TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025150357
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024051194
出願日
2024-03-27
発明の名称
チタン板およびチタン板の製造方法
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
,
個人
主分類
B21B
3/00 20060101AFI20251002BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】本開示は、成形性に優れるとともに、その優れた成形性を担保に純度が下がるスクラップを多用することでリサイクル率を高めることができるチタン板を提供することを目的とする。
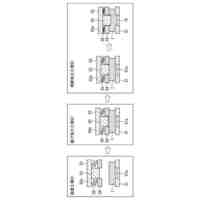
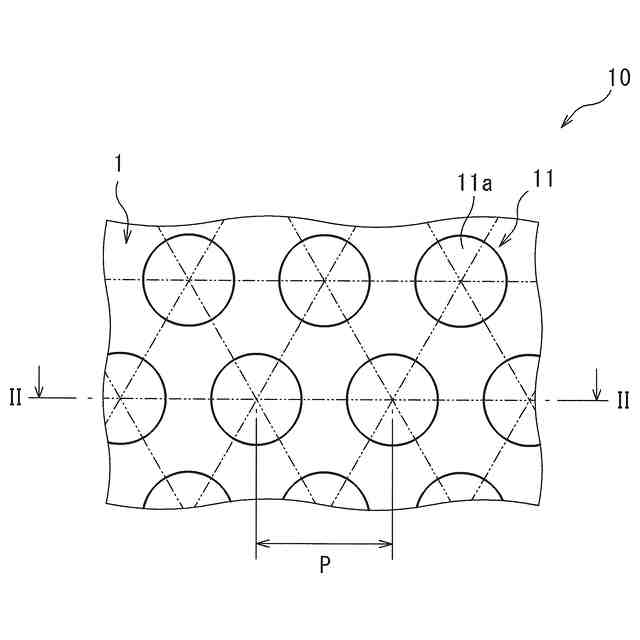
【解決手段】本開示の一態様に係るチタン板は、板厚方向に対向する一対の表面のそれぞれに複数の突起部が形成されており、上記複数の突起部は、最大高さRzが5μm以上50μm以下で、平面視における最大長さが100μm以上1000μm以下であり、それぞれの上記表面において隣接する上記突起部間のピッチが1mm以下である。
【選択図】図1
特許請求の範囲
【請求項1】
板厚方向に対向する一対の表面のそれぞれに複数の突起部が形成されており、
上記複数の突起部は、最大高さRzが5μm以上50μm以下で、平面視における最大長さが100μm以上1000μm以下であり、
それぞれの上記表面において隣接する上記突起部間のピッチが1mm以下である
チタン板。
続きを表示(約 630 文字)
【請求項2】
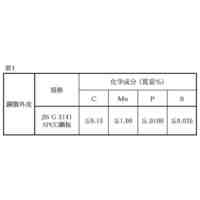
JIS1種に規定されている純チタン材を用いている請求項1に記載のチタン板。
【請求項3】
上記一対の表面のそれぞれにおいて、上記複数の突起部は格子点上に配置されている請求項1または請求項2に記載のチタン板。
【請求項4】
単位格子における上記突起部の占有面積率が10%以上60%以下である請求項3に記載のチタン板。
【請求項5】
上記突起部が平面視で円形状または楕円形状である請求項1または請求項2に記載のチタン板。
【請求項6】
上記一対の表面における上記複数の突起部の形状および配置パターンが等しい請求項1または請求項2に記載のチタン板。
【請求項7】
上記突起部は、平面状またはドーム状の頂部を有する請求項1または請求項2に記載のチタン板。
【請求項8】
チタン板を冷間圧延して得られた冷延板を熱処理する工程と、
上記熱処理する工程後の冷延板の板厚方向に対向する一対の表面のそれぞれに複数の突起部を形成する工程と、
上記形成する工程後の冷延板に仕上げ熱処理する工程と
を備え、
上記複数の突起部は、最大高さRzが5μm以上50μm以下で、平面視における最大長さが100μm以上1000μm以下であり、
それぞれの上記表面において隣接する上記突起部間のピッチが1mm以下である
チタン板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、チタン板およびチタン板の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
現在では、資源枯渇の観点から、様々なもののリサイクルが進み、多量に消費されている金属のリサイクルも以前から行われてきていた。
【0003】
純チタンやチタン合金は、鉄やその合金などの鉄系金属材料に比べて、軽量で強度が高いことから、スポーツ用具、レジャー用具、医療器具、各種プラント用部材、航空および宇宙関係機器などに広く用いられている。また、純チタンやチタン合金は、海水に対して極めて優れた耐食性を示すことから海水を冷媒にした熱交換器におけるプレート材や溶接管などにも広く用いられている。
【0004】
このような部材は、チタン板にプレス加工、曲げ加工、絞り加工等の塑性変形を伴う加工を施すことで形成される。そのため、チタン板には、プレス加工時等における成形性に優れることが望まれる。
【先行技術文献】
【特許文献】
【0005】
特開2002-194591号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1には、表面硬さと酸化皮膜の厚さとを制御することで、プレス成形時における潤滑剤の潤滑性をよくすることが記載されている。特許文献1では、冷間圧延とその後の熱処理で形成される酸素、炭素、窒素などを多く含む脆い硬化層を取り除いたうえで、表面に配置される酸化皮膜の厚さと表面硬さを制御し、金属チタンと工具、すなわち金属チタンと金型面との直接の接触を防止することで潤滑状態の悪化を防いでいる。この特許文献1の脆い硬化層は酸による溶削や研削などで取り除くため、歩留りが落ちる一方、取り除かれたチタン分はリサイクルできない。
【0007】
一方、本発明者達は、チタン板の成形性の向上を特許文献1とは異なる視点で鋭意検討した。また製造工程内でも、歩留り落ちする部分が産廃になることを抑制できるプロセスを採用し、本発明を完成させた。
【0008】
本開示は、このような事情に基づいてなされたもので、成形性に優れるチタン板を提供することを目的とする。なお、スクラップをリサイクル原料に用いた場合、チタンの不純度量が増え、これに伴い成形性などの特性劣化が予想される。本開示による成形性向上代をスクラップ多用材に適用し、成形性効果を補完できる。本開示は、スクラップ配合量を増やすこと、すなわち、金属リサイクル率を高めることで、カーボンニュートラル社会に貢献することを他の目的とする。
【課題を解決するための手段】
【0009】
本開示の一態様に係るチタン板は、板厚方向に対向する一対の表面のそれぞれに複数の突起部が形成されており、上記複数の突起部は、最大高さRzが5μm以上50μm以下で、平面視における最大長さが100μm以上1000μm以下であり、それぞれの上記表面において隣接する上記突起部間のピッチが1mm以下である。
【発明の効果】
【0010】
本開示の一態様に係るチタン板は成形性に優れる。また、本開示の一態様に係るチタン板は、金属リサイクル率の向上に寄与し得る。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金
24日前
株式会社神戸製鋼所
混練機
1か月前
株式会社神戸製鋼所
混合装置
1か月前
株式会社神戸製鋼所
混練装置
1か月前
株式会社神戸製鋼所
接点材料
22日前
株式会社神戸製鋼所
混練装置
1か月前
株式会社神戸製鋼所
混合装置
1か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
株式会社神戸製鋼所
圧縮機ユニット
1か月前
株式会社神戸製鋼所
出湯用スリーブ
9日前
株式会社神戸製鋼所
熱交換システム
22日前
株式会社神戸製鋼所
再生ゴム製造方法
9日前
株式会社神戸製鋼所
焼結鉱の製造方法
1か月前
株式会社神戸製鋼所
ステッピングモータ
1か月前
株式会社神戸製鋼所
アルミニウム合金押出材
1か月前
株式会社神戸製鋼所
スラグ流出予兆検知方法
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
3日前
株式会社神戸製鋼所
異種金属接合体及びその製造方法
1か月前
株式会社神戸製鋼所
チタン板およびチタン板の製造方法
1か月前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
1か月前
株式会社神戸製鋼所
熱延鋼板の製造方法および熱延鋼板
1か月前
株式会社神戸製鋼所
水素供給システムおよび水素供給方法
1か月前
株式会社神戸製鋼所
冷間加工用機械構造用鋼線とその製造方法
1か月前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
1か月前
株式会社神戸製鋼所
移動機械システムおよび移動機械の運用方法
1か月前
株式会社神戸製鋼所
密閉型混練機及び密閉型混練機用混練ロータ
9日前
株式会社神戸製鋼所
アルミニウム合金熱間鍛造材及びその製造方法
1か月前
株式会社神戸製鋼所
多孔質炭素の製造方法および二酸化炭素分離方法
1か月前
株式会社神戸製鋼所
形状解析システム、形状解析方法、及びプログラム
1か月前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
1か月前
株式会社神戸製鋼所
ガス供給システム改良方法及びガス供給システム改良装置
1か月前
株式会社神戸製鋼所
サイドドア
1か月前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
25日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
24日前
株式会社神戸製鋼所
二次精錬条件および連続鋳造条件の決定方法と鋼の製造方法
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ