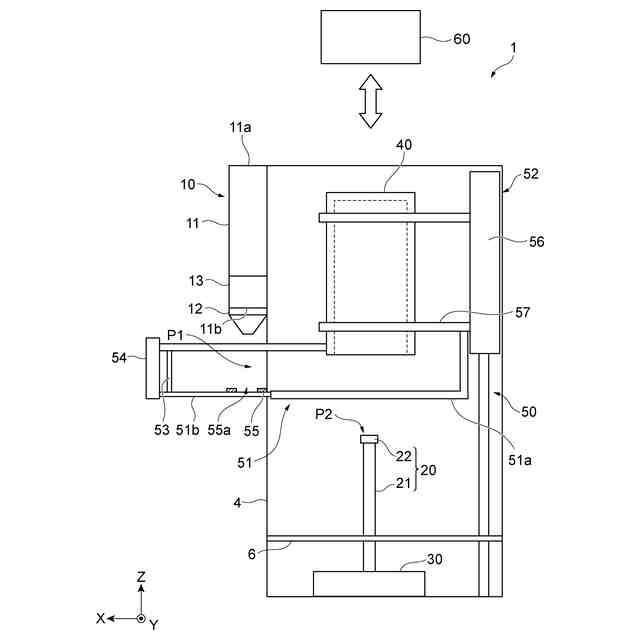
【選択図】図2
特許請求の範囲
【請求項1】
鋳物砂の強熱減量を測定するための測定装置であって、
前記鋳物砂を収容する容器であり、前記鋳物砂を排出位置に排出する排出口を有する、該容器と、
前記容器内の前記鋳物砂を加熱する加熱装置と、
前記排出口から排出された前記鋳物砂を前記排出位置から測定位置に搬送する搬送装置と、
前記測定位置に配置された前記鋳物砂の重量を測定する秤と、
前記鋳物砂を加熱する炉と、
を備える、測定装置。
続きを表示(約 650 文字)
【請求項2】
前記排出口を閉鎖する閉位置と前記排出口を開放する開位置との間で移動可能なシャッタを更に備える、請求項1に記載の測定装置。
【請求項3】
前記加熱装置は、前記容器に取り付けられた第1ヒータを含む、請求項1に記載の測定装置。
【請求項4】
前記第1ヒータを外側から覆う断熱材を更に備える、請求項3に記載の測定装置。
【請求項5】
前記加熱装置は、前記シャッタに取り付けられた第2ヒータを含む、請求項2に記載の測定装置。
【請求項6】
前記排出口から排出された前記鋳物砂を前記排出位置に案内するシュートを更に備える、請求項1に記載の測定装置。
【請求項7】
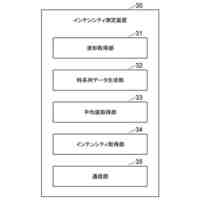
前記容器内の前記鋳物砂の温度を取得するための温度センサと、
取得された前記鋳物砂の温度に応じて前記加熱装置の動作を制御する制御装置と、
を更に備える、請求項1に記載の測定装置。
【請求項8】
前記閉位置と前記開位置との間での前記シャッタの移動に応じて、前記シャッタを清掃する清掃装置を更に備える、請求項2に記載の測定装置。
【請求項9】
前記容器が円筒形状を有する、請求項1に記載の測定装置。
【請求項10】
前記搬送装置は、前記鋳物砂を鉛直方向に移動させる昇降装置と、前記鋳物砂を水平方向に移動させるシリンダ装置とを含む、請求項1に記載の測定装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋳物砂の強熱減量を測定する測定装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
鋳造用の鋳型として、鋳物砂を造型した砂型が広く利用されている。砂型の一種として、鋳物砂に添加された粘結剤の化学反応によって鋳型を硬化させる自硬性鋳型が知られている。この種の自硬性鋳型では、水ガラス及びセメントといった無機材料、又は、フラン樹脂及びアルカリフェノール樹脂といった有機材料が粘結剤として用いられる。
【0003】
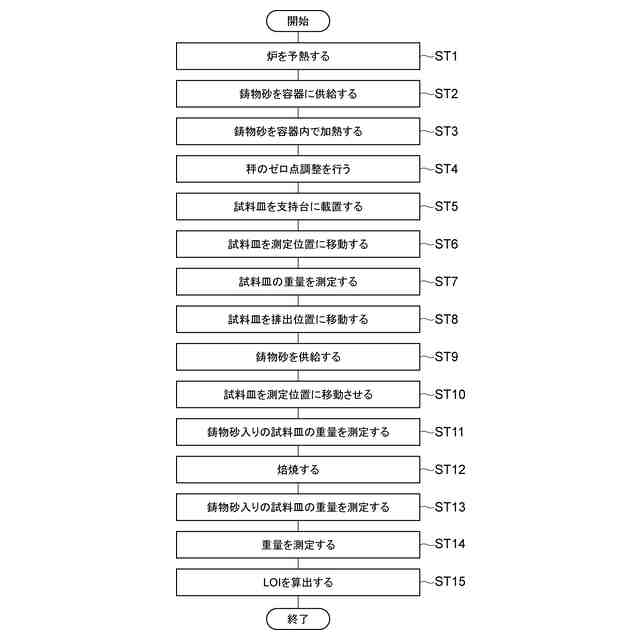
一般的に、鋳造に使用された鋳型は、破砕され、鋳物砂が回収される。回収された鋳物砂は、再生処理によって鋳型造型用の鋳物砂として再生される。再生された鋳物砂の品質は鋳物の精度に影響を与えるため、鋳造工場において鋳物砂の品質は管理されている。再生された鋳物砂の品質は、強熱減量(LOI:Loss on Ignition)によって評価されることがある。LOIは、粘結剤を気化させる焙焼工程の前後での鋳物砂の重量差から取得される。鋳物砂のLOIは、鋳物砂から気化した粘結剤の量に相当するため、測定されたLOIから鋳物砂の品質を評価することができる。
【0004】
鋳物砂のLOIを測定する装置として、下記特許文献1に記載の装置が知られている。特許文献1に記載の装置は、測定対象物を支持する支持体と、測定対象物を加熱する炉と、炉を移動させる昇降機構と、測定対象物の重量を測定する電子秤と、を備え、昇降機構は、支持体に支持された測定対象物を炉内に収容するように炉を移動させる。
【先行技術文献】
【特許文献】
【0005】
特開2023-6773号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
鋳物砂の品質を評価するためには、鋳物砂の水分を十分に除去してからLOIを測定することが重要である。鋳物砂に水分が残っていると、測定されるLOIが変化するため、鋳物砂中の粘結剤の量を正確に測定することができず、鋳物砂の品質を正確に評価することが困難となる。
【0007】
そこで本開示は、鋳物砂の品質評価の精度を向上させることを目的とする。
【課題を解決するための手段】
【0008】
一側面に係る測定装置は、鋳物砂の強熱減量の測定に用いられる。この測定装置は、鋳物砂を収容する容器であり、鋳物砂を排出位置に排出する排出口を有する、該容器と、容器内の鋳物砂を加熱する加熱装置と、排出口から排出された鋳物砂を排出位置から測定位置に搬送する搬送装置と、測定位置に配置された鋳物砂の重量を測定する秤と、鋳物砂を加熱する炉と、を備える。
【発明の効果】
【0009】
本開示によれば、鋳物砂の品質評価の精度を向上させることができる。
【図面の簡単な説明】
【0010】
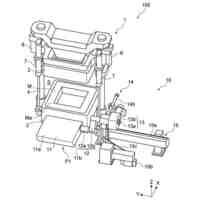
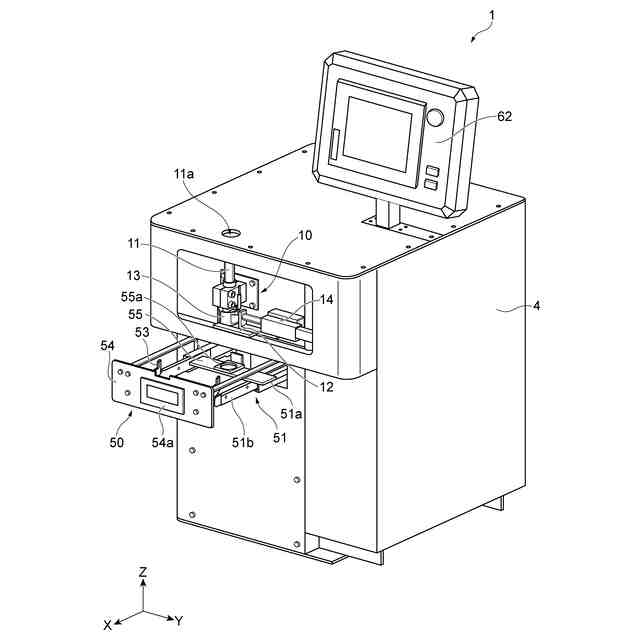
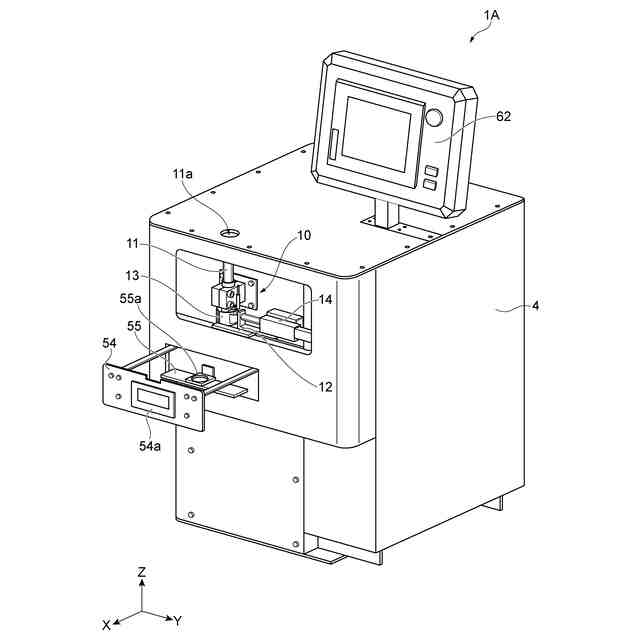
一実施形態に係る測定装置の外観を示す斜視図である。
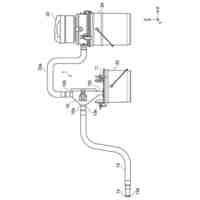
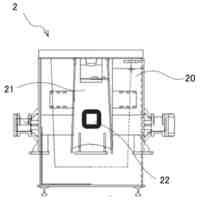
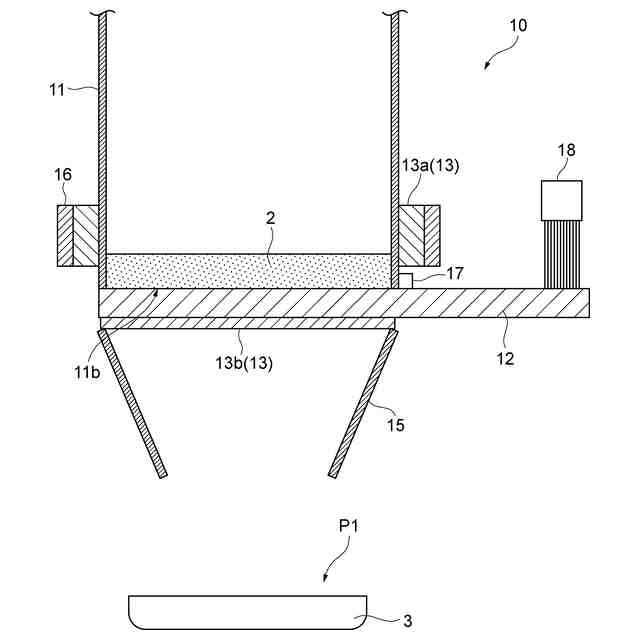
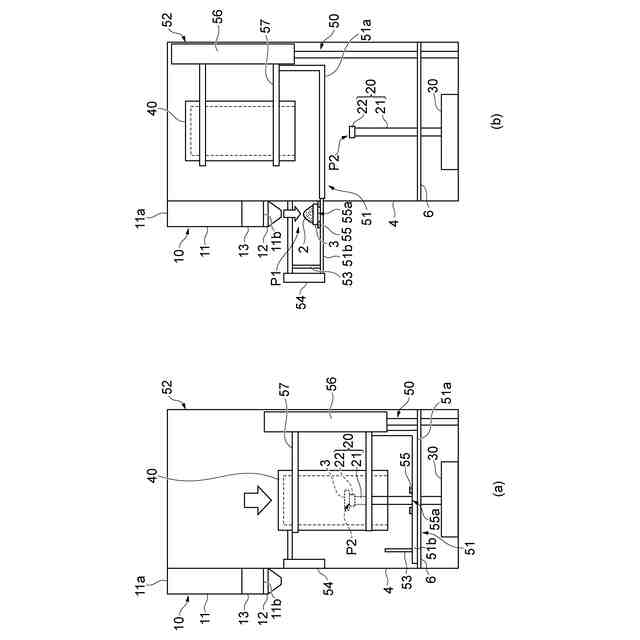
測定装置の内部構造を概略的に示す図である。
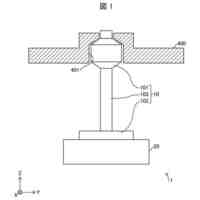
容器の排出口付近の断面図である。
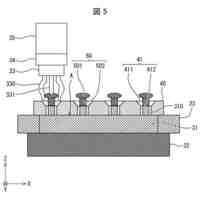
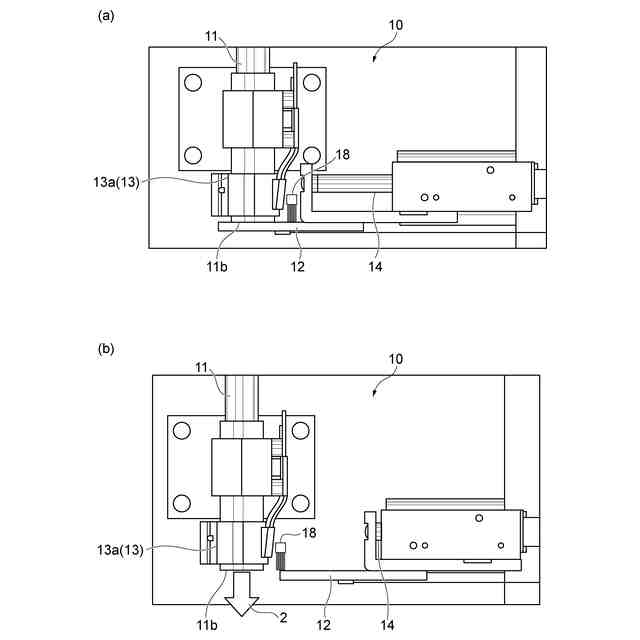
シャッタの動作を示す図である。
測定装置の動作を示すフローチャートである。
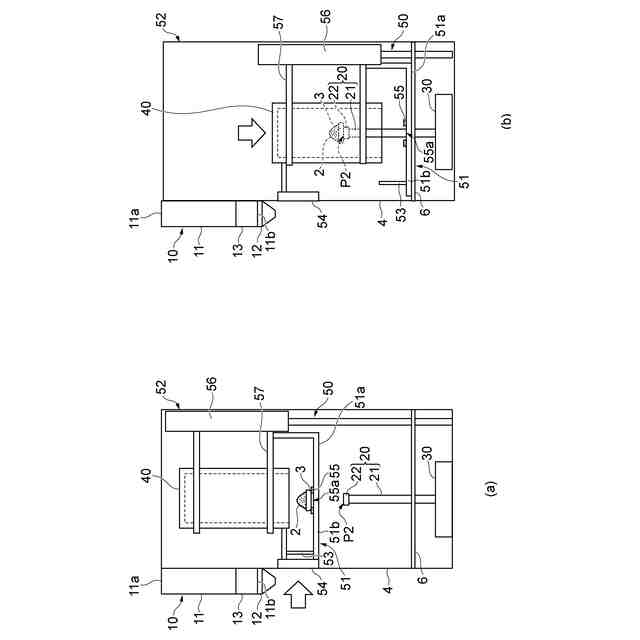
測定装置の動作を示す図である。
測定装置の動作を示す図である。
測定装置の動作を示す図である。
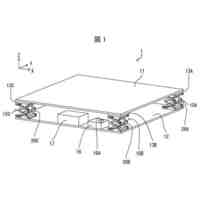
別の実施形態に係る測定装置の外観を示す斜視図である。
測定装置の例示的な内部構成を示す斜視図である。。
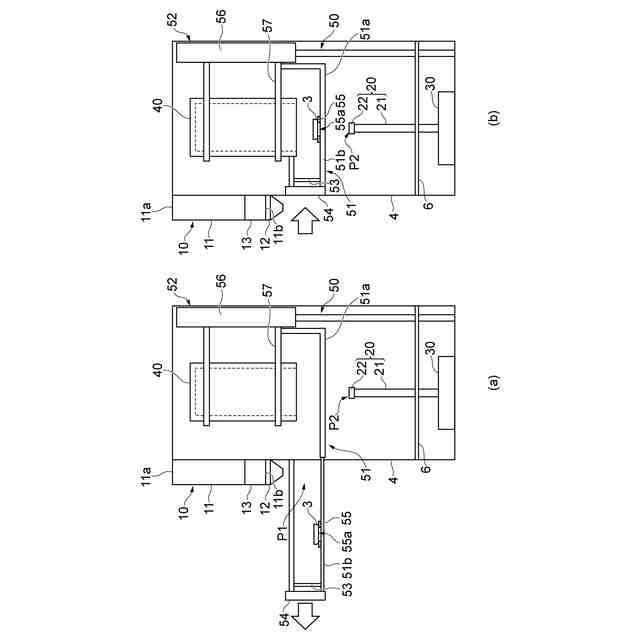
測定装置の動作を示す図である。
測定装置の動作を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新東工業株式会社
粉体供給装置
25日前
新東工業株式会社
情報処理装置
2か月前
新東工業株式会社
中子セット装置
1か月前
新東工業株式会社
基材及び基材の加工方法
2か月前
新東工業株式会社
パレットおよび積載システム
2か月前
新東工業株式会社
分級装置及び粉塵固化システム
3か月前
新東工業株式会社
抜枠ユニット、造型機及び抜枠方法
2か月前
新東工業株式会社
装置検査システム及び装置検査方法
2か月前
新東工業株式会社
ブラシ研磨装置、及びウエハ保持装置の製造方法
25日前
東京窯業株式会社
注湯装置
2か月前
新東工業株式会社
アルコール濃度特定装置、サーバ装置、及び管理システム
2か月前
新東工業株式会社
検査装置、検査方法及びディスクブレーキプレートの製造方法
3か月前
新東工業株式会社
ピックアップ方法、ピックアップ装置およびピックアップシステム
1か月前
新東工業株式会社
インテンシティ測定装置、インテンシティ測定システム、及び、インテンシティ測定方法
1か月前
個人
ピストンの低圧鋳造金型
3か月前
三菱電機株式会社
三次元造形装置
6か月前
株式会社 寿原テクノス
金型装置
6か月前
株式会社エスアールシー
インゴット
6か月前
株式会社プロテリアル
合金粉末の製造方法
3か月前
個人
透かし模様付き金属板の製造方法
6か月前
芝浦機械株式会社
成形機
5か月前
芝浦機械株式会社
成形機
5か月前
トヨタ自動車株式会社
中子の製造方法
4日前
株式会社キャステム
鋳造品の製造方法
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
3か月前
トヨタ自動車株式会社
中子の製造方法
24日前
株式会社浅沼技研
半溶融金属の成形方法
6か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
トヨタ自動車株式会社
鋳物砂の再生方法
25日前
トヨタ自動車株式会社
突き折り棒
2か月前
東洋機械金属株式会社
ダイカストマシン
6か月前
東洋機械金属株式会社
ダイカストマシン
7か月前
トヨタ自動車株式会社
金型温度調整装置
6か月前
旭有機材株式会社
鋳型の製造方法
9日前
トヨタ自動車株式会社
ケースの製造方法
1か月前
株式会社浅沼技研
鋳型及びその製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ