TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025116786
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2024090184
出願日
2024-06-03
発明の名称
鋳造装置の圧力射出システム
出願人
寧波力勁科技有限公司
代理人
個人
主分類
B22D
17/32 20060101AFI20250801BHJP(鋳造;粉末冶金)
要約
【課題】低速始動段階において始動衝撃が発生するおそれがあり、かつ、精度制御が悪い等の、鋳造装置の圧力射出システムの欠陥を解決できる圧力射出システムを提供する。
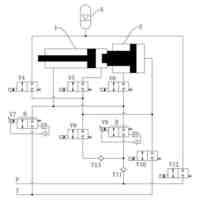
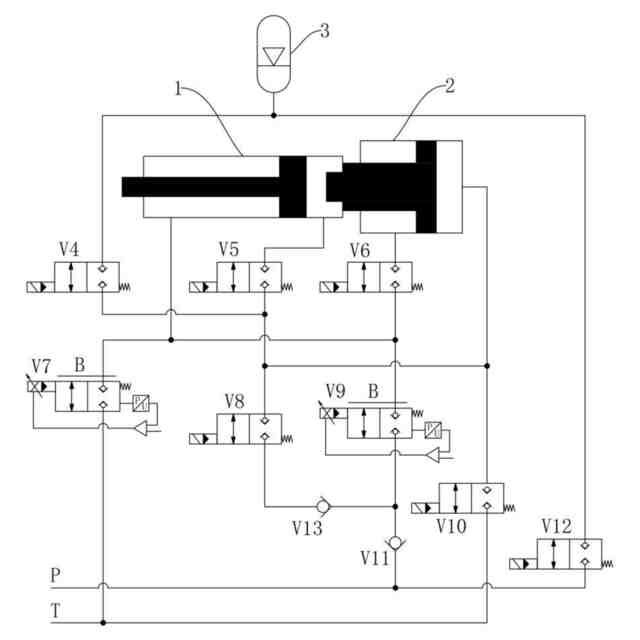
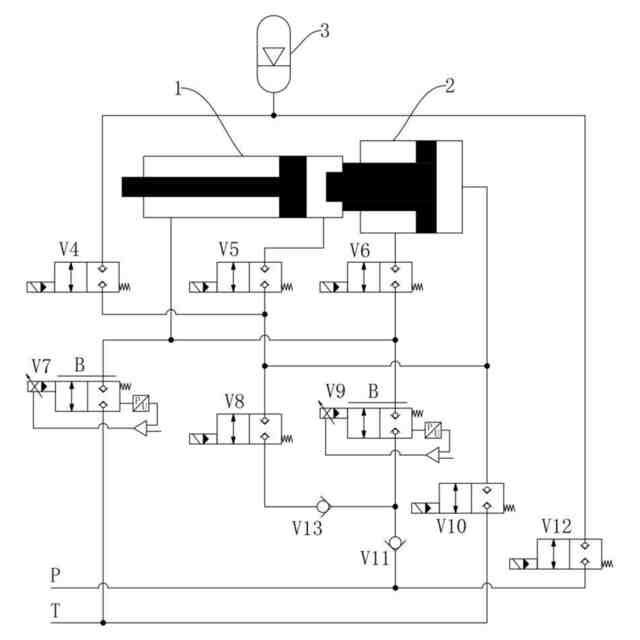
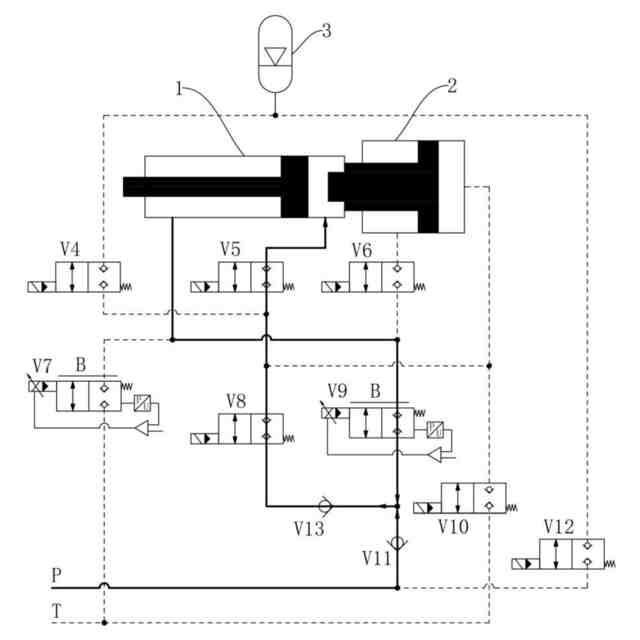
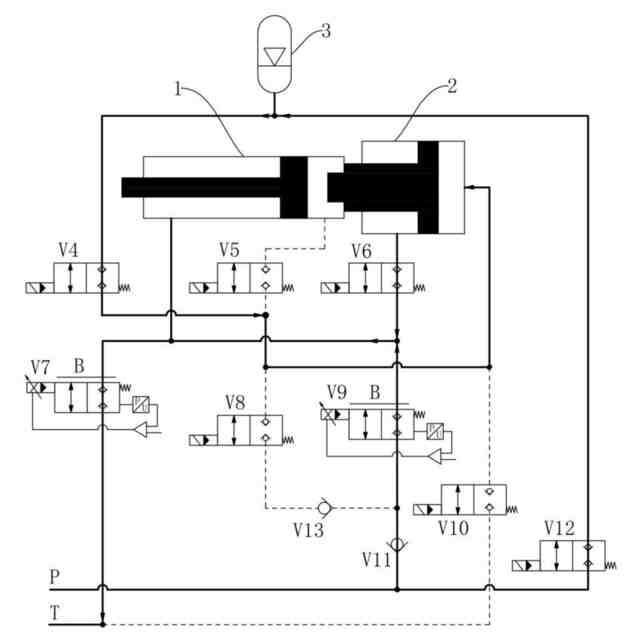
【解決手段】圧力射出システムは、油路により接続されたエネルギ貯蓄器3、射出油圧シリンダ1、増圧油圧シリンダ2及びバルブモジュールを含み、射出油圧シリンダの低速圧力射出段階において、バルブモジュールは、ポンプによる油路の単独給油モード及びポンプ及びエネルギ貯蓄器による油路の共同給油モードの切り替えに用いられ、射出油圧シリンダの高速圧力射出段階、制動段階及び追従段階において、油路のポンプ及びタンクを連通させてA型半ブリッジ構造を形成している。
【選択図】図1
特許請求の範囲
【請求項1】
鋳造装置の圧力射出システムであって、
油路により接続されたエネルギ貯蓄器、射出油圧シリンダ、増圧油圧シリンダ及びバルブモジュールを含み、
前記射出油圧シリンダの低速圧力射出段階において、前記バルブモジュールは、ポンプによる油路の単独給油モード及び前記ポンプ及び前記エネルギ貯蓄器による油路の共同給油モードの切り替えに用いられ、
高速圧力射出段階、制動段階及び追従段階において、前記バルブモジュールは、A型半ブリッジ構造が形成されるように、前記射出油圧シリンダのロッド有キャビティを油路のポンプ及びタンクに連通させ、
増圧射出段階において、前記バルブモジュールは、A型半ブリッジ構造が形成されるように、前記増圧油圧シリンダのロッド有キャビティを油路のポンプ及びタンクに連通させ、
前記バルブモジュールは、開閉弁V4、開閉弁V5、開閉弁V8、開閉弁V12、サーボ弁V7、サーボ弁V9、逆止弁V11及び逆止弁V13を含み、
前記ポンプの出力ポートは、順に直列に接続された逆止弁V11及びサーボ弁V9により、前記射出油圧シリンダのロッド有キャビティと接続されて、第1油路が形成され、
前記ポンプの出力ポートは、開閉弁V12により前記エネルギ貯蓄器と接続されて、第2油路が形成され、
前記ポンプの出力ポートは、順に直列に接続された逆止弁V11、逆止弁V13、開閉弁V8及び開閉弁V5により前記射出油圧シリンダのロッド無キャビティと接続されて、第3油路が形成され、
前記エネルギ貯蓄器は、順に直列に接続された開閉弁V4及び開閉弁V5により前記射出油圧シリンダのロッド無キャビティと接続されて、第4油路が形成され、
前記タンクは、サーボ弁V7により前記射出油圧シリンダのロッド有キャビティと接続されて、第5油路が形成され、
前記エネルギ貯蓄器は、開閉弁V4により前記増圧油圧シリンダのロッド無キャビティと接続されて、第6油路が形成され、
前記ポンプの出力ポートは、順に直列に接続された逆止弁V11、サーボ弁V9及び開閉弁V6により前記増圧油圧シリンダのロッド有キャビティと接続されて、第8油路が形成され、
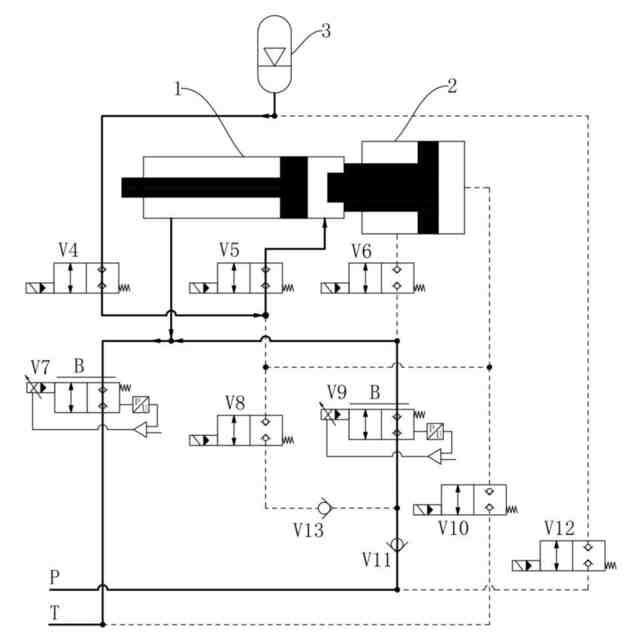
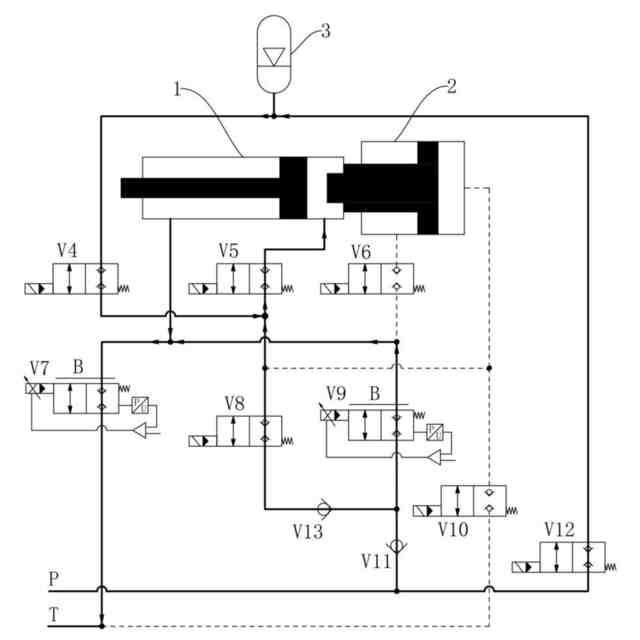
高速圧力射出段階及び制動段階において、前記エネルギ貯蓄器は、導通された前記第4油路により、前記射出油圧シリンダのロッド無キャビティに給油するとともに、前記射出油圧シリンダのロッド有キャビティの圧力油は、導通された前記第5油路に沿って前記タンクに還流され、前記第1油路と前記第5油路とが導通してA型半ブリッジ構造が形成され、サーボ弁V7及びサーボ弁V9の開度を制御することにより前記射出油圧シリンダの圧力射出速度を調整し、
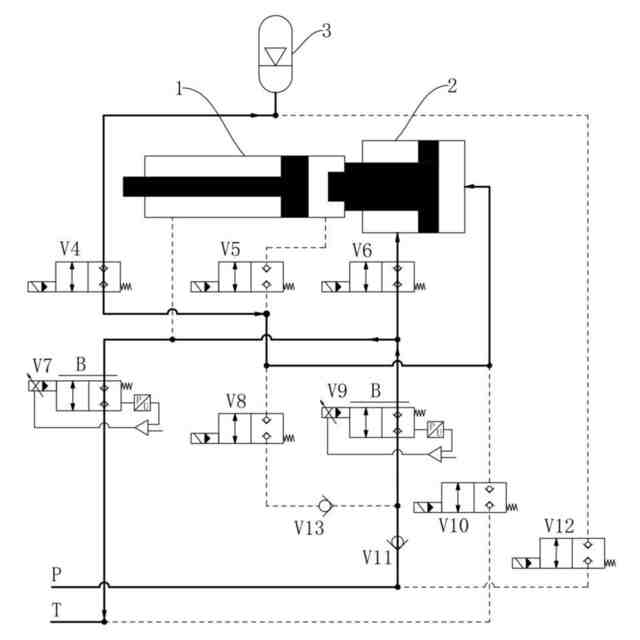
追従段階において、前記ポンプ及び前記エネルギ貯蓄器は、それぞれ導通された前記第3油路及び導通された前記第4油路により前記射出油圧シリンダのロッド無キャビティに給油し、前記ポンプは、前記第2油路により前記エネルギ貯蓄器に補油するとともに、前記射出油圧シリンダのロッド有キャビティの圧力油は、導通された前記第5油路に沿って前記タンクに還流され、前記第1油路と前記第5油路とが導通してA型半ブリッジ構造が形成され、サーボ弁V7及びサーボ弁V9の開度を制御することにより、前記射出油圧シリンダの圧力射出速度を調整し、
前記バルブモジュールは、開閉弁V6を含み、
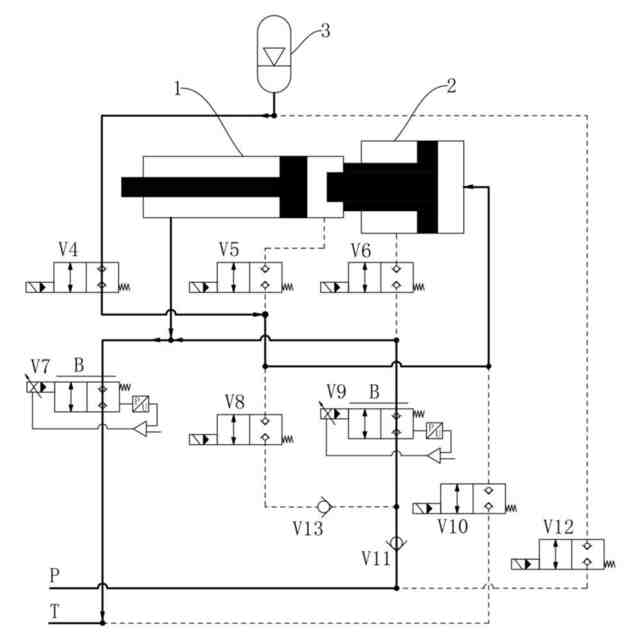
前記タンクは、順に直列に接続されたサーボ弁V7及び開閉弁V6により前記増圧油圧シリンダのロッド有キャビティと接続されて、第7油路が形成され、
増圧射出段階において、前記エネルギ貯蓄器は、導通された前記第6油路により前記増圧油圧シリンダのロッド無キャビティに給油するとともに、前記増圧油圧シリンダのロッド有キャビティの圧力及び前記射出油圧シリンダのロッド有キャビティの圧力油は、それぞれ導通された前記第7油路及び前記第5油路に沿って前記タンクに還流され、前記第8油路と前記第7油路とが導通してA型半ブリッジ構造が形成され、サーボ弁V7及びサーボ弁V9の開度を制御することにより、前記増圧油圧シリンダの増圧圧力を調整し、
又は、前記バルブモジュールは、サーボ弁V14及びサーボ弁V15を含み、
前記エネルギ貯蓄器は、サーボ弁V14により前記増圧油圧シリンダのロッド有キャビティと接続されて、第11油路が形成され、
前記タンクは、サーボ弁V15により前記増圧油圧シリンダのロッド有キャビティと接続されて、第12油路が形成され、
増圧射出段階において、前記エネルギ貯蓄器は、導通された前記第6油路により前記増圧油圧シリンダのロッド無キャビティに給油するとともに、前記射出油圧シリンダのロッド有キャビティの圧力油は、導通された前記第5油路に沿って前記タンクに還流され、前記第11油路と前記第12油路とが導通してA型半ブリッジ構造が形成され、サーボ弁V14及びサーボ弁V15の開度を制御することにより、前記増圧油圧シリンダの増圧圧力を調整する、
ことを特徴とする鋳造装置の圧力射出システム。
続きを表示(約 1,700 文字)
【請求項2】
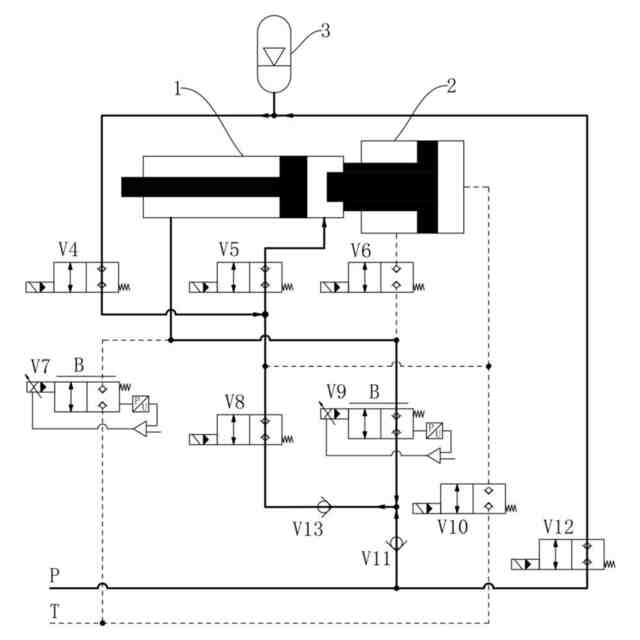
低速圧力射出の前記ポンプによる単独給油モードにおいて、前記ポンプは、導通された前記第3油路により前記射出油圧シリンダのロッド無キャビティに給油するとともに、前記第1油路と前記第3油路とにより差動回路が形成されている、
ことを特徴とする請求項1に記載の鋳造装置の圧力射出システム。
【請求項3】
低速圧力射出の前記ポンプ及び前記エネルギ貯蓄器による共同給油モードにおいて、前記ポンプの単独給油に加え、前記エネルギ貯蓄器は、導通された前記第4油路により前記射出油圧シリンダのロッド無キャビティに給油している、
ことを特徴とする請求項2に記載の鋳造装置の圧力射出システム。
【請求項4】
増圧圧力射出段階が完了してから減圧させる場合に、前記増圧油圧シリンダのロッド無キャビティに対する前記エネルギ貯蓄器の給油を停止し、かつ、サーボ弁V9の開度を大きくするとともにサーボ弁V7の開度を小さくすることにより、ポンプは、導通された前記第8油路により前記増圧油圧シリンダのロッド有キャビティに給油し、前記増圧油圧シリンダは、戻り、そのロッド無キャビティの圧力油が導通された前記第6油路に沿って前記エネルギ貯蓄器に還流されている、
ことを特徴とする請求項1に記載の鋳造装置の圧力射出システム。
【請求項5】
バルブモジュールは、開閉弁V10を含み、
前記タンクは、前記開閉弁V10により前記増圧油圧シリンダのロッド無キャビティと接続されて、第9油路が形成され、
前記タンクは、順に直列に接続された開閉弁V10及び開閉弁V5により前記射出油圧シリンダのロッド無キャビティと接続されて、第10油路が形成され、
前記追従段階が完了してからハンマー戻り段階を行う場合に、ポンプは、導通された前記第1油路及び前記第8油路によりそれぞれ前記射出油圧シリンダのロッド有キャビティ及び前記増圧油圧シリンダのロッド有キャビティに給油するとともに、前記射出油圧シリンダのロッド無キャビティ及び前記増圧油圧シリンダのロッド無キャビティは、それぞれ導通された前記第10油路及び前記第9油路により圧力油を前記タンクに還流させている、
ことを特徴とする請求項1に記載の鋳造装置の圧力射出システム。
【請求項6】
増圧射出段階が完了してから減圧させる場合に、前記第5油路及び前記第12油路を遮断するとともに、前記第6油路及び前記第11油路を導通させるものの、前記第6油路に対する前記エネルギ貯蓄器の給油を停止することにより、前記エネルギ貯蓄器は、前記第11油路により前記増圧油圧シリンダのロッド有キャビティに給油し、前記増圧油圧シリンダは、戻り、そのロッド無キャビティの圧力油が導通された前記第6油路に沿って前記エネルギ貯蓄器に還流されている、
ことを特徴とする請求項1に記載の鋳造装置の圧力射出システム。
【請求項7】
前記バルブモジュールは、開閉弁V10を含み、
前記タンクは、前記開閉弁V10により前記増圧油圧シリンダのロッド無キャビティと接続されて、第9油路が形成され、
前記タンクは、順に直列に接続された開閉弁V10及び開閉弁V5により前記射出油圧シリンダのロッド無キャビティと接続されて、第10油路が形成され、
前記ポンプは、順に直列に接続された開閉弁V12及びサーボ弁V14により前記増圧油圧シリンダのロッド有キャビティに接続されて、第13油路が形成され、
前記追従段階が完了してからハンマー戻り段階を行う場合に、ポンプは、導通された前記第1油路及び前記第13油路によりそれぞれ前記射出油圧シリンダのロッド有キャビティ及び前記増圧油圧シリンダのロッド有キャビティに給油するとともに、前記射出油圧シリンダのロッド無キャビティ及び前記増圧油圧シリンダのロッド無キャビティは、それぞれ導通された前記第10油路及び前記第9油路により圧力油を前記タンクに還流させている、
ことを特徴とする請求項6に記載の鋳造装置の圧力射出システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属鋳造の技術分野に関連し、特に鋳造装置の圧力射出システムに関連する。
続きを表示(約 730 文字)
【背景技術】
【0002】
鋳造装置は、圧力鋳造に用いられる装置であり、よく自動車部品等の生産加工に用いられている。鋳造装置は、溶融した金属液を圧力により金型に圧力射出して、金属を冷却して成形することができる。そして、金型を開くと固体金属鋳造部材が得られる。
【0003】
現状の冷却室鋳造装置の圧力射出動作は、低速圧力射出、高速圧力射出及び増圧射出といった過程を含む。ここでは、高速圧力射出が完了してから増圧射出を準備する前に射出油圧シリンダを制動する必要がある。鋳造装置が圧力射出動作が完了した後に、減圧過程、追従過程及びハンマー戻り過程を行うことにより、初期位置に戻る。
【0004】
しかしながら、現状の鋳造装置の圧力射出システムは、上記過程を行う際に下記の不具合がある。
【0005】
(1)低速始動段階において、始動衝撃が発生するおそれがあり、かつ、精度制御が悪い。
【0006】
(2)高速圧力射出段階において、速度が超過するおそれがある。
【0007】
(3)増圧射出段階において、油の排出量が所定値を超え、又は、不足するおそれがあり、増圧圧力の精度が悪い。
【0008】
(4)制動段階において、制動が鈍く、制動効果が低下するおそれがある。
【0009】
(5)追従段階において、ハンマーヘッドを制御しきれないおそれがあり、追従を制御できなくなる。
【0010】
以上のことに鑑み、現状の鋳造装置の圧力射出システムを改良する必要がある。
【発明の概要】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
寧波力勁科技有限公司
鋳造装置の圧力射出システム
2か月前
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
芝浦機械株式会社
成形システム
2日前
トヨタ自動車株式会社
押湯入子
2か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
日本製鉄株式会社
モールドパウダー
10日前
株式会社プロテリアル
合金粉末の製造方法
6か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
株式会社キャステム
鋳造品の製造方法
5か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
6か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
山石金属株式会社
アルミニウム含有粒子
9日前
トヨタ自動車株式会社
鋳物砂の再生方法
3か月前
旭有機材株式会社
鋳型の製造方法
2か月前
山石金属株式会社
アルミニウム含有粒子
9日前
トヨタ自動車株式会社
ケースの製造方法
4か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
トヨタ自動車株式会社
突き折り棒
5か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
JFEミネラル株式会社
Ni合金粉
9日前
トヨタ自動車株式会社
金型冷却構造
5か月前
大同特殊鋼株式会社
鋼塊の製造方法
7か月前
株式会社プロテリアル
金属付加製造物の製造方法
7か月前
福田金属箔粉工業株式会社
Cu系粉末
4か月前
住友金属鉱山株式会社
金粉の製造方法
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
6か月前
株式会社神戸製鋼所
炭素-銅含有粉末
5か月前
株式会社豊田中央研究所
積層造形装置
4か月前
日立Astemo株式会社
成形装置
6か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ