TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025127154
公報種別
公開特許公報(A)
公開日
2025-09-01
出願番号
2024023707
出願日
2024-02-20
発明の名称
推定方法
出願人
品川リフラクトリーズ株式会社
代理人
弁理士法人R&C
主分類
B22D
11/10 20060101AFI20250825BHJP(鋳造;粉末冶金)
要約
【課題】比較的簡便な方法で耐火物の溶損速度を評価する。
【解決手段】二つの浸漬ノズル用耐火物のスラグラインにおける溶損速度の比を推定する推定方法であって、二つの浸漬ノズル用耐火物が、いずれも、二酸化ジルコニウム80質量%以上97質量%以下、カーボン3質量%以上20質量%以下、および、その他の成分6質量%以下、を含み、第一の浸漬ノズル用耐火物の見掛気孔率P
A
および第二の浸漬ノズル用耐火物の見掛気孔率P
B
を特定する工程と、第一の浸漬ノズル用耐火物の見掛比重G
A
および第二の浸漬ノズル用耐火物の見掛比重G
B
を特定する工程と、第一の浸漬ノズル用耐火物の溶損速度V
A
に対する第二の浸漬ノズル用耐火物の溶損速度V
B
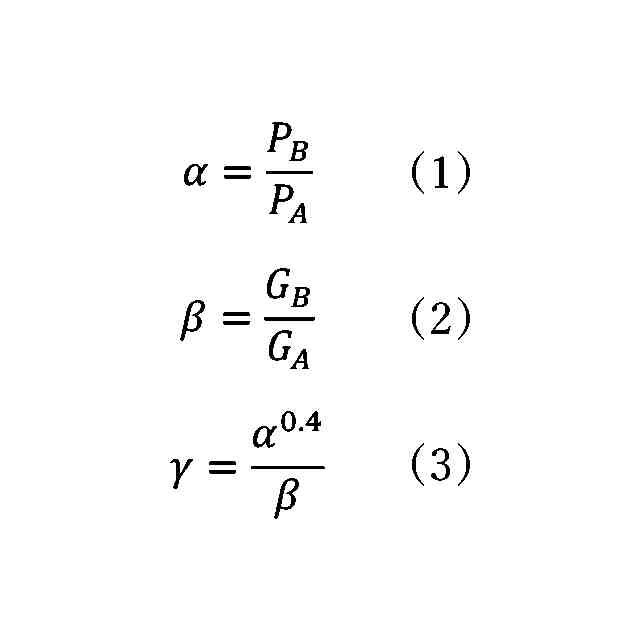
の比γを、以下の式(1)、式(2)、および式(3)に基づいて算出する工程と、を含む。
【数1】
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2025127154000005.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">36</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">151</com:WidthMeasure> </com:Image> 【選択図】なし
特許請求の範囲
【請求項1】
二つの浸漬ノズル用耐火物のスラグラインにおける溶損速度の比を推定する推定方法であって、
二つの前記浸漬ノズル用耐火物が、いずれも、二酸化ジルコニウム80質量%以上97質量%以下、カーボン3質量%以上20質量%以下、および、その他の成分6質量%以下、を含み、
第一の浸漬ノズル用耐火物の見掛気孔率P
A
および第二の浸漬ノズル用耐火物の見掛気孔率P
B
を特定する工程と、
前記第一の浸漬ノズル用耐火物の見掛比重G
A
および前記第二の浸漬ノズル用耐火物の見掛比重G
B
を特定する工程と、
前記第一の浸漬ノズル用耐火物の溶損速度V
A
に対する前記第二の浸漬ノズル用耐火物の溶損速度V
B
の比γを、以下の式(1)、式(2)、および式(3)に基づいて算出する工程と、を含む推定方法。
TIFF
2025127154000004.tif
36
151
続きを表示(約 230 文字)
【請求項2】
前記第一の浸漬ノズル用耐火物が、過去に連続鋳造に供された浸漬ノズル用耐火物であり、
前記第二の浸漬ノズル用耐火物が、未だ連続鋳造に供されていない浸漬ノズル用耐火物である請求項1に記載の推定方法。
【請求項3】
前記第一の浸漬ノズル用耐火物が、過去に連続鋳造に供された浸漬ノズル用耐火物であり、
前記第二の浸漬ノズル用耐火物が、現に連続鋳造に供されている浸漬ノズル用耐火物である請求項1に記載の推定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、二つの浸漬ノズル用耐火物のスラグラインにおける溶損速度の比を推定する推定方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
鋼の連続鋳造において、タンディッシュにおける溶鋼が浸漬ノズルを介してモールド(鋳型)内に導入される。モールド内の溶鋼がモールドの冷却作用によって凝固し、ロールにより連続的に引き抜かれ、鋼の鋳片がつくられる。
【0003】
モールドにおける溶鋼表面(湯面)の大気による酸化を防止する目的や、凝固シェルとモールドとの間の潤滑性を確保する目的などで、鋳造中の湯面にモールドパウダーが連続的に散布される。散布されたパウダーは、位置を下げながら、溶鋼湯面付近で溶融し始め、最終的に完全に溶融し、溶融スラグを形成する。溶融スラグ(パウダースラグ)は、凝固シェルとモールドとの隙間へ流入し、スラグフィルムを形成することを通じて、潤滑および伝熱制御などの役割を果たす。
【0004】
浸漬ノズルのうち連続鋳造中にパウダースラグと接触する箇所はスラグラインと称される。スラグラインは、鋳造中にパウダースラグと溶鋼との両方から浸食を受けるため、浸漬ノズルの他の部位に比べて溶損が特に速い。溶損がある程度を超えると、浸漬ノズルが断裂するなどのトラブルが発生し、連続鋳造生産を中止する必要が生じる。一方、溶損の程度が軽い段階で浸漬ノズルを交換する運用を行うと、上記のようなトラブルが生じない替わりに浸漬ノズルの頻繁な交換を要する。すなわち、浸漬ノズルの使用期間が過大であっても過小であっても生産効率が低下する。そのため、浸漬ノズルの耐食性を評価し、寿命を予測することができれば、浸漬ノズルを寿命の範囲内で最大限使用することができ、連続鋳造生産効率の最大化に大きく貢献する。
【0005】
かかる寿命予測の方法として、実験室スケールでの実験を行って耐火物の耐食性を評価する方法が従来実施されている。たとえば特許第7060831号公報(特許文献1)には、評価対象の耐火物の試験片を浸漬した溶鋼にパウダースラグを投入し、2時間にわたって試験片を回転させた後の試験片の溶損厚さを測定することによって、耐火物の耐食性を評価する方法が開示されている。また、特開2022-63736号公報(特許文献2)には、評価対象の試料を内張りしたドラムに溶鋼およびモールドパウダーを投入し、ドラムを回転させた後に試料の損耗面積を測定することによって、耐火物の耐食性を評価する方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特許第7060831号公報
特開2022-63736号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、特許文献1および特許文献2に記載されているような実験を伴う評価方法は、評価結果を得るために長い時間を要する場合があった。また、評価対象の試料の数に比例して実験点数が増大するため、多くの耐火物組成の中から最適な組成を見出すために多くの資源を要する場合があった。また、実験による評価の結果が、連続鋳造の現場における現象と整合しない場合があった。
【0008】
そこで、比較的簡便な方法で耐火物の溶損速度を評価できる推定方法の実現が望まれる。
【課題を解決するための手段】
【0009】
本発明に係る推定方法は、二つの浸漬ノズル用耐火物のスラグラインにおける溶損速度の比を推定する推定方法であって、二つの前記浸漬ノズル用耐火物が、いずれも、二酸化ジルコニウム80質量%以上97質量%以下、カーボン3質量%以上20質量%以下、および、その他の成分6質量%以下、を含み、第一の浸漬ノズル用耐火物の見掛気孔率P
A
および第二の浸漬ノズル用耐火物の見掛気孔率P
B
を特定する工程と、前記第一の浸漬ノズル用耐火物の見掛比重G
A
および前記第二の浸漬ノズル用耐火物の見掛比重G
B
を特定する工程と、前記第一の浸漬ノズル用耐火物の溶損速度V
A
に対する前記第二の浸漬ノズル用耐火物の溶損速度V
B
の比γを、以下の式(1)、式(2)、および式(3)に基づいて算出する工程と、を含むことを特徴とする。
TIFF
2025127154000001.tif
36
151
【0010】
この構成によれば、実際に耐火物を溶損させる実験を伴うことなく、比較的簡便な方法で溶損速度を評価できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
6か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
芝浦機械株式会社
成形システム
1か月前
トヨタ自動車株式会社
押湯入子
3か月前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
日本製鉄株式会社
モールドパウダー
1か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
株式会社キャステム
鋳造品の製造方法
7か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
トヨタ自動車株式会社
突き折り棒
6か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
旭有機材株式会社
鋳型の製造方法
4か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
トヨタ自動車株式会社
金型冷却構造
6か月前
芝浦機械株式会社
溶解保持炉
17日前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
JFEミネラル株式会社
Ni合金粉
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
住友金属鉱山株式会社
金粉の製造方法
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
7か月前
株式会社神戸製鋼所
炭素-銅含有粉末
6か月前
株式会社豊田中央研究所
積層造形装置
5か月前
福田金属箔粉工業株式会社
Cu系粉末
5か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
日立Astemo株式会社
成形装置
7か月前
セイコーエプソン株式会社
製造方法
6か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ