TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025152609
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024054581
出願日
2024-03-28
発明の名称
冷間加工用機械構造用鋼線とその製造方法
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
主分類
C22C
38/00 20060101AFI20251002BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】従来よりも優れた冷間鍛造性と、優れた被削性とを兼備する冷間加工用機械構造用鋼と、その製造方法とを提供する。
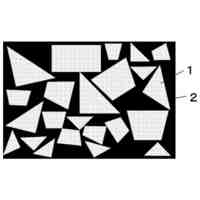
【解決手段】所定の化学組成を有し、鋼組織が、フェライト、炭化物および介在物を有し、該介在物の平均長軸径が30μm以下である、冷間加工用機械構造用鋼線。
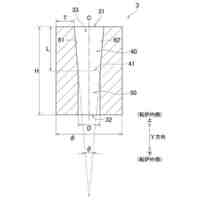
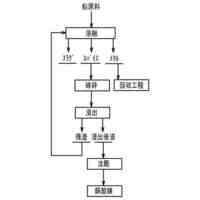
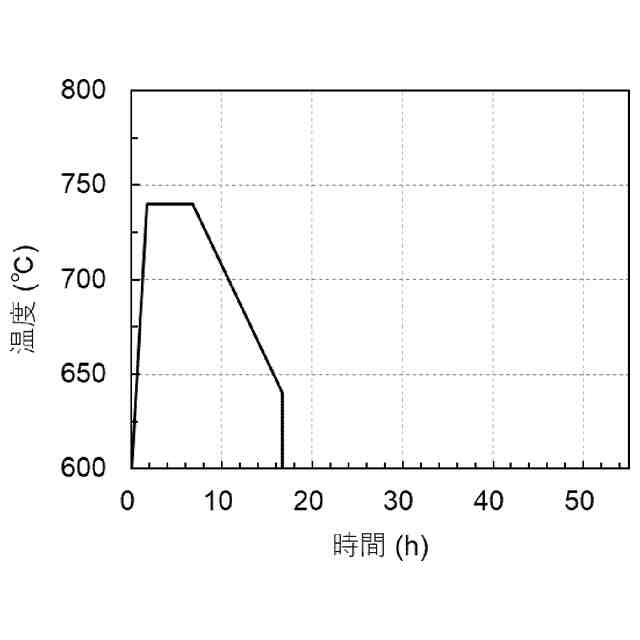
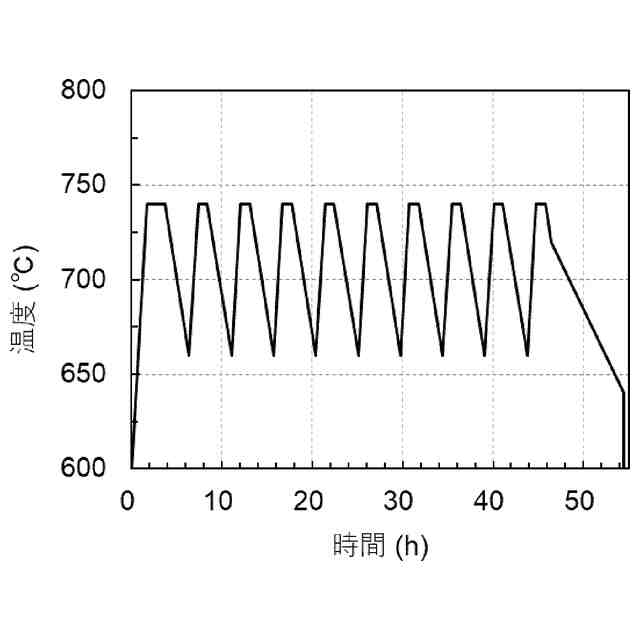
【選択図】図2
特許請求の範囲
【請求項1】
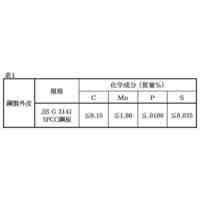
化学組成が、
C :0.05質量%~0.50質量%、
Si:0.005質量%~0.50質量%、
Mn:0.30質量%~1.20質量%、
P :0質量%超、0.050質量%以下、
S :0.010質量%~0.050質量%、
Al:0.001質量%~0.10質量%、
Cr:0質量%超、1.50質量%以下、
Cu:0質量%~0.25質量%、
Ni:0質量%~0.25質量%、
Mo:0質量%~0.50質量%、
B :0質量%~0.01質量%、
Ti:0質量%~0.20質量%、
Nb:0質量%~0.20質量%、
V :0質量%~0.50質量%、
N :0質量%~0.010質量%、
Mg:0質量%~0.020質量%、
Ca:0質量%~0.050質量%、
Li:0質量%~0.020質量%、および
REM:0質量%~0.050質量%
を満たし、残部がFeおよび不可避不純物からなり、
鋼組織が、フェライト、炭化物および介在物を有し、該介在物の平均長軸径が30μm以下である、冷間加工用機械構造用鋼線。
続きを表示(約 730 文字)
【請求項2】
前記炭化物の平均アスペクト比が3.0以下であって、かつ(炭化物の平均円相当直径/介在物の平均円相当直径)で表される比率が0.46以上である、請求項1に記載の冷間加工用機械構造用鋼線。
【請求項3】
請求項1または2に記載の冷間加工用機械構造用鋼線の製造方法であって、
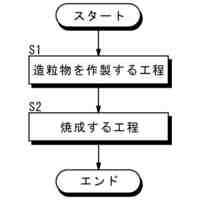
請求項1に記載の化学組成を満たす鋼材に対し、歪み量2.5以上で且つ995℃以上の温度で熱間加工を行うこと、および
前記熱間加工後に、下記(1)~(3)の工程をこの順に含む球状化焼鈍を施すこと
を含む、冷間加工用機械構造用鋼線の製造方法。
(1)(A1+5℃~A1+60℃)の温度T1に加熱し、該温度T1で1~6時間保持する。
(2)前記温度T1から(A1-10℃~A1-100℃)の温度T2まで、25℃/時間~100℃/時間の平均冷却速度CR1で冷却し、次いで、前記温度T2から前記温度T1まで再度加熱する、冷却-加熱工程を、1回以上実施する。
(3)前記温度T1から(A1+5℃~A1-10℃)の温度T3まで、25℃/時間以上の平均冷却速度CR2で冷却し、引き続き前記温度T3から(A1-20℃~A1-80℃)の温度T4まで、15℃/時間以下の平均冷却速度CR3で冷却する。
ここで、A1は、下記式(1)で算出される。
A1(℃)=723-10.7×(%Mn)-16.9×(%Ni)+29.1×(%Si)+16.9×(%Cr)+290×(%As)+6.38×(%W)・・・(1)
ただし、(%元素)は、各元素の含有量(質量%)を表し、含まれない元素の含有量はゼロとする。
発明の詳細な説明
【技術分野】
【0001】
本開示は、冷間加工用機械構造用鋼線とその製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
自動車用部品、建設機械用部品等の各種機械構造部品を製造するにあたり、通常、熱間圧延線材を含む条鋼に冷間加工性を付与する目的で球状化焼鈍が施される。そして、球状化焼鈍して得られた鋼線に、冷間鍛造等の冷間加工を施し、その後切削加工などの機械加工を施すことが行われる。よって、前記鋼線には、冷間鍛造性等の冷間加工性と、被削性が高いことが求められる。これまでに冷間鍛造性と被削性を高めた従来技術として、例えば特許文献1には、所定の化学成分を満たし、硫化物に関する式(1)および式(2)を満たし、金属組織中に、円相当径で1.0~10.0μmの硫化物を1200個/mm
2
以上含み、前記硫化物同士の平均距離が30.0μm未満である冷間鍛造用鋼が示されている。
【0003】
また特許文献2には、所定の化学成分を満たし、硫化物に関する式(1)および式(2)を満たし、鋼中の硫化物同士の平均距離が30.0μm未満である冷間鍛造用鋼が示されている。特許文献3には、Ca/Sの範囲を規定した式(1)を満たす化学組成を有し、圧延方向と平行な断面において、円相当径が2μm未満の硫化物の個数密度が300個/mm
2
以上である冷間鍛造用鋼が示されている。更に特許文献4には、所定の化学成分を満たすとともに、硫化物系介在物、Te、S、Ti、Nに関する式(1)~式(3)を満たす冷間鍛造用快削鋼が示されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2018/061191号
特開2018-035411号公報
特開2017-193767号公報
特開2013-067833号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1等の通り、冷間鍛造性と被削性について従来から検討されているが、近年、優れた被削性とともに、より高い冷間鍛造性を示す冷間加工用機械構造用鋼線が求められている。本開示は、該事情に鑑みてなされたものであって、その目的の一つは、従来よりも優れた冷間鍛造性と、優れた被削性とを兼備する冷間加工用機械構造用鋼線と、その製造方法とを提供することにある。
【0006】
本明細書において、「線材」「棒鋼」とはそれぞれ、熱間圧延して得られた線状、棒状の鋼材であって、球状化焼鈍などの熱処理と伸線加工のいずれも施されていない鋼材をいう。また「鋼線」とは、線材または棒鋼に、球状化焼鈍などの熱処理と伸線加工との少なくとも一つが施されたものをいう。本明細書では、上記線材、棒鋼および鋼線を総称して「条鋼」という。
【課題を解決するための手段】
【0007】
本発明の態様1は、
化学組成が、
C :0.05質量%~0.50質量%、
Si:0.005質量%~0.50質量%、
Mn:0.30質量%~1.20質量%、
P :0質量%超、0.050質量%以下、
S :0.010質量%~0.050質量%、
Al:0.001質量%~0.10質量%、
Cr:0質量%超、1.50質量%以下、
Cu:0質量%~0.25質量%、
Ni:0質量%~0.25質量%、
Mo:0質量%~0.50質量%、
B :0質量%~0.01質量%、
Ti:0質量%~0.20質量%、
Nb:0質量%~0.20質量%、
V :0質量%~0.50質量%、
N :0質量%~0.010質量%、
Mg:0質量%~0.020質量%、
Ca:0質量%~0.050質量%、
Li:0質量%~0.020質量%、および
REM:0質量%~0.050質量%
を満たし、残部がFeおよび不可避不純物からなり、
鋼組織が、フェライト、炭化物および介在物を有し、該介在物の平均長軸径が30μm以下である、冷間加工用機械構造用鋼線である。
【0008】
本発明の態様2は、
前記炭化物の平均アスペクト比が3.0以下であって、かつ(炭化物の平均円相当直径/介在物の平均円相当直径)で表される比率が0.46以上である、態様1に記載の冷間加工用機械構造用鋼線である。
【0009】
本発明の態様3は、
態様1または2に記載の冷間加工用機械構造用鋼線の製造方法であって、
態様1に記載の化学組成を満たす鋼材に対し、歪み量2.5以上で且つ995℃以上の温度で熱間加工を行うこと、および
前記熱間加工後に、下記(1)~(3)の工程をこの順に含む球状化焼鈍を施すこと
を含む、冷間加工用機械構造用鋼線の製造方法である。
(1)(A1+5℃~A1+60℃)の温度T1に加熱し、該温度T1で1~6時間保持する。
(2)前記温度T1から(A1-10℃~A1-100℃)の温度T2まで、25℃/時間~100℃/時間の平均冷却速度CR1で冷却し、次いで、前記温度T2から前記温度T1まで再度加熱する、冷却-加熱工程を、1回以上実施する。
(3)前記温度T1から(A1+5℃~A1-10℃)の温度T3まで、25℃/時間以上の平均冷却速度CR2で冷却し、引き続き前記温度T3から(A1-20℃~A1-80℃)の温度T4まで、15℃/時間以下の平均冷却速度CR3で冷却する。
ここで、A1は、下記式(1)で算出される。
A1(℃)=723-10.7×(%Mn)-16.9×(%Ni)+29.1×(%Si)+16.9×(%Cr)+290×(%As)+6.38×(%W)・・・(1)
ただし、(%元素)は、各元素の含有量(質量%)を表し、含まれない元素の含有量はゼロとする。
【発明の効果】
【0010】
本開示によれば、従来よりも優れた冷間鍛造性と、優れた被削性とを兼備する冷間加工用機械構造用鋼線と、その製造方法とを提供できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金
22日前
株式会社神戸製鋼所
接点材料
20日前
株式会社神戸製鋼所
ボルト用鋼
1か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
株式会社神戸製鋼所
圧縮機ユニット
29日前
株式会社神戸製鋼所
出湯用スリーブ
7日前
株式会社神戸製鋼所
熱交換システム
20日前
株式会社神戸製鋼所
焼結鉱の製造方法
1か月前
株式会社神戸製鋼所
再生ゴム製造方法
7日前
株式会社神戸製鋼所
ステッピングモータ
29日前
株式会社神戸製鋼所
アルミニウム合金押出材
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
1日前
株式会社神戸製鋼所
異種金属接合体及びその製造方法
1か月前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
28日前
株式会社神戸製鋼所
水素供給システムおよび水素供給方法
1か月前
株式会社神戸製鋼所
密閉型混練機及び密閉型混練機用混練ロータ
7日前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
1か月前
株式会社神戸製鋼所
アルミニウム合金熱間鍛造材及びその製造方法
1か月前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
28日前
株式会社神戸製鋼所
ガス供給システム改良方法及びガス供給システム改良装置
1か月前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
20日前
株式会社神戸製鋼所
サイドドア
1か月前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
23日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
22日前
株式会社神戸製鋼所
タブ用アルミニウム合金塗装板
1日前
株式会社神戸製鋼所
ガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法
28日前
株式会社神戸製鋼所
冷間圧延用の鋼板の製造方法および冷間圧延鋼板の製造方法
1か月前
株式会社神戸製鋼所
遠隔監視システム、遠隔監視方法、データ処理装置、データ処理方法、端末装置およびその制御方法、並びにプログラム
1か月前
個人
銅鉄合金の製造
3か月前
宏幸株式会社
金属回収方法
7か月前
個人
高強度せん断補強筋用の鋼材
7か月前
JX金属株式会社
鉛の回収方法
1か月前
株式会社神戸製鋼所
鋼材
6か月前
JX金属株式会社
鉛の回収方法
1か月前
三菱マテリアル株式会社
切削工具
1か月前
株式会社神戸製鋼所
銅合金
22日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ