TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025159812
公報種別
公開特許公報(A)
公開日
2025-10-22
出願番号
2024062589
出願日
2024-04-09
発明の名称
局部変圧装置及び成形機
出願人
芝浦機械株式会社
代理人
個人
主分類
B22D
17/22 20060101AFI20251015BHJP(鋳造;粉末冶金)
要約
【課題】構成が簡素化された局部変圧装置を提供する。
【解決手段】局部変圧装置31は、進退部材33を前進させる駆動部(加圧シリンダ35)を有している。進退部材33は、型(固定型103)が構成する空間107に先端が露出した状態で空間107への前進及びその反対側への後退が可能である。加圧シリンダ35は、固定部材(シリンダ部材37)と、可動部材(ピストン部材39)と、を有している。ピストン部材39は、シリンダ部材37に対して移動する駆動力が付与されて進退部材33の後端を(直接的又は間接的に)押す。また、ピストン部材39は、進退部材33を含め、空間107に露出する部材に連結されておらず、進退部材33の後端と互いに離反する方向に相対移動可能である。
【選択図】図3
特許請求の範囲
【請求項1】
型が構成する空間に先端が露出した状態で前記空間への前進及びその反対側への後退が可能な進退部材を前進させる駆動部を有しており、
前記駆動部は、
固定部材と、
前記固定部材に対して移動する駆動力が付与されて前記進退部材の後端を押す可動部材と、を有しており、
前記可動部材は、前記進退部材を含め、前記空間に露出する部材に連結されておらず、前記進退部材の後端と互いに離反する方向に相対移動可能である
局部変圧装置。
続きを表示(約 1,300 文字)
【請求項2】
前記固定部材は、前記型を保持するダイプレートに前記型を介さずに固定されている
請求項1に記載の局部変圧装置。
【請求項3】
前記可動部材は、前記固定部材との係合によって前進限よりも前記進退部材の側への移動が規制されており、かつ前記前進限に位置するときに前記ダイプレートの前記型が取り付けられる面から前記型の側に、はみ出ない
請求項2に記載の局部変圧装置。
【請求項4】
前記固定部材は、シリンダ部材であり、
前記可動部材は、
前記シリンダ部材の内部に位置しているピストンと、
前記ピストンから前記シリンダ部材の外部へ延びており、その先端が前記進退部材の後端と対向するロッドと、を有しており、
前記シリンダ部材の内部は、前記ピストンによって、前記ロッドが延び出ている側のロッド側室と、その反対側のヘッド側室と、に区画されており、
前記ロッド側室は、大気開放されている
請求項1に記載の局部変圧装置。
【請求項5】
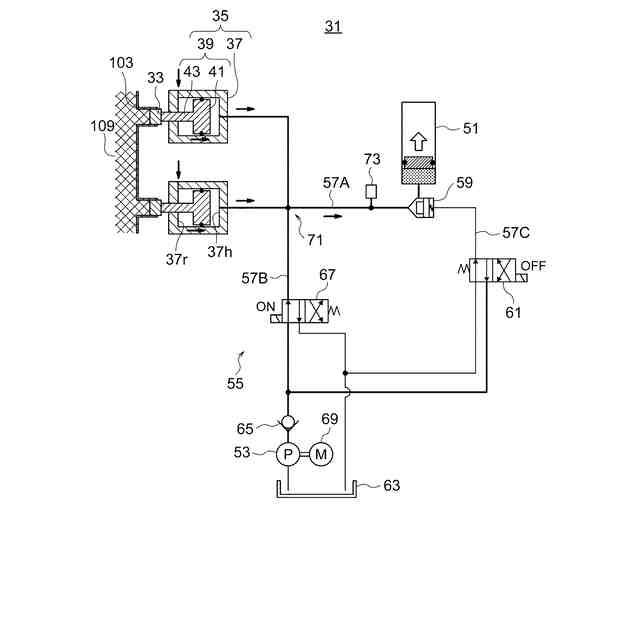
前記ヘッド側室に通じているアキュムレータと、
前記ヘッド側室に通じており、作動液を送出する液圧源と、
前記ヘッド側室、前記アキュムレータ及び前記液圧源の間の流れを制御する液圧回路と、
前記液圧源及び前記液圧回路を制御するコントローラと、
を有しており、
前記コントローラは、
前記空間に射出された成形材料が前記進退部材に到達する前に、前記ヘッド側室、前記アキュムレータ及び前記液圧源を互いに通じさせるとともに、前記ヘッド側室の圧力が所定の第1圧力になるように前記液圧源から作動液を送出して、前記進退部材を前進限で待機させるように、前記液圧源及び前記液圧回路を制御し、
前記成形材料が前記進退部材に到達して前記成形材料の圧力によって前記進退部材が後退した後に、前記アキュムレータを前記ヘッド側室及び前記液圧源から遮断した状態で、前記ヘッド側室の圧力が前記第1圧力よりも高い第2圧力になるように前記液圧源から作動液を送出して、局部加圧を行うように、前記液圧源及び前記液圧回路を制御する
請求項4に記載の局部変圧装置。
【請求項6】
前記液圧回路は、
前記ヘッド側室から前記アキュムレータへ延びるACC流路と、
前記液圧源から前記ヘッド側室へ延びており、前記ヘッド側室の側の一部が前記ACC流路と共用されている液圧源流路と、
前記ACC流路のうちの前記液圧源流路との共用部分よりも前記アキュムレータの側の部分を開閉するパイロット式のACCバルブと、
前記ACCバルブのパイロット圧力が導入されるポートを前記液圧源又はタンクに選択的に接続するパイロット用バルブと、を有している
請求項5に記載の局部変圧装置。
【請求項7】
請求項1~6のいずれか1項に記載の局部変圧装置と、
前記型を固定型又は移動型として含む1対の型を開閉する型締装置と、
前記空間に成形材料を射出する射出装置と、
を有している成形機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、局部変圧装置及び当該局部変圧装置を含む成形機に関する。局部変圧装置は、型の内部の成形材料に対して局所的に圧力を付与し、及び/又は型の内部の成形材料から局所的に圧力を吸収する。局部変圧装置は、例えば、局部加圧装置及び/又はサージ圧吸収装置を含む。成形材料は、例えば、溶融状態(液状)の金属材料(以下、「溶湯」と称することがある。)である。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
ダイカスト法等の成形方法において、いわゆる局部加圧を行う局部加圧装置が知られている(例えば下記特許文献5)。この技術においては、型内に成形材料が充填された後、型内に加圧ピンを突出させ、これにより成形材料を押圧する。その結果、例えば、成形材料の凝固収縮に起因するひけ巣が低減される。
【0003】
特許文献5では、局部加圧装置を用いたサージ圧吸収装置が開示されている。サージ圧吸収装置は、成形材料が型内に充填される前に加圧ピンを前進限に待機させておき、成形材料が型に充填されたときに溶湯の圧力によって加圧ピンを後退させる。これにより、成形材料が金型に充填されたときに生じる瞬間的な圧力の上昇(サージ圧)が低減される。
【0004】
特許文献5は、加圧ピンを駆動する液圧シリンダにおいて、加圧ピンを後退させるときに作動液が供給されるシリンダ室が大気開放されてよいことについても開示している。特許文献1は、成形方法に関するものではないが、シリンダ室が大気開放される空圧シリンダを開示している。特許文献2~4は、局部加圧に関するものではないが、空気抜きを行う油圧シリンダを開示している。
【先行技術文献】
【特許文献】
【0005】
特開2018-54117号公報
特開2006-207792号公報
特開2006-207657号公報
特開2002-31101号公報
特開2023-66640号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
例えば、構成が簡素化された局部変圧装置及び成形機が待たれる。
【課題を解決するための手段】
【0007】
本開示の一態様に係る局部変圧装置は、型が構成する空間に先端が露出した状態で前記空間への前進及びその反対側への後退が可能な進退部材を前進させる駆動部を有しており、前記駆動部は、固定部材と、前記固定部材に対して移動する駆動力が付与されて前記進退部材の後端を押す可動部材と、を有しており、前記可動部材は、前記進退部材を含め、前記空間に露出する部材に連結されておらず、前記進退部材の後端と互いに離反する方向に相対移動可能である。
【0008】
本開示の一態様に係る成形機は、上記局部変圧装置と、前記型を固定型又は移動型として含む1対の型を開閉する型締装置と、前記空間に成形材料を射出する射出装置と、を有している。
【発明の効果】
【0009】
上記の構成によれば、例えば、局部加圧装置の構成を簡素化できる。
【図面の簡単な説明】
【0010】
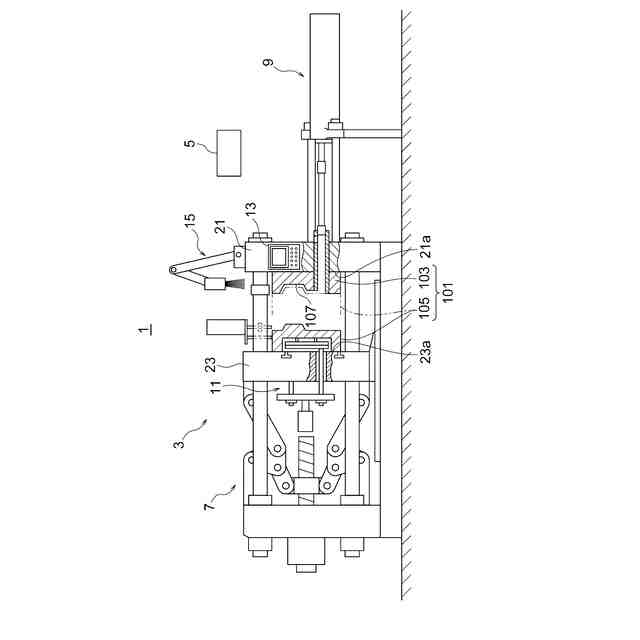
実施形態に係るダイカストマシンの構成を示す側面図。
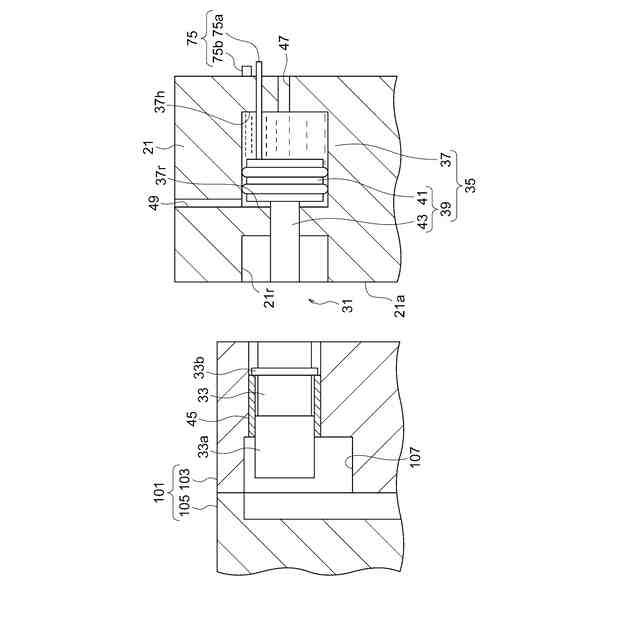
実施形態に係る局部変圧装置の構成を示す断面図。
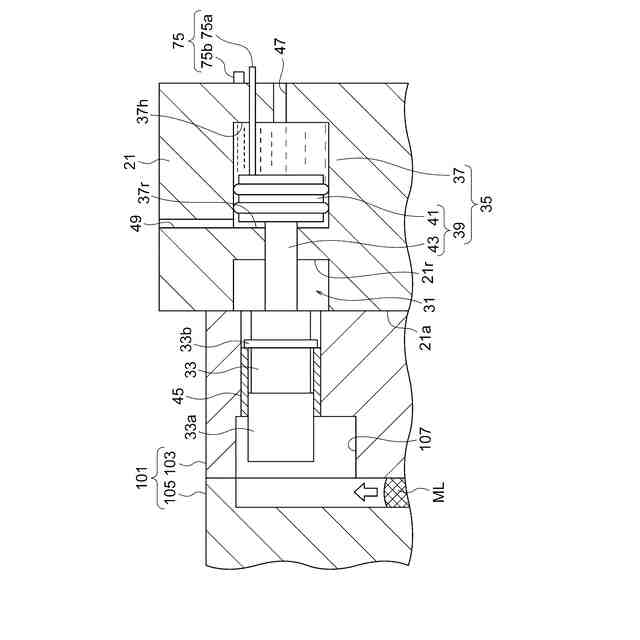
図2の局部変圧装置の動作を説明する断面図。
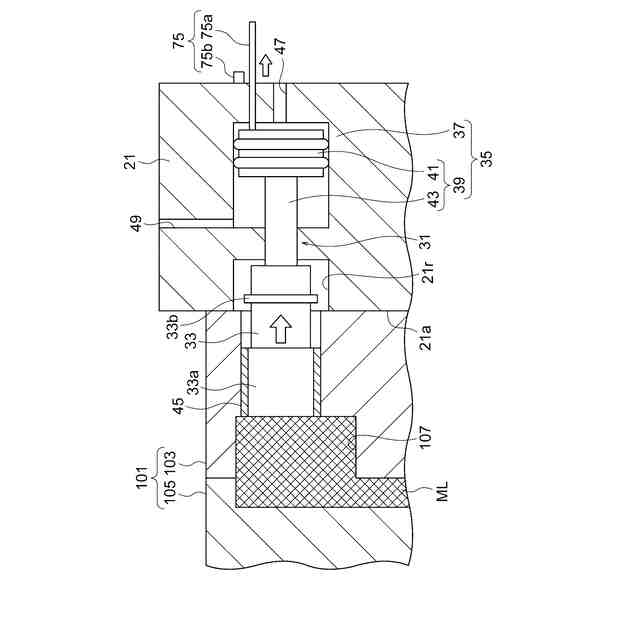
図3の続きを示す断面図。
図4の続きを示す断面図。
図2の局部変圧装置の液圧系の構成及び動作を示す回路図。
図6の続きを示す回路図。
図7の続きを示す回路図。
図9(a)及び図9(b)は局部変圧装置の他の例を示す断面図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る





 特許ウォッチ
特許ウォッチ