TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088477
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023203194
出願日
2023-11-30
発明の名称
インテンシティ測定装置、インテンシティ測定システム、及び、インテンシティ測定方法
出願人
新東工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B24C
9/00 20060101AFI20250604BHJP(研削;研磨)
要約
【課題】ショット処理のインテンシティを効率的に測定する。
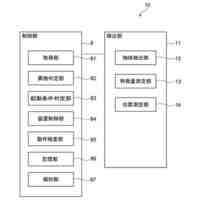
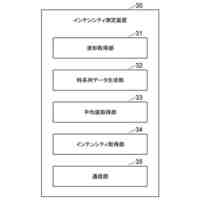
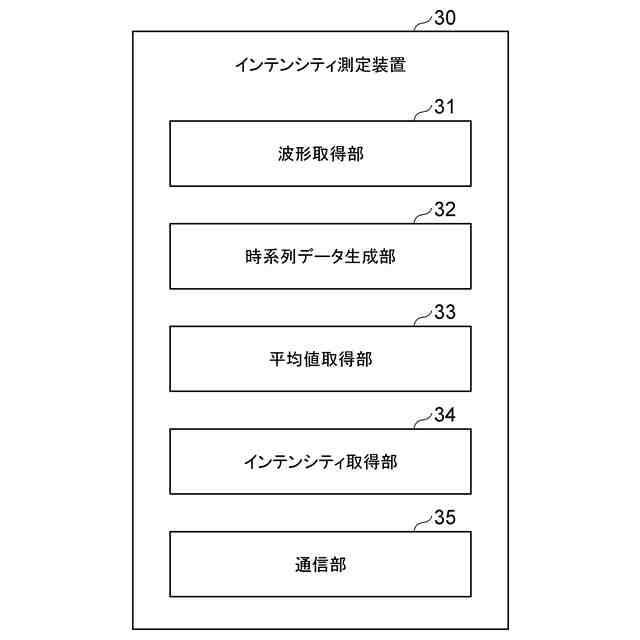
【解決手段】一態様に係るインテンシティ測定装置30は、ショット処理によって発生した弾性波に関する信号波形を出力するセンサ装置に接続され、信号波形に基づいてショット処理のインテンシティを測定する。このインテンシティ測定装置30は、センサ装置から信号波形を取得する波形取得部31と、信号波形の実効値の時系列データを生成する時系列データ生成部32と、時系列データに基づいて、所定の時間長における実効値の平均値を求める平均値取得部33と、実効値の平均値に基づいて、ショット処理のインテンシティを求めるインテンシティ取得部34と、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
ショット処理によって発生した弾性波に関する信号波形を出力するセンサ装置に接続され、前記信号波形に基づいて前記ショット処理のインテンシティを測定するインテンシティ測定装置であって、
前記センサ装置から前記信号波形を取得する波形取得部と、
前記信号波形の実効値の時系列データを生成する時系列データ生成部と、
前記時系列データに基づいて、所定の時間長における前記実効値の平均値を求める平均値取得部と、
前記実効値の平均値に基づいて、前記ショット処理のインテンシティを求めるインテンシティ取得部と、
を備える、インテンシティ測定装置。
続きを表示(約 1,600 文字)
【請求項2】
前記インテンシティ取得部は、下記式(1)に基づいて、前記インテンシティyを算出する、請求項1に記載のインテンシティ測定装置。
JPEG
2025088477000010.jpg
13
149
但し、a
k
は定数であり、xは前記実効値の平均値である。
【請求項3】
前記インテンシティを外部装置に送出する通信部を更に備える、請求項1に記載のインテンシティ測定装置。
【請求項4】
前記波形取得部を構成する増幅器と、
前記時系列データ生成部を構成するFPGAと、
AD変換器と、
を備え、
前記増幅器は、前記センサ装置から出力された前記信号波形を増幅し、
前記AD変換器は、増幅された前記信号波形をサンプリングしてデジタルデータに変換し、
前記FPGAは、前記デジタルデータから各時刻における前記実効値を計算し、前記実効値の時系列データを生成する、請求項1に記載のインテンシティ測定装置。
【請求項5】
前記FPGAは、各時刻における前記実効値に基づいて前記所定の時間長における前記実効値の平均値を算出する、請求項4に記載のインテンシティ測定装置。
【請求項6】
前記増幅器、前記FPGA及び前記AD変換器は、同一の基板上に配置されている、請求項4又は5に記載のインテンシティ測定装置。
【請求項7】
前記波形取得部を構成する増幅器と、
前記時系列データ生成部を構成するRMS-DCコンバータと、
AD変換器と、
を備え、
前記増幅器は、前記センサ装置から出力された前記信号波形を増幅し、
前記RMS-DCコンバータは、前記信号波形を入力し、経時的に変化する前記信号波形の実効値を示す出力値を出力し、
前記AD変換器は、前記出力値をサンプリングして前記信号波形の実効値をデジタルデータに変換する、請求項1に記載のインテンシティ測定装置。
【請求項8】
前記平均値取得部及び前記インテンシティ取得部を構成するプロセッサを更に備え、
前記プロセッサは、前記デジタルデータに基づいて前記所定の時間長における前記実効値の平均値を算出し、前記実効値の平均値に基づいて前記ショット処理のインテンシティを算出する、請求項7に記載のインテンシティ測定装置。
【請求項9】
ショット処理によって発生した弾性波に関する信号波形を出力するセンサ装置に接続され、前記信号波形に基づいて前記ショット処理のインテンシティを測定するインテンシティ測定装置であって、
前記センサ装置から前記信号波形を取得する波形取得部と、
前記信号波形に基づいて、前記ショット処理のインテンシティを出力する出力部と、
を備え、
前記出力部から出力される前記インテンシティyは、下記式(2)を満たす、インテンシティ測定装置。
JPEG
2025088477000011.jpg
13
149
但し、a
k
は定数であり、xは所定の時間長における前記信号波形の実効値の平均値である。
【請求項10】
ショット処理によって発生した弾性波に関する信号波形を出力するセンサ装置と、
前記センサ装置から前記信号波形を取得する波形取得部と、
前記信号波形の実効値の時系列データを生成する時系列データ生成部と、
前記時系列データに基づいて、所定の時間長における前記実効値の平均値を求める平均値取得部と、
前記実効値の平均値に基づいて、前記ショット処理のインテンシティを求めるインテンシティ取得部と、
を備える、インテンシティ測定システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、インテンシティ測定装置、インテンシティ測定システム、及び、インテンシティ測定方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
ショットブラスト又はショットピーニングといったショット処理では、処理対象物にショット媒体を投射する。ショット処理を行う場合には、処理対象物がその用途に応じた適切な加工状態になるように適切な強さで処理対象物にショット媒体を衝突させることが求められる。
【0003】
一般的に、ショット処理の強さを定量的に表す指標としてインテンシティが用いられる。インテンシティとは、任意の時間に亘って試験片にショット処理を行ってからアークハイト(試験片の反り量)を測定してピーニング時間-アークハイト飽和曲線を作成し、その飽和曲線から読み取られるアークハイトの増加割合が10%以内になった時点におけるアークハイトに相当する。特許文献1には、インテンシティを測定するための試験片として用いられる金属板が記載されている。インテンシティ測定用の金属板は、アルメンストリップとも呼ばれる。
【先行技術文献】
【特許文献】
【0004】
米国特許2350440号明細書
特開平07-214472号公報
特許6338760号公報
特開平04-019071号公報
特開平06-143141号公報
特開2023-005702号公報
国際公開第2009/022489号
【発明の概要】
【発明が解決しようとする課題】
【0005】
アークハイト飽和曲線を取得するためには、複数枚のアルメンストリップにショット媒体を投射してアークハイトを測定することが必要となる。アルメンストリップは、再利用することができないため廃棄物が発生するので、コスト及び環境負荷の観点から好ましくない。また、マイクロゲージを使用してアークハイト値を測定してアークハイト飽和曲線を取得するには、多大な手間を要するので、インテンシティの測定に時間がかかる問題がある。
【0006】
そこで、本開示は、インテンシティを効率的に測定可能なインテンシティ測定装置、インテンシティ測定システム、及び、インテンシティ測定方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
一態様に係るインテンシティ測定装置は、ショット処理によって発生した弾性波に関する信号波形を出力するセンサ装置に接続され、信号波形に基づいてショット処理のインテンシティを測定する。このインテンシティ測定装置は、波形取得部、時系列データ生成部、平均値取得部、及びインテンシティ取得部を備える。波形取得部は、センサ装置から信号波形を取得する。時系列データ生成部は、信号波形の実効値の時系列データを生成する。平均値取得部は、時系列データに基づいて、所定の時間長における実効値の平均値を求める。インテンシティ取得部は、実効値の平均値に基づいて、ショット処理のインテンシティを求める。
【発明の効果】
【0008】
本開示の種々の態様によれば、インテンシティを効率的に測定することができる。
【図面の簡単な説明】
【0009】
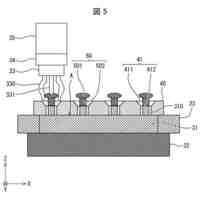
一実施形態に係るショット処理システムを概略的に示す図である。
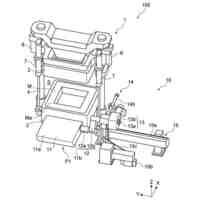
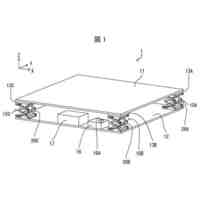
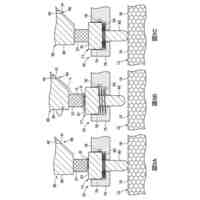
(a)は例示的なセンサ装置の斜視図であり、(b)はセンサ装置の主要部品を分解して示す斜視図である。
インテンシティ測定装置の機能的構成を示す図である。
センサ装置から出力される信号波形の一例を示す図である。
信号波形の実効値の経時的変化を示す図である。
実効値の平均値とショット処理のインテンシティとの関係を示すグラフである。
インテンシティ測定装置の第1構成例を示す図である。
インテンシティ測定装置の第2構成例を示す図である。
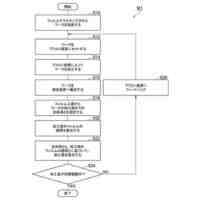
一実施形態に係るインテンシティ測定方法を示すフローチャートである。
【発明を実施するための形態】
【0010】
以下、図面を参照して、本開示の実施形態について説明する。なお、以下の説明において、同一又は相当要素には同一符号を付し、重複する説明は繰り返さない。図面の寸法比率は、説明のものと必ずしも一致していない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
新東工業株式会社
粉体供給装置
2か月前
新東工業株式会社
中子セット装置
2か月前
新東工業株式会社
パレットおよび積載システム
3か月前
新東工業株式会社
抜枠ユニット、造型機及び抜枠方法
3か月前
新東工業株式会社
装置検査システム及び装置検査方法
3か月前
新東工業株式会社
ワークの加工方法、及び測定システム
13日前
新東工業株式会社
ブラシ研磨装置、及びウエハ保持装置の製造方法
2か月前
新東工業株式会社
ピックアップ方法、ピックアップ装置およびピックアップシステム
2か月前
新東工業株式会社
インテンシティ測定装置、インテンシティ測定システム、及び、インテンシティ測定方法
3か月前
個人
包丁研ぎ器具
1か月前
個人
研磨体
3か月前
個人
バレル研磨用メディア材
5か月前
株式会社サンポー
ブラスト装置
3か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
2か月前
株式会社リブラ
ブラスト加工装置
5か月前
株式会社ニッチュー
ブラスト装置
2か月前
シンクス株式会社
ボード切断装置
3か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
不二空機株式会社
可搬型動力工具
2か月前
トヨタ自動車株式会社
回転砥石の製造方法
1か月前
株式会社IHI
ブラストガン
6か月前
株式会社精工技研
研磨装置および研磨方法
5か月前
トヨタ自動車株式会社
バリ取り装置
5か月前
株式会社ディスコ
砥石
2か月前
キヤノン電子株式会社
加工工具、及び、加工装置
5か月前
オークマ株式会社
円筒研削盤
2か月前
株式会社ディスコ
加工方法、及び、切削装置
4か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
1か月前
株式会社東京精密
研削装置
7日前
日本特殊研砥株式会社
超弾性砥石
4か月前
株式会社ディスコ
研削装置
1か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
3か月前
株式会社東京精密
ワーク加工装置
3か月前
旭化成株式会社
研磨パッド
13日前
Mipox株式会社
研磨部材の製造方法
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ