TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025125346
公報種別
公開特許公報(A)
公開日
2025-08-27
出願番号
2024021344
出願日
2024-02-15
発明の名称
ワークの加工方法、及び測定システム
出願人
新東工業株式会社
代理人
個人
,
個人
,
個人
主分類
B24C
1/04 20060101AFI20250820BHJP(研削;研磨)
要約
【課題】レジストフィルムを剥がすことなく加工量を算出できる技術を提供する。
【解決手段】ワークの加工方法は、露出した加工部とレジストフィルムが設けられた保護部とを有するワークを準備する準備工程と、レジストフィルムを用いてワークの保護部を保護しつつワークの加工部を除去する加工工程と、加工工程の後においてワークの加工部からレジストフィルムの上面までの全体高さを測定する測定工程と、測定された全体高さと、加工工程の後におけるレジストフィルムの厚さとに基づいて、ワークの加工量を算出する算出工程と、を含む。
【選択図】図2
特許請求の範囲
【請求項1】
開口部が設けられたレジストフィルムをワークの加工面に設ける準備工程と、
前記ワークに設けられたレジストフィルムで覆われた前記ワークの保護部を保護しつつ、前記開口部により露出した前記ワークの加工部を除去する加工工程と、
前記加工工程の後において前記ワークの加工部から前記レジストフィルムの上面までの全体高さを測定する測定工程と、
測定された全体高さと、前記加工工程の後における前記レジストフィルムの厚さとに基づいて、前記ワークの加工量を算出する算出工程と、
を含む、ワークの加工方法。
続きを表示(約 890 文字)
【請求項2】
前記算出工程においては、前記レジストフィルムの表面及び裏面からの反射光の強度と、前記レジストフィルムの屈折率とに基づいて、前記加工工程の後における前記レジストフィルムの厚さを測定する、請求項1に記載のワークの加工方法。
【請求項3】
前記準備工程は、前記加工工程の前において前記ワークの加工部から前記レジストフィルムの上面までの全体高さを、前記加工工程の前における前記レジストフィルムの厚さとして測定する事前測定工程を含み、
前記加工工程は、前記ワークに砥粒を噴射することを含み、
前記算出工程においては、前記加工工程における前記砥粒の噴射量と単位噴射量あたりの前記レジストフィルムの損耗量とに基づいて前記加工工程における前記レジストフィルムの損耗量を算出し、前記加工工程の前における前記レジストフィルムの厚さと、前記レジストフィルムの損耗量とに基づいて前記加工工程の後における前記レジストフィルムの厚さを算出する、請求項1に記載のワークの加工方法。
【請求項4】
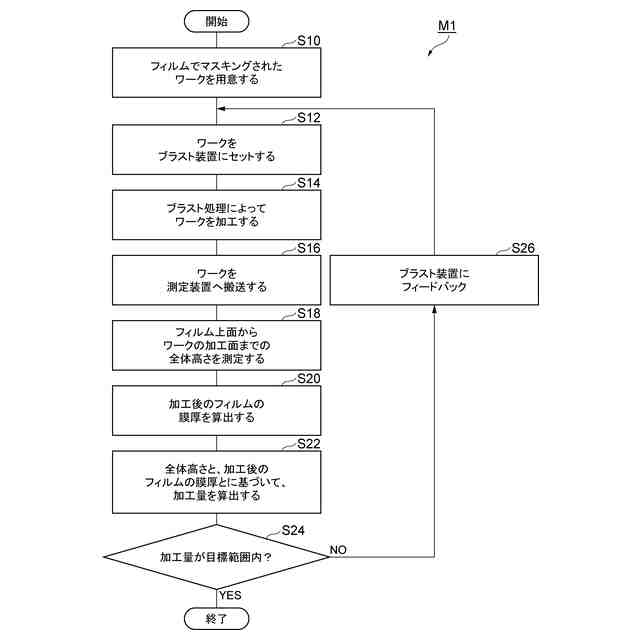
前記算出工程によって算出された前記ワークの加工量と、目標加工量とに基づいて、次回の前記加工工程の加工条件を変更するフィードバック工程をさらに含む、請求項1~3の何れか一項に記載のワークの加工方法。
【請求項5】
開口部により表面に露出した加工部とレジストフィルムで覆われた保護部とを有するワークの前記加工部から前記レジストフィルムの上面までの全体高さを測定する測定装置と、
前記測定装置に接続され、前記ワークの加工量を算出する制御部と、
を備え、
前記制御部は、
前記ワークの保護部を保護しつつ前記ワークの加工部が除去される加工の後において、前記ワークの加工部から前記レジストフィルムの上面までの全体高さを前記測定装置に測定させ、
測定された全体高さと、前記ワークの加工部が除去される加工の後における前記レジストフィルムの厚さと、に基づいて、前記ワークの加工量を算出する、
測定システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ワークの加工方法、及び測定システムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1は、ワークの加工方法を開示する。この方法では、ワークにレジストフィルムを貼り付け、レジストフィルムにパターンを形成し、ワーク全体にサンドブラストを施し、最後にレジストフィルムをアルカリ剥離液で除去する。
【先行技術文献】
【特許文献】
【0003】
特開2006-065000号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
品質管理の観点から、ワークが設計通りの形状に加工されているか否かについて、レジストフィルムを除去する前に確認する必要がある。例えば、サンドブラストを施した後に、レジストフィルムを手作業で一時的に剥がして加工量を測定することが考えられる。加工量が十分でない場合には、レジストフィルムを張り直してサンドブラストを施す。これにより、ワークの品質は保証される。しかしながら、レジストフィルムを剥がしたり貼り付けたりする作業は、熟練した技術が必要であり、時間を要するだけでなく自動化の妨げとなる。本開示は、レジストフィルムを剥がすことなく加工量を算出できる技術を提供する。
【課題を解決するための手段】
【0005】
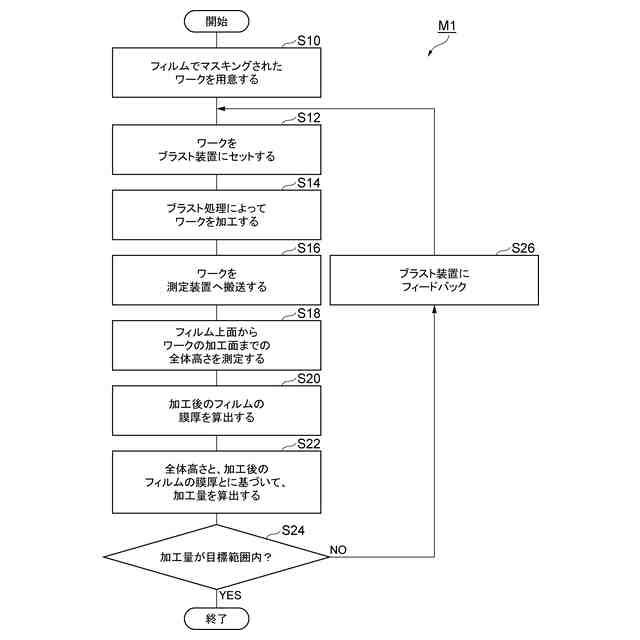
本開示の一側面に係るワークの加工方法は、準備工程と加工工程と測定工程と算出工程と、を含む。準備工程は、開口部を有するレジストフィルムをワークの加工面に設ける。加工工程は、前記ワークに設けられたレジストフィルムで覆われた前記ワークの保護部を保護しつつ、開口部により露出したワークの加工部を除去する。測定工程は、加工工程の後においてワークの加工部からレジストフィルムの上面までの全体高さを測定する。算出工程は、測定された全体高さと、前記加工工程の後における前記レジストフィルムの厚さとに基づいて、前記ワークの加工量を算出する。
【0006】
本開示の他の側面に係る測定システムは、測定装置と制御部と、を含む。測定装置は、表面に露出した加工部とレジストフィルムで覆われた保護部とを有するワークの加工面からレジストフィルムの上面までの全体高さを測定する。制御装置は、測定装置に接続され、ワークの加工量を算出する。そして、制御部は、ワークの保護部を保護しつつワークの加工部が除去される加工の後において、ワークの加工部からレジストフィルムの上面までの全体高さを測定装置に測定させ、測定された全体高さと、ワークの加工部が除去される加工の後におけるレジストフィルムの厚さと、に基づいて、ワークの加工量を算出する。
【発明の効果】
【0007】
本開示によれば、レジストフィルムを剥がすことなく加工量を算出できる。
【図面の簡単な説明】
【0008】
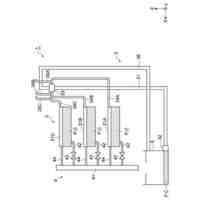
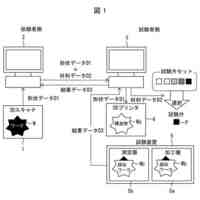
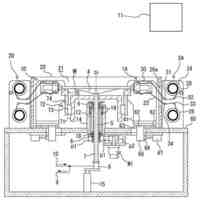
図1は、一実施形態に係るワークの加工方法が適用される加工システムの一例を説明する図である。
図2は、一実施形態に係るワークの加工方法を示すフローチャートである。
図3の(A)~(E)は、各工程におけるワークの一例を示す図である。
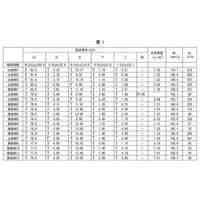
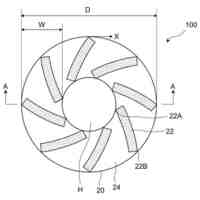
図4は、ワークの寸法を説明する図である。
【発明を実施するための形態】
【0009】
図面を参照しながら本開示の実施形態が詳細に説明される。図面の説明において同一要素には同一符号が付され、重複する説明は省略される。図面の寸法比率は、説明のものと必ずしも一致していない。「上」「下」「左」「右」の語は、図示する状態に基づくものであり、便宜的なものである。
【0010】
[加工システムの一例]
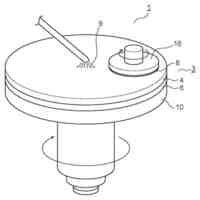
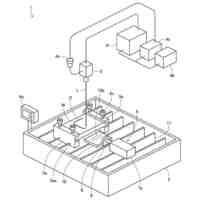
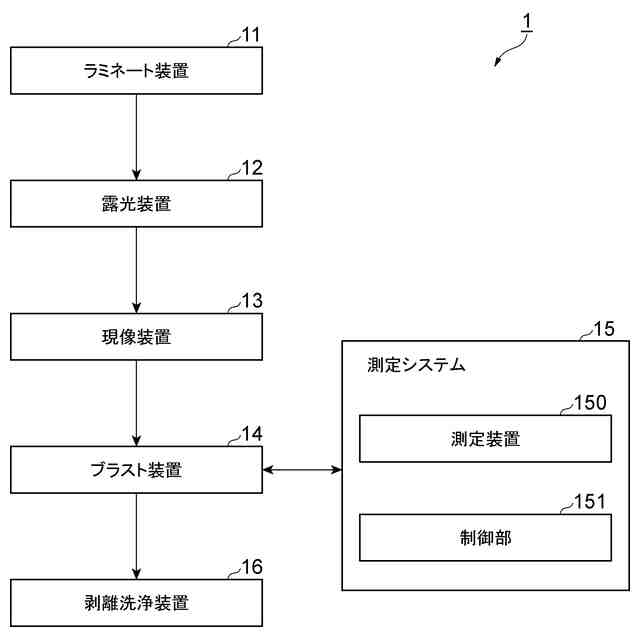
図1は、一実施形態に係るワークの加工方法が適用される加工システムの一例を説明する図である。図1に示される加工システム1は、ワークを加工するための装置群から構成される。ワークは、例えば板状部材である。ワークの具体的な一例は、基板を保持する静電チャック、ガラス基板、セラミック基板、シリコン基板などである。加工システム1は、ワークの表面を除去する加工を行う。加工の具体的な一例は、ワークに突起部を形成する加工、ホールを形成する加工、溝を形成する加工などである。加工の手法は、ワークの表面を除去できれば特に限定されない。加工の手法の具体的な一例は、サンドブラスト、エッチングなどである。以下では、加工システム1が板状のワークにサンドブラスト加工で突起部を形成して静電チャックを製造する場合を一例として説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
新東工業株式会社
体感システム
1か月前
新東工業株式会社
培養システム
1か月前
新東工業株式会社
粉体供給装置
4か月前
新東工業株式会社
ベルトクリーナ
2か月前
新東工業株式会社
集塵装置及び集塵システム
1か月前
新東工業株式会社
集塵システム及び報知システム
1か月前
新東工業株式会社
情報処理装置、及び監視システム
26日前
新東工業株式会社
力覚センサ、及びセンサシステム
1か月前
新東工業株式会社
ワークの加工方法、及び測定システム
2か月前
新東工業株式会社
ブラシ研磨装置、及びウエハ保持装置の製造方法
4か月前
新東工業株式会社
鉄基アモルファス合金、その粉粒体、及びその圧粉材
1か月前
新東工業株式会社
イベントシステム、アプリケーションプログラム、及び織物
11日前
新東工業株式会社
試験システム
24日前
新東工業株式会社
アルミニウム合金部材の製造方法、及び、ショットピーニング装置
24日前
個人
包丁研ぎ器具
3か月前
株式会社松風
研磨用ゴム砥石
1か月前
株式会社SUS
ワーク保持治具
11日前
株式会社東京精密
研削装置
1か月前
株式会社タカトリ
ウエハの研削装置
27日前
株式会社ディスコ
被加工物の加工方法
2か月前
ノリタケ株式会社
超砥粒ホイール
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工方法
1か月前
ノリタケ株式会社
研磨パッド
1か月前
秀和工業株式会社
処理装置および処理方法
2か月前
株式会社荏原製作所
研磨装置
18日前
トヨタ自動車株式会社
回転砥石の製造方法
3か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
3か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
研削装置
2か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社スギノマシン
ウォータージェット切断装置
3日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社ディスコ
切削装置
25日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ