TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025144671
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024044460
出願日
2024-03-21
発明の名称
鋼の連続鋳造におけるタンディシュ内溶鋼の加熱装置
出願人
個人
代理人
主分類
B22D
11/10 20060101AFI20250926BHJP(鋳造;粉末冶金)
要約
【課題】鋼の連続鋳造において、タンディシュ内溶鋼を加熱する装置を提供する。
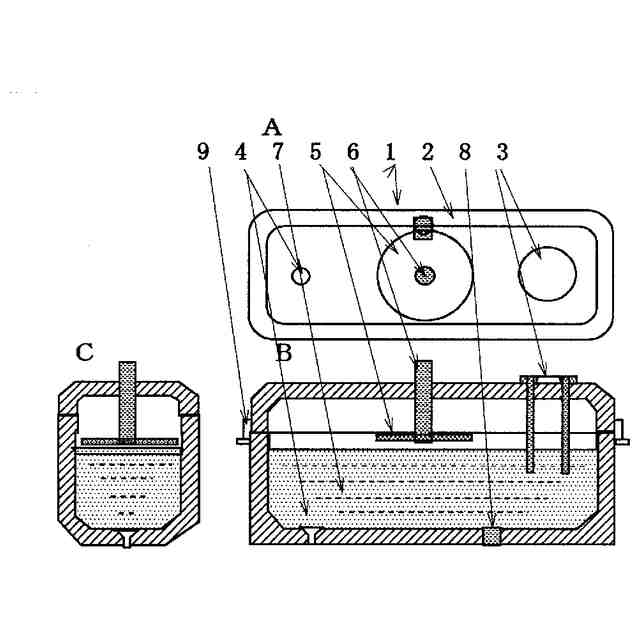
【解決手段】気密性タンディシュにおいて不活性雰囲気下、黒鉛製の抵抗発熱体を溶鋼面上方に接近対面して配置する。円盤状の発熱体にはスパイラルコイルを形成する。交流通電により発熱体は約2000℃に昇温してタンディシュ内空間を放射加熱する。一方コイル下方の溶鋼面直下には誘導加熱と誘導撹拌が発現する。自己インダクタンスによる電力損は発熱に供され、電力効率は90%が得られる。発熱体の上面にはセラミック被覆を施し、上方放射を抑制し、耐火物内壁の耐久化を図る。適切な上方放射によりスラグや溶鋼が内壁に付着するトラブルを解消する。
【選択図】図1
特許請求の範囲
【請求項1】
鋼の連続鋳造におけるタンディシュ内の溶鋼を加熱する装置であって、材質が黒鉛であり、構造がスパイラルコイルである円盤状の抵抗発熱体を溶鋼面直上に対面して配置し、該発熱体に交流を通電してジュール熱により1600℃以上2100℃未満に加熱して該溶鋼面に浮遊させたスラグを放射加熱し、且つ該溶鋼の表面直下を誘導加熱・誘導撹拌し、他方該発熱体の上面にはアルミナ又はマグネシアのモルタル被覆を施して上方への放射を抑制したことを特徴とするタンディシュ内溶鋼の加熱装置。
続きを表示(約 86 文字)
【請求項2】
抵抗発熱体を2枚直列に接続したこと、又は3枚を三角配置して3相星形結線としたことを特徴とする請求項1に記載したタンディシュ内溶鋼の加熱装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は鋼の連続鋳造においてタンディシュ内の溶鋼を加熱する装置に関している。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
鋼の連続鋳造において取鍋中の溶鋼は流量と鋳込温度を調節するところの中間容器であるタンディシュを介して連続的に鋳型に鋳込まれる。
その際高級機種ではタンディシュ内の溶鋼を適時再加熱する装置を備え、精密温度制御により操業の安定(低温による事故防止)と品質の安定(偏析・非金属介在物の軽減)のみならず上流側の溶解・精錬工程の熱負荷を軽減する等手堅い効果が得られている。
【0003】
タンディシュにおける溶鋼の加熱方法・装置について以下説明する。
特許文献1には、『タンディシュ加熱』のオリジナルである高周波誘導加熱による鋳込温度制御方法が開示されている。単ストランドの連続鋳造においてタンディシュ形状を坩堝型にすることにより高周波ソレノイド・コイルの適用を可能にする。タンディシュ加熱の世界的先駆けとして長く効果的に使用された。
取鍋からの注入流は時間とともにその温度が低下する。注入時間の後半において傾斜的に入力を増加させ、あたかも注入流温度が一定であるかのような加熱を行い、鋳込み温度を一定にする。誘導撹拌も生ずるので均熱性に優れる。
レードル内溶鋼を再加熱する通称LF炉による加熱と比較すると設備能力(kW)は約5分の1以下と小さく消費電力も数分の1と少ない。 問題は多ストランドの場合、タンディシュの形状は通常変な多角形であってソレノイド・コイルを旨く備えることが設計上・作業上困難であることである。
【0004】
その後、多ストランドに使用される異形タンディシュにおいて誘導加熱する装置が開発された。タンディシュを受鋼部と鋳込部とに分け、2~3本の連通部を介して誘導回路とする低周波誘導加熱装置が組み込まれている。当該原理は古くからある溝型低周波誘導溶解炉をタンディシュの内部に組み込んだものと見なされる。前記先行例と同様の効果が得られ実用されている。均熱性も悪くない。
問題は、前記先行例と同様インダクタはタンディシュ本体と一体となっており、保有タンディシュ全てにインダクタの附設が必要で高価な設備となる。
また容器と流路が複雑な形状になって耐火物の耐久と補修に問題がある。
前記方法と同様誘導加熱であるから加熱効率自体は50%以下であまり良くない。
【0005】
特許文献2には、超高温(約10000℃)のプラズマトーチをタンディシュカバーに組み込み、タンディシュ内溶鋼上面に加熱室を設け、該室内を加熱する方法が開示されている。本方法でも先行2例と同様の効果が得られる。出力も大きい。
問題の一つは、超高温ジェットにより液面を加熱するので均熱性が極めて劣る。耐火物の溶損が大きい。
他の問題は、装置が高価でありArガスの消費等コストが高く、その上非特許文献1に詳細が示されているように複雑且つ使用と補修(メンテナンスコストが大きい)には高度の技能と費用と管理を要することである。消費電力原単位ももひとつ良くない。
【0006】
特許文献3には、黒鉛製高温発熱体によって溶鋼上面を広く放射加熱する方法が開示されている。それによるとジュール熱を利用するので電力の使用効率は90%に近い。約2000℃の発熱体からの放射の一部は直接、他はタンディシュ内壁面を反射して浮遊しているスラグを介し溶鋼上面を加熱する。本方法の不可欠要件は以下である。
1) 放射の吸収能を強化するため溶鋼(放射率約0.3)上面にスラグ(同0.8)を
浮遊させること。
2) 黒鉛の耐久のため非酸化雰囲気とすること。
3) スラグから溶鋼への伝熱促進と均熱化のためガスバブリングを適用すること。
伝熱の主経路は以下である。
発熱体放射⇒スラグ表面放射吸収⇒スラグ内伝熱⇒スラグと溶鋼界面での対流・伝 導伝熱⇒溶鋼内均熱化
本方法の特徴は、品質及び操業に煩わしい溶鋼・スラグのタンディシュ内壁への付着問題が確実に解決されることである。なぜなら溶鋼面から上方の耐火物壁は溶鋼温度以上に維持され付着が発現し得ないからである。
【0007】
本方法の問題点は、伝熱の隘路がスラグと溶鋼間であり、即熱性(加熱の時間遅れが小さいこと)が誘導加熱と比較して劣ることである。加熱促進のため電流を増加させると溶鋼への伝熱よりも発熱体が急速に2000℃を超え、タンディシュ内壁耐火物が損傷し易いことである。
発熱体の表面積を拡大して発熱体の昇温をある程度抑制すると言う対策もあり得るが、その場合消耗品である発熱体のコストが問題となる。
放射加熱においては即熱性と耐火物耐久とはトレードオフの関係にあり、両者の並立が課題となる。
【0008】
特許文献4には金属の誘導加熱に際してコイルを水冷銅管から抵抗発熱体に変更し、誘導に併発するインダクタの発熱損を加熱に利用する方法が開示されている。省エネルギー上参考になる方法である。
【先行技術文献】
【特許文献】
【0009】
公開特許公報昭55-161554
公開特許公報平11-291023
特許第5690015号
特許公報昭和41-7142
【非特許文献】
【0010】
新日鐵技報382号(2005),p.16 新日本製鐵ツイントーチ式タンディシュプラズマ加熱装置
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
6か月前
芝浦機械株式会社
成形システム
23日前
トヨタ自動車株式会社
押湯入子
2か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
日本製鉄株式会社
モールドパウダー
1か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
株式会社キャステム
鋳造品の製造方法
6か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
旭有機材株式会社
鋳型の製造方法
3か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
トヨタ自動車株式会社
突き折り棒
6か月前
トヨタ自動車株式会社
金型冷却構造
6か月前
JFEミネラル株式会社
Ni合金粉
1か月前
芝浦機械株式会社
溶解保持炉
4日前
芝浦機械株式会社
局部変圧装置及び成形機
18日前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
8か月前
株式会社神戸製鋼所
炭素-銅含有粉末
6か月前
住友金属鉱山株式会社
金粉の製造方法
1か月前
福田金属箔粉工業株式会社
Cu系粉末
4か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
6か月前
株式会社豊田中央研究所
積層造形装置
5か月前
日立Astemo株式会社
成形装置
7か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ