TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025164439
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024068423
出願日
2024-04-19
発明の名称
アルミニウム合金部材の製造方法、及び、ショットピーニング装置
出願人
新東工業株式会社
代理人
個人
,
個人
,
個人
主分類
B24C
1/10 20060101AFI20251023BHJP(研削;研磨)
要約
【課題】アルミニウム合金部材の疲労強度を適切に維持できる技術を提供する。
【解決手段】アルミニウム合金部材の製造方法は、アルミニウム合金からなるアルミニウム合金部材を用意するステップと、前記アルミニウム合金部材に接触するときのショットの速度が1m/s~7 m/sとなる範囲で前記アルミニウム合金部材に対してショットピーニングを施し、前記アルミニウム合金部材に残留応力を付与するステップと、を含む。
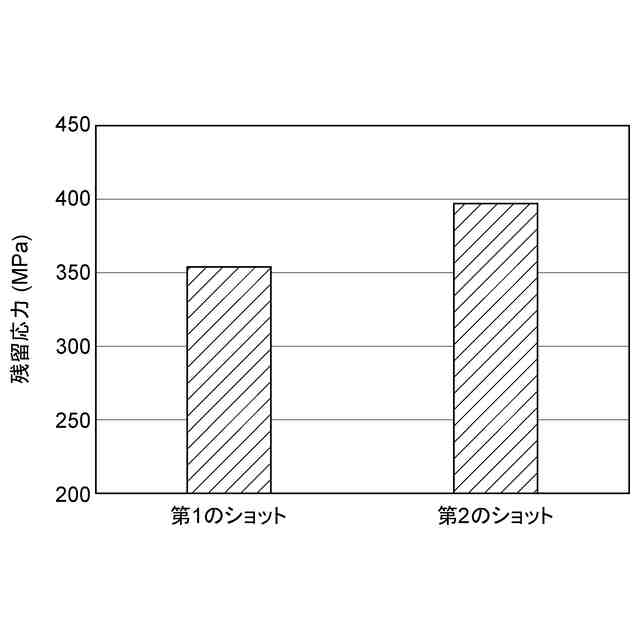
【選択図】図4
特許請求の範囲
【請求項1】
アルミニウム合金からなるアルミニウム合金部材を用意するステップと、
前記アルミニウム合金部材に接触するときのショットの速度が1 m/s~7 m/sとなる範囲で前記アルミニウム合金部材に対してショットピーニングを施し、前記アルミニウム合金部材に残留応力を付与するステップと、
を含む、アルミニウム合金部材の製造方法。
続きを表示(約 710 文字)
【請求項2】
前記ショットの比重は3.8以上である、請求項1に記載のアルミニウム合金部材の製造方法。
【請求項3】
前記ショットは、ビッカース硬さがHV600~HV1200の範囲である、請求項2に記載のアルミニウム合金部材の製造方法。
【請求項4】
前記ショットは、ジルコニアからなる、請求項3に記載のアルミニウム合金部材の製造方法。
【請求項5】
残留応力を付与するステップでは、前記アルミニウム合金部材の上方から前記ショットを自由落下させて前記アルミニウム合金部材に到達させる、請求項1又は2に記載のアルミニウム合金部材の製造方法。
【請求項6】
ショットピーニングを施した前記アルミニウム合金部材の残留応力は50 MPa~350 MPaである、請求項1又は2に記載のアルミニウム合金部材の製造方法。
【請求項7】
前記アルミニウム合金部材に対してショットピーニングを施したときから所定の時間経過した第一タイミングから第二タイミングまでの期間におけるアルミニウム合金部材の残留応力の解放率が15%以下である、請求項6に記載のアルミニウム合金部材の製造方法。
【請求項8】
アルミニウム合金からなるアルミニウム合金部材にショットピーニングを施すショットピーニング装置であって、
ショットを貯留するホッパと、
前記ホッパと連通し、前記ショットを通過させるパイプ部材と、
前記パイプ部材の下端の鉛直下方に配置され、前記アルミニウム合金部材を支持する支持部材と、
を備えるショットピーニング装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、アルミニウム合金部材の製造方法、及び、ショットピーニング装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1は、アルミニウム合金からなるアルミニウム合金部材の製造方法を開示する。製造方法は、アルミニウム合金部材にショットピーニングを施すステップを含む。ショットピーニングにおいては、従来のショット材よりも粒径の小さいショット材を採用し、圧縮空気を用いて従来の方法より速い噴射速度でショットピーニング処理を行う。このショットピーニング処理により、従来のショットピーニング処理と比較して5~10倍疲労寿命が向上する。
【先行技術文献】
【特許文献】
【0003】
特開2006-188720号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の製造方法は、アルミニウム合金部材の疲労強度が時間と共に低下するおそれがある。ショットピーニングによりアルミニウム合金部材の内部(表層)にひずみが導入され、残留応力(残留圧縮応力)が付与される。この残留応力は、ひずみ上にβ相が形成されると解放される。アルミニウム合金部材は、β相を生成する元素を含有するので、アルミニウム合金では、時間の経過に伴ってβ相化合物が析出される。β相化合物が析出される際にアルミニウム合金の内部のひずみが緩和される。残留応力が経時的に解放されるとアルミニウム合金部材の疲労強度が低下する原因となる。本開示は、アルミニウム合金部材の疲労強度を適切に維持できる技術を提供する。
【課題を解決するための手段】
【0005】
本開示の一側面に係るアルミニウム合金部材の製造方法は、アルミニウム合金からなるアルミニウム合金部材を用意するステップと、前記アルミニウム合金部材に接触するときのショットの速度が1m/s~7 m/sとなる範囲で前記アルミニウム合金部材に対してショットピーニングを施し、前記アルミニウム合金部材に残留応力を付与するステップと、を含む。
【0006】
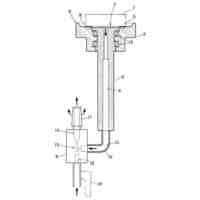
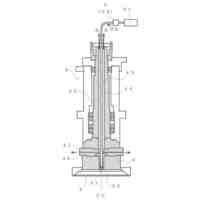
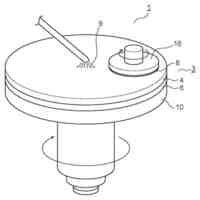
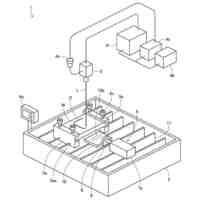
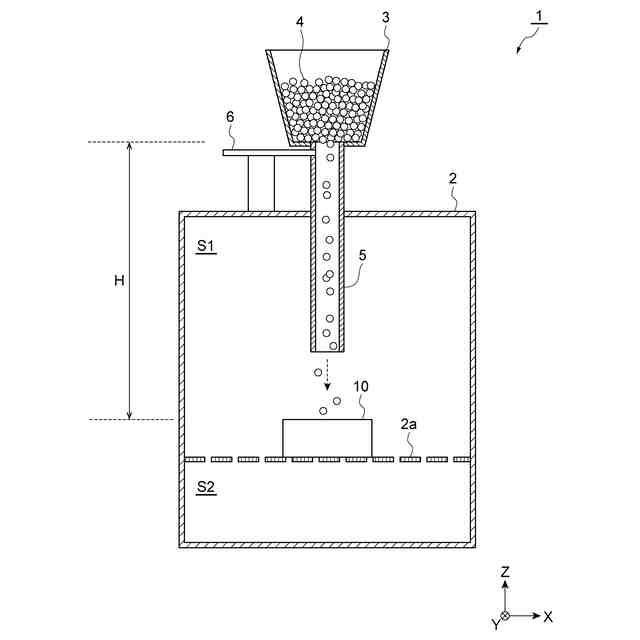
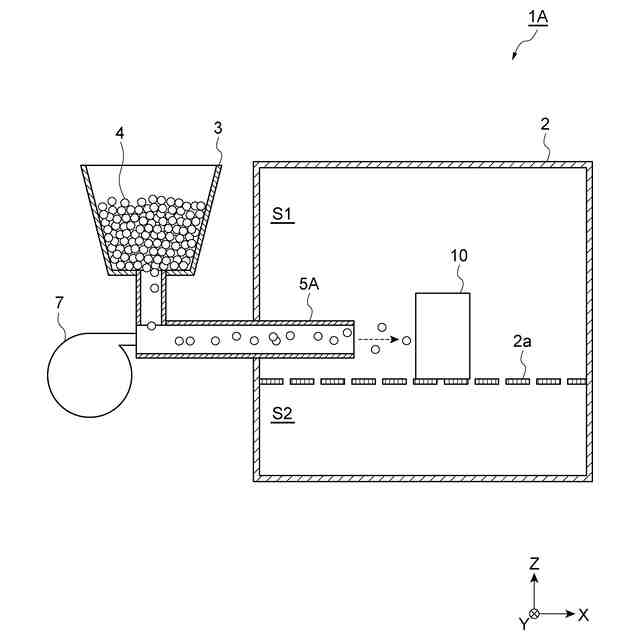
本開示の他の側面に係るショットピーニング装置は、アルミニウム合金からなるアルミニウム合金部材にショットピーニングを施すショットピーニング装置であって、ショットを貯留するホッパと、前記ホッパと連通し、前記ショットを通過させるパイプ部材と、前記パイプ部材の下端の鉛直下方に配置され、前記アルミニウム合金部材を支持する支持部材と、を備える。
【発明の効果】
【0007】
本開示によれば、アルミニウム合金部材の疲労強度を適切に維持できる。
【図面の簡単な説明】
【0008】
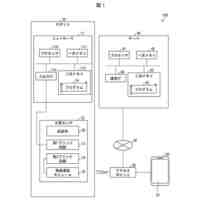
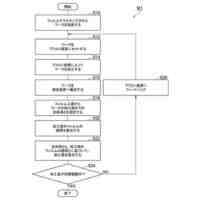
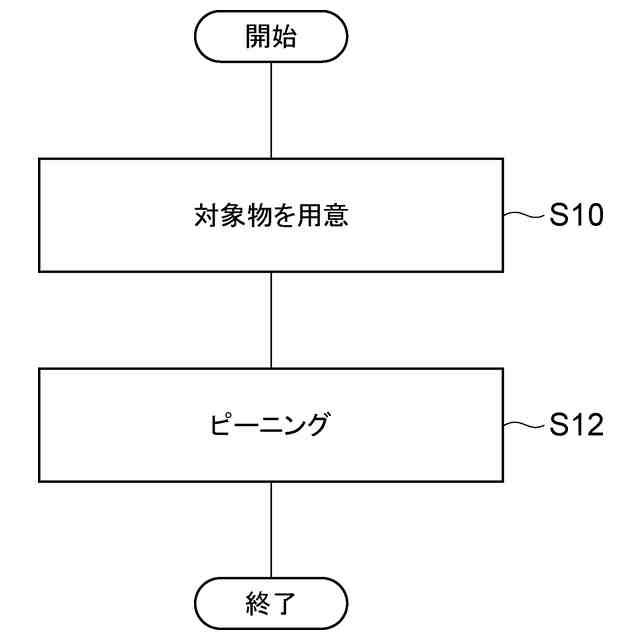
図1は、実施形態に係る製造方法のフローチャートである。
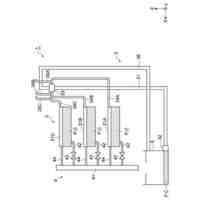
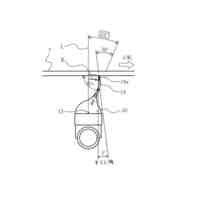
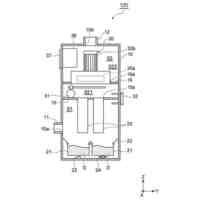
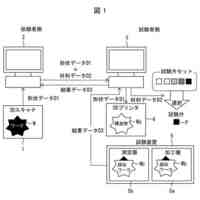
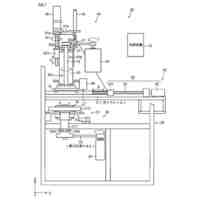
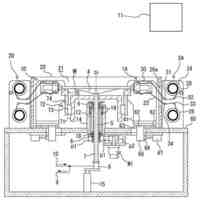
図2は、実施形態に係るショットピーニング装置の一例を説明する図である。
図3は、実施形態に係るショットピーニング装置の一例を説明する図である。
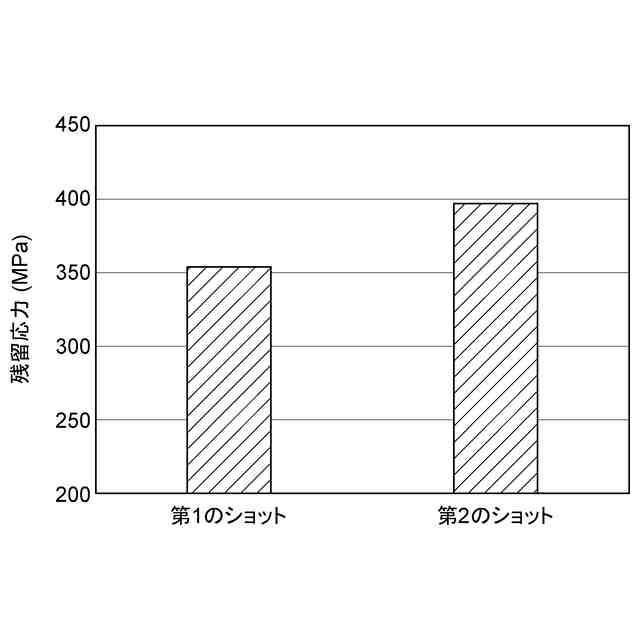
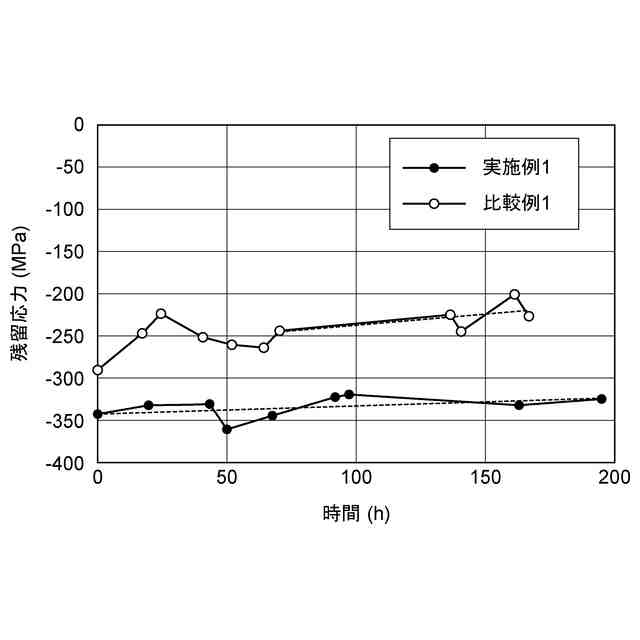
図4は、第1のショット及び第2のショットを用いて付与された残留応力を示すグラフである。
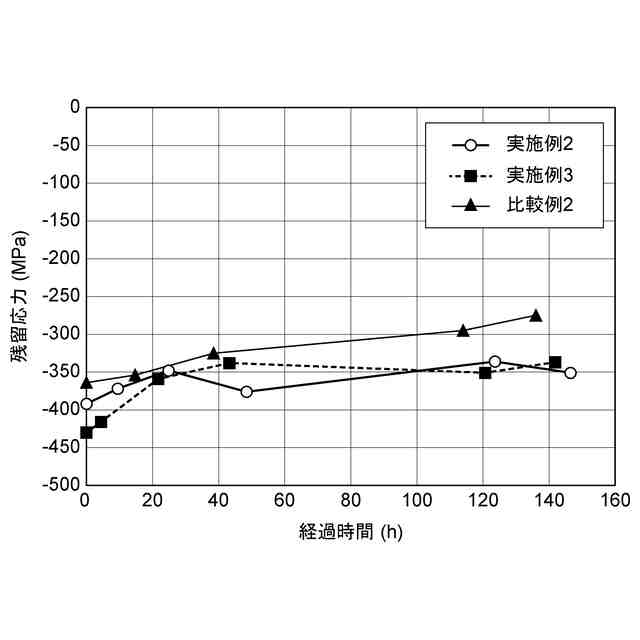
図5は、実施例及び比較例における、アルミニウム合金部材の残留応力と経過時間との関係を示すグラフである。
図6は、ショットの速度ごとに取得された、アルミニウム合金部材の残留応力と経過時間との関係を示すグラフである。
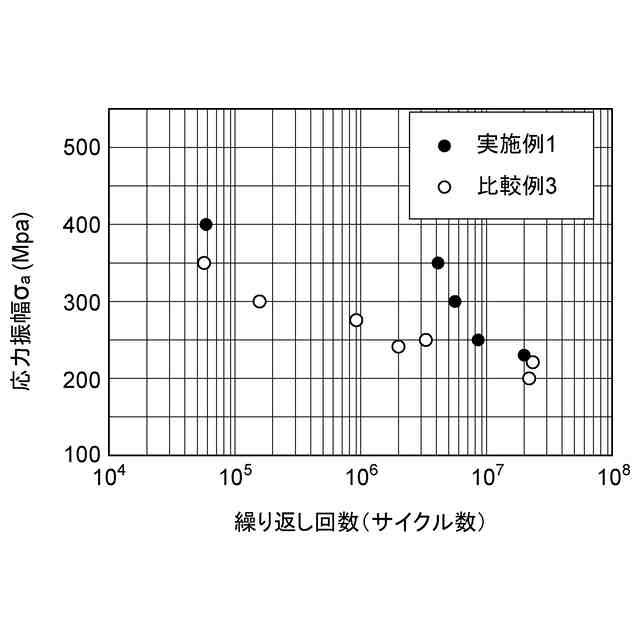
図7は、実施例及び比較例における、アルミニウム合金部材の応力振幅と繰り返し回数との関係を示すグラフである。
【発明を実施するための形態】
【0009】
以下、図面を参照しながら本開示の実施形態が詳細に説明される。図面の説明において同一要素には同一符号が付され、重複する説明は省略される。図面の寸法比率は、説明のものと必ずしも一致していない。「上」「下」「左」「右」の語は、図示する状態に基づくものであり、便宜的なものである。
【0010】
[アルミニウム合金部材の製造方法の概要]
本開示に係る製造方法では、残留応力が付与されたアルミニウム合金部材が製造される。製造されるアルミニウム合金部材は、人が扱う物品、例えば、スポーツ用品(自転車、ゴルフクラブ、釣り具、バットなど)、作業器具(農機具、園芸器具など)、生活用品(車椅子、眼鏡、椅子など)に採用され得る。これらの製品は、自動車部品、鉄道部品又は航空機部品などよりも低い疲労強度(例えば50MPa~350 MPaであってもよく、70 MPa~300 MPaであってもよい)で十分な性能を得ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
新東工業株式会社
体感システム
1か月前
新東工業株式会社
培養システム
1か月前
新東工業株式会社
粉体供給装置
4か月前
新東工業株式会社
ベルトクリーナ
2か月前
新東工業株式会社
集塵装置及び集塵システム
1か月前
新東工業株式会社
集塵システム及び報知システム
1か月前
新東工業株式会社
情報処理装置、及び監視システム
26日前
新東工業株式会社
力覚センサ、及びセンサシステム
1か月前
新東工業株式会社
ワークの加工方法、及び測定システム
2か月前
新東工業株式会社
鉄基アモルファス合金、その粉粒体、及びその圧粉材
1か月前
新東工業株式会社
イベントシステム、アプリケーションプログラム、及び織物
11日前
新東工業株式会社
試験システム
24日前
新東工業株式会社
アルミニウム合金部材の製造方法、及び、ショットピーニング装置
24日前
個人
包丁研ぎ器具
3か月前
株式会社松風
研磨用ゴム砥石
1か月前
株式会社SUS
ワーク保持治具
11日前
株式会社東京精密
研削装置
1か月前
株式会社タカトリ
ウエハの研削装置
27日前
株式会社ディスコ
被加工物の加工方法
2か月前
ノリタケ株式会社
超砥粒ホイール
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
トヨタ自動車株式会社
回転砥石の製造方法
3か月前
秀和工業株式会社
処理装置および処理方法
2か月前
ノリタケ株式会社
研磨パッド
1か月前
株式会社荏原製作所
研磨装置
18日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
研削装置
2か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
3か月前
株式会社スギノマシン
ウォータージェット切断装置
3日前
株式会社ディスコ
切削装置
25日前
株式会社ディスコ
研削装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ