TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097023
公報種別
公開特許公報(A)
公開日
2025-06-30
出願番号
2023213071
出願日
2023-12-18
発明の名称
中子セット装置
出願人
新東工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22C
9/10 20060101AFI20250623BHJP(鋳造;粉末冶金)
要約
【課題】作業者による作業性を向上させつつ、タイムサイクルの短縮に寄与する中子セット装置を提供する。
【解決手段】中子セット装置は、鉛直方向で上型と対向して配置された下型に中子をセットする中子セット装置であって、中子を保持する保持面を有する保持治具と、鉛直方向に直交する第1方向と平行な回転軸を有し、保持治具を回転駆動する回転機構と、保持治具を上型及び下型間の空間外において第1方向に沿って移動させる第1移動機構と、を備える。保持治具は、回転軸を軸心として回転することにより、空間外と、保持面が下型の上面と鉛直方向で対向する中子セット位置との間を移動する。
【選択図】図1
特許請求の範囲
【請求項1】
鉛直方向で上型と対向して配置された下型に中子をセットする中子セット装置であって、
前記中子を保持する保持面を有する保持治具と、
前記鉛直方向に直交する第1方向と平行な回転軸を有し、前記保持治具を回転駆動する回転機構と、
前記保持治具を前記上型及び前記下型間の空間外において前記第1方向に沿って移動させる第1移動機構と、を備え、
前記保持治具は、前記回転軸を軸心として回転することにより、前記空間外と、前記保持面が前記下型の上面と前記鉛直方向で対向する中子セット位置との間を移動する、
中子セット装置。
続きを表示(約 280 文字)
【請求項2】
前記保持治具は、前記保持面が前記鉛直方向と平行に配置された状態で、前記第1移動機構により前記第1方向に沿って移動する、
請求項1に記載の中子セット装置。
【請求項3】
前記保持治具を前記鉛直方向及び前記第1方向に直交する第2方向に沿って移動させる第2移動機構を更に備える、
請求項1又は2に記載の中子セット装置。
【請求項4】
前記第2移動機構は、前記保持治具が前記空間と前記第1方向において離隔した位置で前記保持治具を前記第2方向に沿って移動させる、
請求項3に記載の中子セット装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、中子セット装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、金型に中子をセットする中子セット装置が開示されている。この中子セット装置は、回転軸と、回転軸に設けられた中子保持手段とを備える。
【先行技術文献】
【特許文献】
【0003】
特開2012-179643号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本開示は、作業者による作業性を向上させつつ、タイムサイクルの短縮に寄与する中子セット装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
本開示の中子セット装置は、鉛直方向で上型と対向して配置された下型に中子をセットする中子セット装置であって、中子を保持する保持面を有する保持治具と、鉛直方向に直交する第1方向と平行な回転軸を有し、保持治具を回転駆動する回転機構と、保持治具を上型及び下型間の空間外において第1方向に沿って移動させる第1移動機構と、を備え、保持治具は、回転軸を軸心として回転することにより、空間外と、保持面が下型の上面と鉛直方向で対向する中子セット位置との間を移動する。
【発明の効果】
【0006】
本開示によれば、作業者による作業性を向上させつつ、タイムサイクルの短縮に寄与することが可能な中子セット装置が提供される。
【図面の簡単な説明】
【0007】
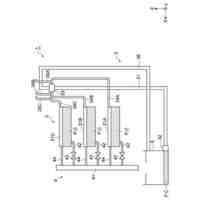
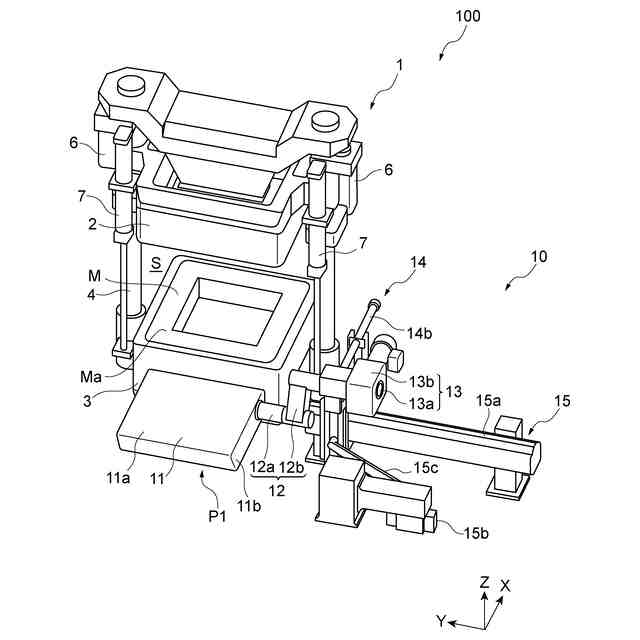
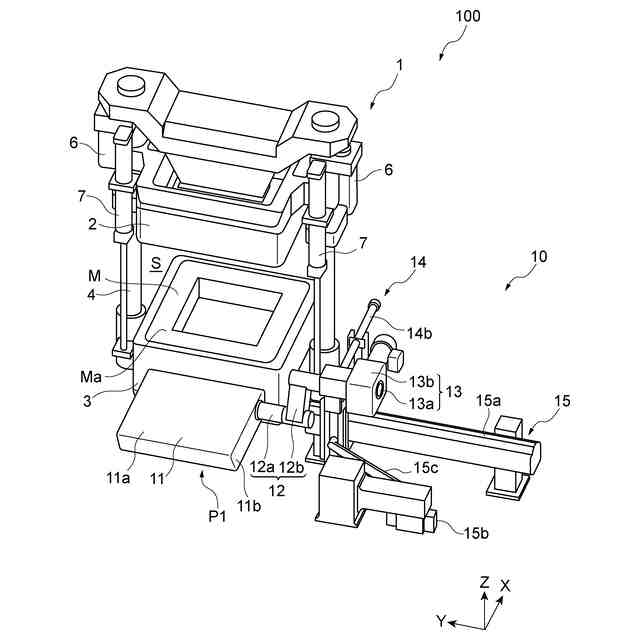
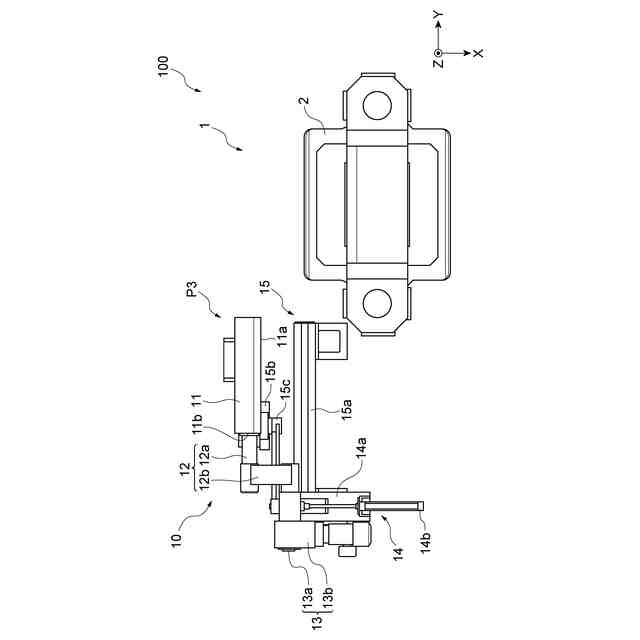
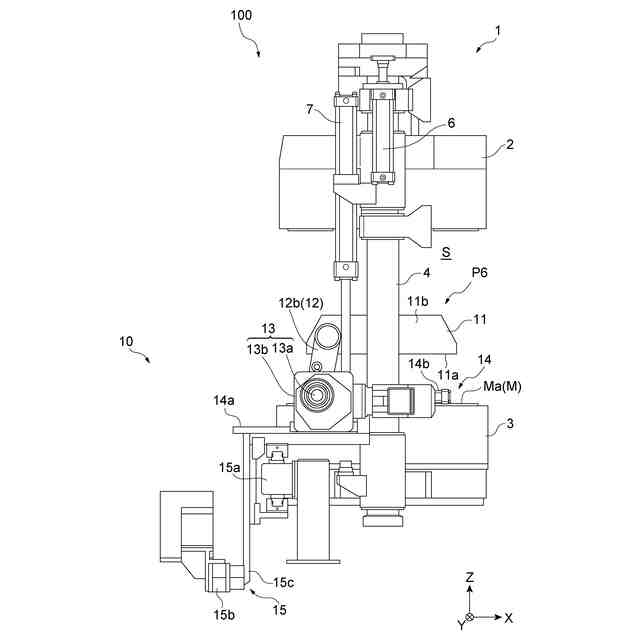
図1は、実施形態に係る中子セット装置を備える造型システムの初期状態を示す斜視図である。
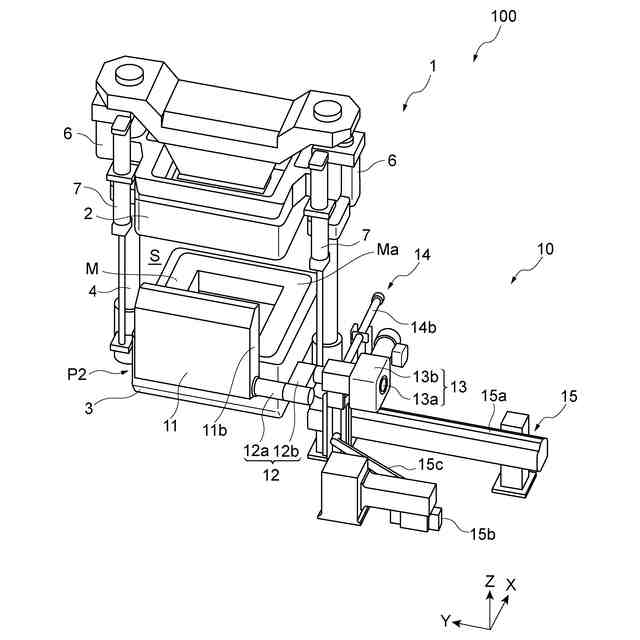
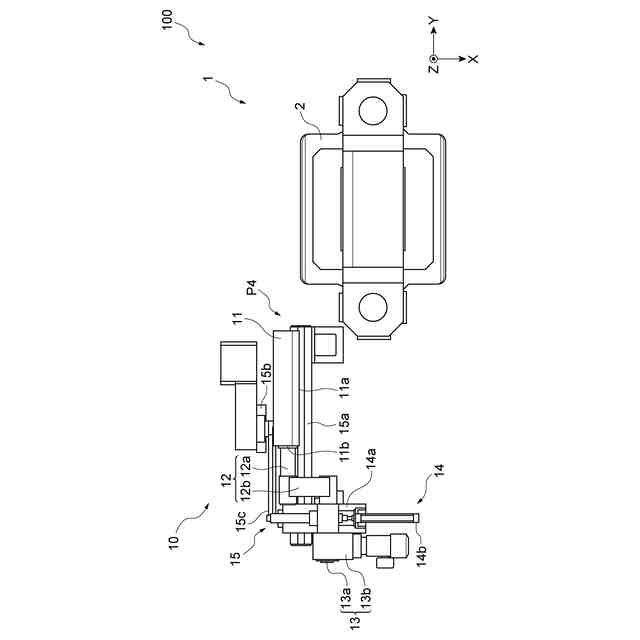
図2は、造型システムの動作を説明するための斜視図である。
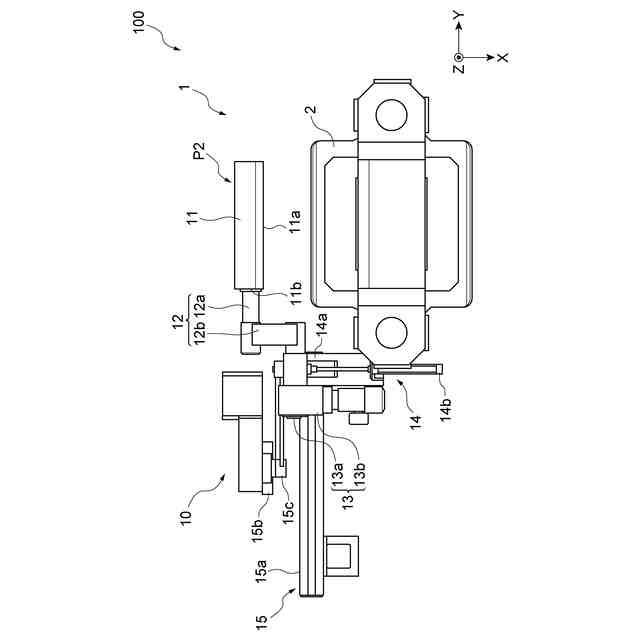
図3は、図2の状態の造型システムを示す上面図である。
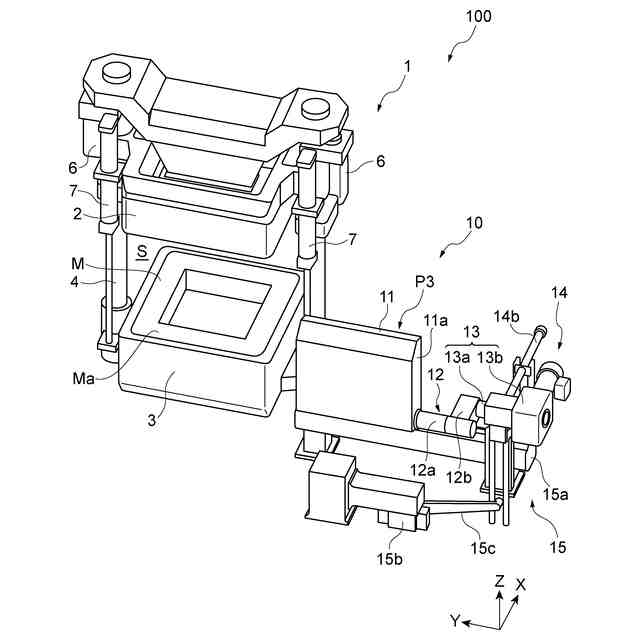
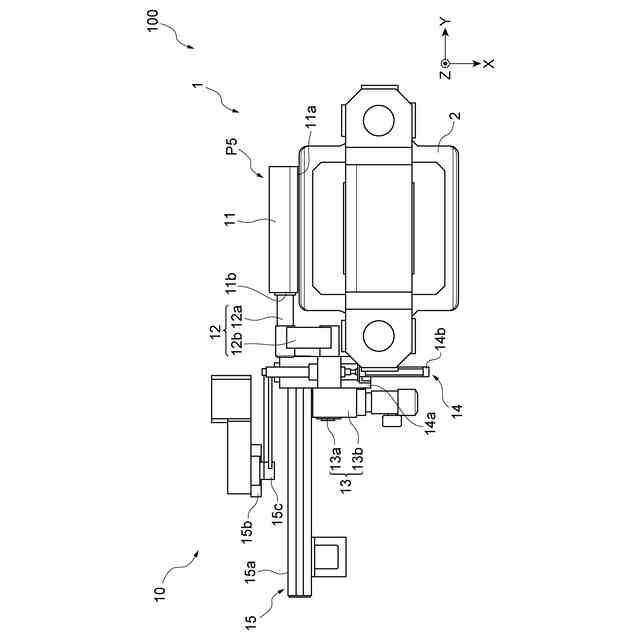
図4は、造型システムの動作を説明するための斜視図である。
図5は、図4の状態の造型システムを示す上面図である。
図6は、造型システムの動作を説明するための上面図である。
図7は、造型システムの動作を説明するための上面図である。
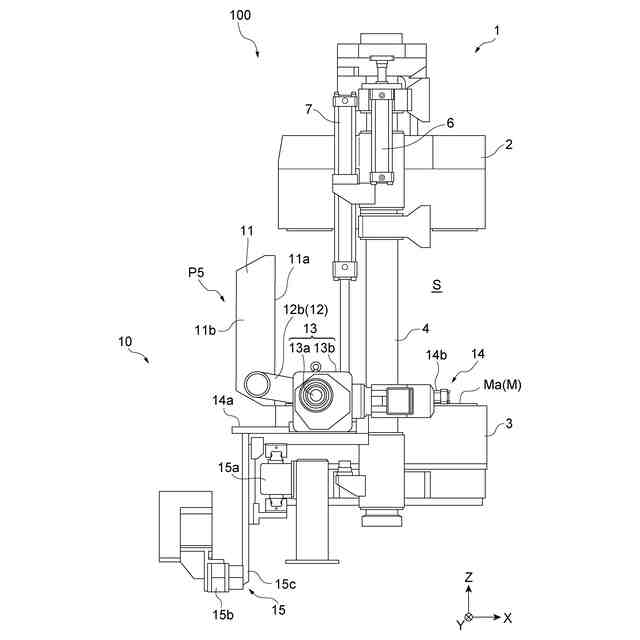
図8は、図7の状態の造型システムを示す側面図である。
図9は、造型システムの動作を説明するための側面図である。
図10は、造型システムの動作を説明するための側面図である。
図11は、造型システムの動作を説明するための側面図である。
図12は、造型システムの動作を説明するための側面図である。
【発明を実施するための形態】
【0008】
以下、図面を参照しながら本開示の実施形態が詳細に説明される。図面の説明において同一要素には同一符号が付され、重複する説明は省略される。図面の寸法比率は、説明のものと必ずしも一致していない。「上」「下」「前」「後」の語は、図示する状態に基づくものであり、便宜的なものである。
【0009】
[造型システム]
図1は、実施形態に係る中子セット装置を備える造型システムの初期状態を示す斜視図である。図中のX方向(第2方向)及びY方向(第1方向)は水平方向であり、Z方向は鉛直方向である。X方向、Y方向及びZ方向は、3次元空間の直交座標系における互いに直交する軸方向である。以下ではX方向を前後方向、Y方向を横方向、Z方向を上下方向ともいう。図1に示される造型システム100は、上鋳型(不図示)及び下鋳型Mからなり、内部に中子が配置された鋳型を造型する。造型システム100は、造型機1及び中子セット装置10を備える。
【0010】
造型機1は、上枠2、下枠3、及び、一対の枠ガイド部材4を備える。図1に示される造型システム100の初期状態では、上枠2及び下枠3内に造型された上鋳型及び下鋳型Mが配置されている。上枠2及び下枠3は、上下方向において互いに対向して配置されている。上鋳型及び下鋳型Mは、上枠2及び下枠3内に配置された状態で、Z方向において互いに対向している。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
新東工業株式会社
培養システム
23日前
新東工業株式会社
体感システム
23日前
新東工業株式会社
ベルトクリーナ
1か月前
新東工業株式会社
集塵装置及び集塵システム
22日前
新東工業株式会社
集塵システム及び報知システム
23日前
新東工業株式会社
情報処理装置、及び監視システム
4日前
新東工業株式会社
力覚センサ、及びセンサシステム
22日前
新東工業株式会社
ワークの加工方法、及び測定システム
2か月前
新東工業株式会社
鉄基アモルファス合金、その粉粒体、及びその圧粉材
22日前
新東工業株式会社
試験システム
2日前
新東工業株式会社
アルミニウム合金部材の製造方法、及び、ショットピーニング装置
2日前
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
6か月前
芝浦機械株式会社
成形システム
15日前
友鉄工業株式会社
錫プレート成形方法
1か月前
トヨタ自動車株式会社
押湯入子
2か月前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
日本製鉄株式会社
モールドパウダー
23日前
株式会社プロテリアル
合金粉末の製造方法
6か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
株式会社キャステム
鋳造品の製造方法
6か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
6か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
山石金属株式会社
アルミニウム含有粒子
22日前
山石金属株式会社
アルミニウム含有粒子
22日前
トヨタ自動車株式会社
鋳物砂の再生方法
3か月前
トヨタ自動車株式会社
突き折り棒
5か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
トヨタ自動車株式会社
ケースの製造方法
4か月前
旭有機材株式会社
鋳型の製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
5か月前
芝浦機械株式会社
局部変圧装置及び成形機
10日前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ